КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Строгальные, долбежные и протяжные станки
Строгальные станки предназначены, как и фрезерные, для обработки плоских поверхностей. Станки отличаются невысокой производительностью и используются, в основном, в единичном и мелкосерийном производстве для обработки корпусных деталей, а также в инструментальном производстве при обработке деталей для штампов и пресс-форм. В зависимости от характера обработки станки подразделяются на поперечно-строгальные - для обработки деталей до 1 м, продольно-строгальные - для строгания заготовок длиной до 12 м и долбежные.
Поперечно-строгальный станок (рис. 6.22). На поперечно-стро-гальном станке обработка производится возвратно-поступательным движением резца, внешне похожего на токарный, вдоль заготовки, установленной на столе. Резец закрепляется в суппорте и совершает возвратно-поступательное движение резания, а стол совместно с деталью - движение подачи.
Заготовку (деталь) закрепляют на столе 1. Ползун 3 вместе с суппортом 2 скользит по направляющим станины 5,совершая возвратно-поступательное движение вдоль заготовки, и обеспечивает снятие стружки резцом 8.
Стол 1 может перемещаться по поперечным направляющим станка 7 вручную или автоматически посредством механизма 6. Для строгания наклонных поверхностей суппорт станка поворачивается под требуемый угол обрабатываемой детали. Электродвигатель 4 обеспечивает работу станка через коробку скоростей, расположенную внутри станины 5.
| а |
| б |
| в |
| г |
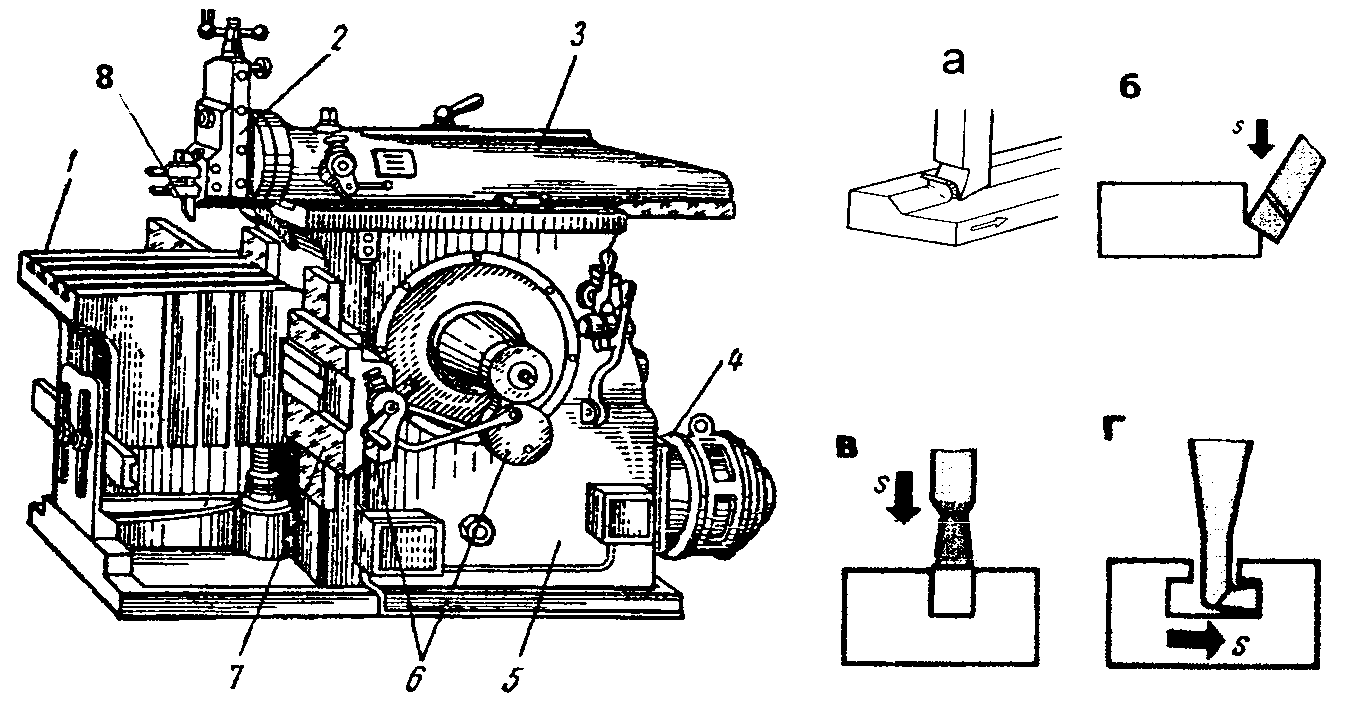
Рис. 6.22. Поперечно-строгальный станок
и примеры выполняемых на нем работ
На рис. 6.22 приведены примеры строгальных работ: строгание горизонтальной плоскости при поперечной подаче стола (а); строгание вертикальной плоскости при вертикальной подаче суппорта (б); строгание пазов и канавок (в, г).
На продольно-строгальных станках движение резания осуществляется перемещением стола с заготовкой при неподвижном резце.
Долбежные станки (рис. 6.23) применяют для обработки канавок, нарезки пазов и т.д. Принцип действия напоминает работу строгального станка, только здесь закрепленный в резцедержателе 3 резец 1совершает возвратно-поступательные движения вертикально по направляющим станины 4. Заготовка устанавливается на столе 2. При нарезке плоских отверстий в заготовке предварительно просверливается отверстие, затем резцом нарезаются его грани.
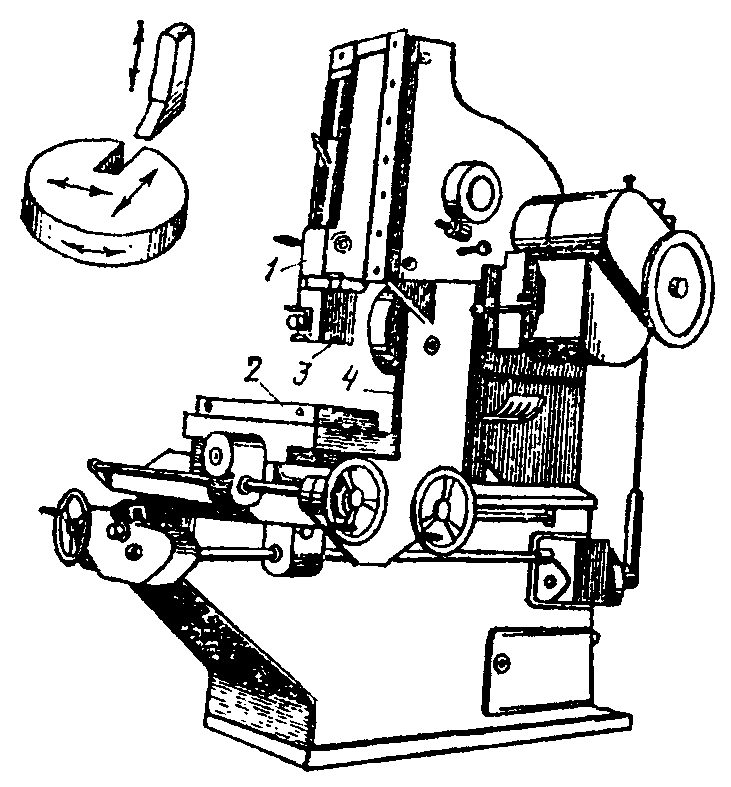
Рис. 6.23. Долбежный станок
Протяжные станки (рис. 6.24) предназначены для обработки плоских поверхностей деталей многолезвийным инструментом - протяжкой.
Протяжка представляет собой инструмент, состоящий из последовательно расположенного ряда зубьев, при этом каждый последующий зуб больше предыдущего. Принцип работы станка состоит в том, что инструмент протягивается по обрабатываемой поверхности, при этом каждый зуб одновременно снимает стружку.
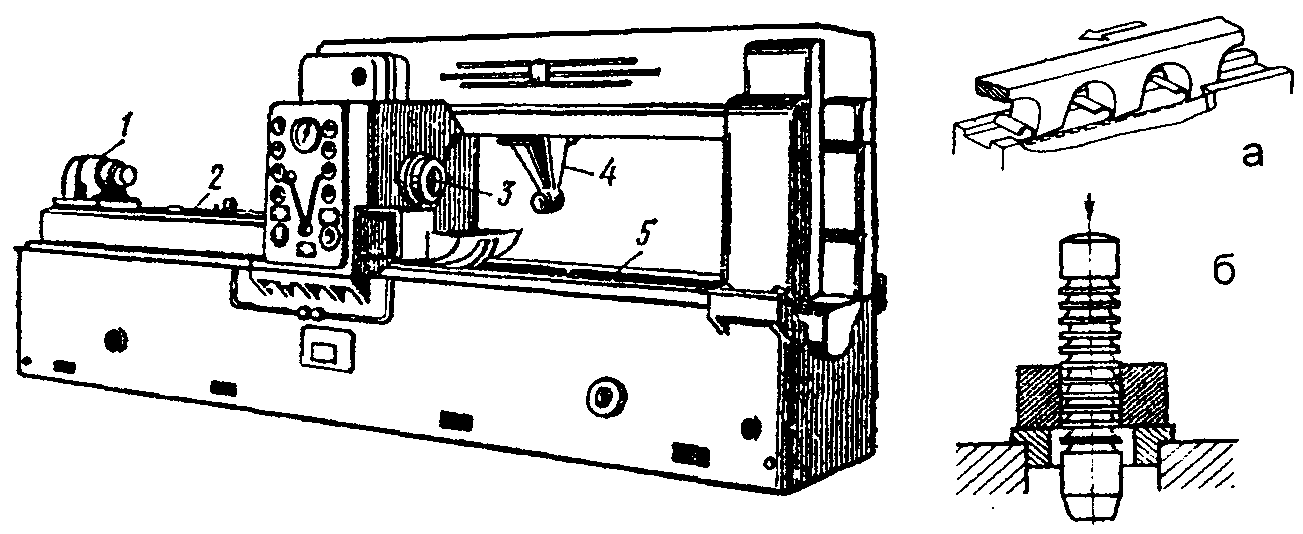
Рис. 6.24. Протяжный станок и инструмент,
используемый при протягивании (а) и прошивке (б)
На рис. 6.24 приведен горизонтально-протяжной станок для внутреннего протягивания. По направляющим станины 5 с помощью гидравлического привода перемещается ползун 2, на конце которого есть приспособление 1для закрепления протяжки. При работе длинными протяжками второй конец их поддерживается подвижным люнетом 4. Обрабатываемая заготовка устанавливается в приспособлении 3.
Аналогично работает прошивочный станок, только инструмент (прошивка) здесь через отверстие проталкивается (рис. 6.24 б).
Станки отличаются высокой производительностью, применяются в серийном и массовом производстве в связи с высокой стоимостью инструмента.
|
|
Дата добавления: 2014-11-16; Просмотров: 1180; Нарушение авторских прав?; Мы поможем в написании вашей работы!