КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лимит незавершенного производства (НЗП)
|
|
|
|
"Вытягивающая" логистическая система с лимитом незавершенного производства (НЗП) похожа на метод DBR. Отличие заключается в том, что здесь создаются не временные буферы, а задается некий фиксированный лимит материальных запасов, который распределяется на все процессы системы, а не заканчивается только на РОП. Схема приведена на рисунке 12.
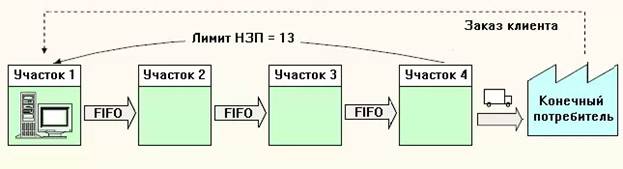
Рис.12. Структура метода лимита незавершенного производства (НЗП).
Этот подход к построению "вытягивающей" системы управления» значительно проще рассмотренных выше логистических схем, внедряется легче, и ряде случаев является более эффективным. Как и в рассмотренных выше "вытягивающих" логистических системах здесь имеется единственная точка планирования, - это участок 1 на рисунке 12.
Логистическая система с лимитом НЗП имеет некоторые преимущества по сравнению с методом DBR и системой лимитированных очередей FIFO:
неполадки, колебания ритма производства и другие проблемы процессов с запасом производительности не приведут к остановке производства из-за отсутствия работы для РОП, и не будут снижать общую пропускную способность системы;
правилам планирования должен подчиняться только один процесс;
не требуется фиксировать (локализовать) положение РОП;
легко обнаружить местонахождение текущего участка РОП. К тому же, такая система дает меньше "ложных сигналов" по сравнению лимитированными очередями FIFO.
Рассмотренная система хорошо работает для ритмичных производств со стабильной номенклатурой выпускаемых изделий, отлаженными и неизменяемыми технологическими процессами, что соответствует массовым, крупносерийным и серийным производствам. В производства единичных и мелкосерийных, где постоянно запускаются в производство новые заказы с оригинальной технологией их изготовления, где сроки выпуска продукции диктуются потребителем и могут, вообще говоря, изменяться непосредственно в процессе изготовления изделий, тогда на уровне производственного менеджмента появляется множество организационных проблем. Опираясь лишь на правило FIFO в передаче полуфабрикатов от участка к участку, логистическая система с лимитом незавершенного производства в таких случаях теряет свою эффективность.
|
|
|
Важной особенностью рассмотренных выше "выталкивающих" логистических систем 1-4 является возможность вычисления времени выпуска (цикла обработки) изделий по известной формуле Литлла [4]:
Время выпуска = НЗП/Ритм,
где НЗП – объем незавершенного производства, Ритм – это количество изделий, выпускаемых в единицу времени.
Однако для производств мелкосерийных и единичных понятие Ритма производства становится весьма расплывчатым, поскольку этот тип производств никак нельзя назвать ритмическими. Более того, статистика говорит о том, что в среднем вся станочная системы в таких производствах остается наполовину недогруженной, что происходит за счет постоянных перегрузок одного оборудования и одновременного простоя другого в ожидании работы, связанной с изделиями, пролеживающими в очереди на предыдущих стадиях обработки. Причем простои и перегрузки станков постоянно мигрируют от участка к участку, что не позволяет их локализовать и применить ни один из перечисленных выше логистических схем вытягивания. Еще одной особенностью мелкосерийных и единичных производств является необходимость выполнения заказов в виде целого комплекта деталей и сборочных единиц к фиксированному сроку. Это значительно усложняет задачу производственного менеджмента, т.к. детали, входящие в этот комплект (заказ), могут технологически подвергаться различным процессам обработки, и каждый из участков может представлять собой РОП для одних заказов, не вызывая проблем при обработке других заказов. Таким образом в рассматриваемых производствах возникает эффект так называемого "виртуального узкого места" (Virtual Bottle-Neck): вся станочная системы в среднем остается недогруженной, а ее пропускная способность низкой. Для таких случаев наиболее эффективной "вытягивающей" логистической системой является Метод вычисляемых приоритетов.
|
|
|
|
|
|
|
|
Дата добавления: 2014-11-16; Просмотров: 1108; Нарушение авторских прав?; Мы поможем в написании вашей работы!