КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сварочно-монтажные работы
|
|
|
|
При ремонте тепловых сетей используют электродуговую автоматическую, полуавтоматическую и ручную сварку труб. Реже применяют электроконтактную сварку. Ручную газовую сварку используют для труб малых диаметров (с толщиной стенки труб не более 4 мм). Вместе с тем газ широко используют для резки труб.
Технологический процесс сварки и порядок контроля устанавливаются инструкциями монтажных организаций.
Сварку трубопроводов с наружным диаметром 76 мм и более, по которым транспортируется водяной пар с давлением выше 0,1 МПа и горячая вода с температурой более 120 ºС, следует выполнять согласно «Правилам устройства и безопасной эксплуатации трубопроводов пара и горячей воды», утвержденным Ростехнадзором. К сварочным работам по изготовлению, монтажу и ремонту трубопроводов могут быть допущены только сварщики, сдавшие испытания в соответствии с «Правилами испытания электросварщиков и газосварщиков», утвержденными Ростехнадзором, и имеющие удостоверения установленного образца. При этом сварщики могут быть допущены к тем видам сварочных работ, которые указаны в их удостоверениях.
При дожде, ветре и снегопаде сварочные работы по монтажу трубопроводов могут выполняться лишь при условии защиты сварщика и места сварки.
При изготовлении и монтаже трубопроводов должны применяться стыковые сварные соединения. При приварке к деталям и элементам трубопроводов штуцеров (труб, патрубков), а также фланцев и других плоских изделий допускается применение угловых и тавровых сварных соединений. При толщине стенки деталей и элементов трубопроводов более 15 мм угловые сварные соединения допускаются только с разделкой кромок.
|
|
|
Размещение сварных швов на гнутых участках труб не допускается. Разрешается применение штампосварных колен (отводов) и развилок с двумя продольными сварными швами при условии проведения 100 %-ного контроля сварных соединений ультразвуковой дефектоскопией или просвечиванием. Для трубопроводов третьей и четвертой категорий допускается применение сварных секторных отводов. Конструкция и геометрические размеры сварных тройников из труб, а также штуцеров (труб, патрубков), ввариваемых на прямых участках трубопроводов, должны удовлетворять требованиям отраслевых стандартов и технических условий.
Отрезка труб и подготовка к сварке. Трубы под отрезку размечают согласно чертежу с помощью стальной рулетки, линейки, угольника или по изготовленному шаблону. Риски на поверхности труб наносят чертилкой. Отрезают трубы в соответствии с разметкой и проверяют перпендикулярность торца по отношению к образующейся наружной поверхности трубных деталей наложением угольника или приспособления на базовую поверхность длиной не менее 100 мм. Под сварку трубы отрезают с помощью трубоотрезных станков, переносных труборезов, газовой резкой.
Газовая резка является наиболее распространенным способом разделения металлов. Малоуглеродистая сталь, нагретая до температуры, близкой к температуре плавления, способна гореть в струе кислорода. При кислородной резке для нагревания металла применяется такое же пламя, как и при газовой сварке. Кислородом режут углеродистые, конструкционные и низколегированные стали.
Вместе с тем в настоящее время созданы и выпускаются промышленностью высокопроизводительные ручные машины и средства малой механизации, которые позволяют значительно увеличить производительность труда при выполнении трудоемких ручных работ. Так, например, применение высокоскоростных шлифовальных машин с абразивными армированными кругами повышает производительность труда на операциях резки и зачистки в 3 – 3,5 раза.
|
|
|
В настоящее время выпускаются различные типы высокоскоростных электрических и пневматических шлифовальных машин, оснащенных абразивными армированными кругами. Абразивный круг представляет собой, по сути, многорезцовый инструмент, так как каждое абразивное зерно круга производит работу резания подобно резцу. Процесс абразивного резания отличается высокой производительностью благодаря высокой скорости резания, большому количеству режущих зерен и их значительной твердости. Абразивные зерна удерживаются в круге связкой до тех пор, пока они обладают режущей способностью и отделяются от круга по мере затупления. Кроме того, в процессе резания под действием давления на инструмент происходит скалывание зерен и образование на них новых острых граней. Совокупность этих двух процессов обеспечивает самозатачиваемость круга и его непрерывную, до полного срабатывания, работоспособность.
Абразивные армированные круги могут быть использованы для выполнения следующих основных операций: резки труб и профильного металла из углеродистых и легированных сталей; вырезки окон в листовом металле; зачистки корня сварного шва; снятия и зачистки фасок под сварку у листового металла и труб; удаления дефектных сварных швов и т. д.
Соединяемые концы труб, деталей и элементов трубопроводов перед сборкой и сваркой должны быть очищены от загрязнений, ржавчины и окислов по кромкам и прилегающим к ним наружной и внутренней поверхностям на ширину 10...15 мм.
Одним из наиболее простых и эффективных способов зачистки металла от коррозии, удаления окалины на различных профилях, трубах, зачистки сварных швов от шлака, снятия заусенцев и скругления острых кромок деталей и других операций, выполняемых при ремонте тепловых сетей, является зачистка специальными металлическими щетками с приводом от ручных машин. Основными типами щеток являются радиальные и торцовые, которые, в свою очередь, различаются по диаметру используемой проволоки, способу заделки и типу ворса, длине выступающей части ворса, ширине и плотности рабочей части ворса, наружному диаметру и диаметру посадочного отверстия. Указанные металлические щетки можно использовать на ручных шлифовальных машинах, имеющих угловую, торцевую и прямую компоновку, шлифовальных машинах с гибким валом, а также на специальных ручных машинах для привода металлических щеток.
|
|
|
Смещение кромок труб при их стыковке контролируют наложением контрольной линейки. Отклонения размеров элементов и узлов трубопроводов от проектных не должны превышать ±3 мм на каждый 1 м. При этом общее отклонение должно быть не более ±10 мм. Стыки трубопроводов диаметром 920 мм и более, свариваемые без остающегося подкладного кольца, должны быть выполнены с подваркой корня шва внутри трубы. При сборке и сварке стыков труб без подкладного кольца смещение кромок внутри трубы не должно превышать: для трубопроводов, на которые распространяются требования Ростехнадзора, в соответствии с этими требованиями; для других трубопроводов – 20 % толщины стенки трубы, но не более 3 мм. В стыках труб, собираемых и свариваемых на остающемся подкладном кольце, зазор между кольцом и внутренней поверхностью трубы не должен превышать 1 мм.
Допускаемое отклонение от прямолинейности собираемых элементов и узлов, измеренное на расстоянии 200 мм в обе стороны от стыка, не должно превышать 0,5 мм (рис. 4.4, а).Измерения производят линейкой 2 в трех-четырех точках по окружности трубы.
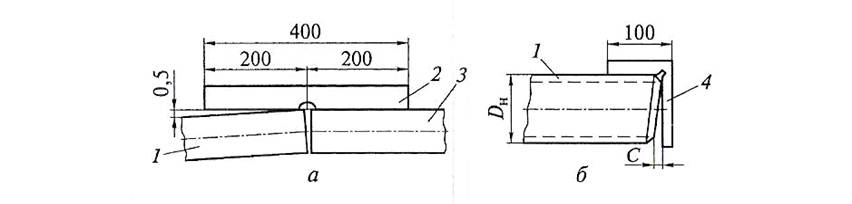
Рис. 4.4. Контроль прямолинейности (а) и неперпендикулярности торцов (б) собираемых элементов:
1, 3 – собираемые элементы; 2 – линейка; 4 – угольник
Неперпендикулярность С подготовленных под сварку торцов элементов и узлов к оси (рис. 4.4, б),измеренная наложением угольника 4 на базовую поверхность длиной не менее 100 мм, в зависимости от наружного диаметра трубопровода Dн, не должна превышать:
Наружный диаметр,
Dн, мм..................... До 133 159...219 273...325 377...630 более 630
Неперпендикулярность
торцов оси трубы
С, мм............................ 1 2 2,5 3 5
При сборке стыков трубопроводов диаметром от 100 мм и более из прямошовных электросварных труб или деталей их продольные швы могут быть смещены один относительно другого не менее чем на 100 мм, а диаметром менее 100 мм – на 1/3 длины окружности. В отдельных случаях при двусторонних продольных швах допускается их расположение по одной оси, если места пересечения продольных швов с поперечным будут проконтролированы неразрушающими методами дефектоскопии.
|
|
|
Вварка штуцеров, бобышек и других деталей в сварные швы, а также в гнутые детали трубопроводов (в места изгиба) не допускается. В порядке исключения в месте изгиба трубы может быть вварен один штуцер (труба) внутренним диаметром не более 20 мм.
Для поперечных стыковых сварных соединений, не подлежащих ультразвуковому контролю или местной термической обработке, расстояние между осями соседних сварных швов на прямых участках трубопровода должно быть не менее 100 мм. Расстояние от оси сварного шва до начала закругления (при расположении сварных соединений вблизи гибов) должно составлять не менее 100 мм.
При установке крутоизогнутых и штампосварных отводов допускается располагать поперечные сварные соединения в начале закругления и сваривать между собой крутоизогнутые отводы без прямого участка.
Для трубопроводов пара и горячей воды при угловых (тавровых) сварных соединениях труб и штуцеров с элементами расстояние от наружной поверхности элемента до начала гиба или до оси поперечного сварного шва должно составлять: для труб (штуцеров) с наружным диаметром до 100 мм – не менее величины наружного диаметра, но не менее 50 мм; для труб с наружным диаметром от 100 мм и более – не менее 100 мм.
Для обеспечения соосности и уменьшения овальности стыкуемых концов труб и деталей при сборке применяют центрирующие устройства – центраторы. В зависимости от размещения относительно поверхности трубы различают центраторы наружные (охватывающие) и внутренние (распорные).
Наружные центраторы, широко используемые, по конструкции бывают балочные (с одним шарниром) и безмоментные (многозвенные, цепные).
Наружный балочный центратор (рис. 4.5, а)состоит из двух пар шарнирно соединенных полуколец, сменных роликов и эксцентрикового замка.
При сборке центраторы раскрывают и устанавливают на обоих концах стыкуемых труб. Такие центраторы изготавливают на каждый диаметр труб в диапазоне 108...530 мм. Наружный безмоментный центратор ЦНУ (рис. 4.5, б) представляет собой шарнирный пластинчатый многозвенник с нажимными роликами 2 в шарнирах, который стягивается винтом 3. Звенья имеют выступы, в которых укреплены втулки с роликами. Крайнее звено снабжено замком с запорно-натяжным устройством. Стыкуемые концы труб, очищенные от грязи и ржавчины, сближают между собой так, чтобы получить необходимый зазор между кромками. На будущий стык накладывают центратор, причем ролики его заходят на равные расстояния как на одну, так и на другую трубу. Затем центратор смыкают в замке, и с помощью рычага вращают винт, упирающийся в башмак, который, в свою очередь, опирается на трубу. При натяжении ролики центратора плотно прижимаются к обоим концам труб.
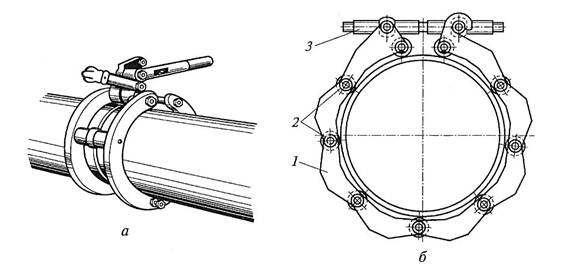
Рис. 4.5. Наружные центраторы:
а – балочный; б – безмоментный:
1 – звено; 2 – нажимные ролики; 3 – винт
Центраторы изготавливают двух типов: ЦНУ-400 – для труб диаметром 133...426 мм и ЦНУ-1220М – для труб диаметром 426...1220 мм. Универсальность центраторов при переходе с одного диаметра труб на другой достигается изменением числа звеньев 1.
Наружные центраторы из-за разностенности стыкуемых труб и деталей, а также из-за отклонения их диаметров (периметров) не всегда обеспечивают требуемую точность сборки. Внутренние центраторы,в отличие от наружных вводят внутрь труб под будущий стык. Применяют их для труб больших диаметров на строительстве и ремонте магистральных трубопроводов.
При отсутствии центрирующих устройств стыки труб необходимо прихватить в двух-трех местах, путем наложения коротких сварочных швов (прихваток). Прихватки должны выполняться сварщиками, имеющими квалификацию не ниже требуемой для выполнения данных сварных соединений. Ниже приведены характеристики прихваток в зависимости от диаметра труб:
Внутренний диаметр
труб, мм ……………..…. До 150 150—200 250—400 500—600
Минимальное число и
длина прихваток, мм... 2×30 3×35 3×50 (3 – 4)×(60 – 70)
Высота прихваток,
мм………………………. 0,4—0,6 % толщины стенки труб
Применяемые для прихваток электроды или сварочная проволока должны быть те х же марок, что и для сварки основного шва.
Электродуговая ручная сварка труб. Ручная дуговая сварка поворотных и неповоротных стыков труб с толщиной стенок до 8 мм производится в один слой, а труб с толщиной стенок от 8 мм и выше — в два-три слоя электродами разных диаметров. Число слоев и диаметры электродов в зависимости от толщины металла приведены в таблице 4.1.
Таблица 4.1
Характеристика сварных швов
| Толщина свариваемого металла, мм | Число слоев | Диаметр электродов для каждого слоя, мм | ||
| первый | второй | третий | ||
| 3 – 4 | 3 – 4 | – | – | |
| 5 – 7 | 4 – 5 | – | – | |
| 8 – 10 | 4 – 5 | 6 – 7 | – | |
| 10 – 15 | 4 – 5 | 6 – 8 | – | |
| 15 – 20 | 4 – 5 | 6 – 8 | 8 – 10 | |
| Больше 20 | 4 – 5 | 8 – 10 | 10 – 12 |
Технология ручной электродуговой сварки поворотных стыков сводится к следующему. Первый слой накладывают на верхнюю полуокружность стыков секции. После этого секцию поворачивают на 180°, и сварка первого слоя продолжается на второй полуокружности стыка. Второй слой накладывают в полувертикальном положении путем постепенного поворачивания трубы. Второй слой шва, как и первый, делают с вогнутой поверхностью валика. Третий слой накладывают аналогично второму, но поворот трубы производят в обратном направлении. Третий, последний слой должен иметь выпуклую равномерную поверхность. Переход от наплавленного металла к основному должен быть равномерным по всей длине шва.
Наложение отдельных слоев шва неповоротных стыков производят следующим образом. Первый слой всего стыка проваривают обратноступенчатым швом, при этом замок первого слоя располагают в точке зенита трубы или вблизи нее. Второй слой шва заваривают снизу вверх, а замок смещают от точки зенита на 50 – 70 мм. Сварку ведут поочередно или одновременно с обеих сторон трубы. Аналогичным образом заваривают третий слой шва, причем замок смещают от зенита в противоположную сторону. Поверхность каждого слоя, кроме последнего, должна быть вогнутой и зачищенной от шлака. Необходимо также, чтобы замыкающие участки (замка) верхнего слоя не совпадали с замками нижнего слоя. По окончании сварки сварщик обязан наплавить около стыка присвоенное ему клеймо. Клеймо наплавляют или выбивают на расстоянии 30 – 50 мм у каждого сваренного стыка.
Автоматическая сварка под слоем флюса представляет собой процесс, при котором сварочная дуга горит, окруженная жидкой оболочкой расплавленного шлака, изолирующего расплавленный металл от влияния газов атмосферы. Под воздействием высокой температуры дуги происходит плавление как присадочного, так и основного металла трубы, в результате чего сварочная ванна представляет собой расплавленную массу металла и флюса. При включении электрического тока сварочной дуги в процессе охлаждения они разделяются на шлак, который всплывает и кристаллизуется, образуя стекловидную шлаковую корку, и на металл, который, кристаллизуясь, образует сварочный шов. Автоматическая сварка ведется при непрерывном вращении трубы, над которой неподвижно установлена сварочная головка.
Автоматическую сварку под флюсом выполняют: по первому слою, сваренному вручную, теми же электродами, которыми проводилась прихватка стыков; по первому слою шва, выполненному автоматической сваркой под слоем флюса, – внутри трубы диаметром 720 мм и более; по первому слою шва, выполненному полуавтоматической или автоматической сваркой в среде углекислого газа.
Автоматическую сварку ведут в базовых или заводских условиях на автосварочных установках, оборудованных сварочными головками, которые предназначены для непрерывной подачи электродной проволоки и флюса в зону горения дуги, для направления электрода по разделке стыка и для подвода тока к электроду. Режим сварки на установках в зависимости от диаметра свариваемых труб и завариваемого слоя следующий: ток – 450 – 950 А, напряжение 40 – 55 В. Автоматическая сварка под слоем флюса используется для соединения поворотных стыков труб в пары или секции, а также при сборке узлов камер, и других конструкций.
Сварка труб в среде углекислого газа. Этот вид сварки, получивший название газоэлектрической, является одним из наиболее совершенных способов сварки, при котором электрическая дуга горит в струе углекислого газа. Струя углекислого газа омывает расплавленную ванну металла и защищает ее от вредного воздействия кислорода и азота воздуха. Большим достоинством газоэлектрической сварки в среде углекислого газа являются, во-первых, возможность использования ее в разных пространственных положениях, чего не удается достичь при сварке под слоем флюса, и, во-вторых, возможность сварки стыков труб без подкладных колец, с полным проваром корня шва.
Очень часто сварку в среде углекислого газа используют для сварки первого слоя шва или целиком поворотных стыков труб. Сварку первого слоя поворотных стыков в среде углекислого газа производят газоэлектрическими полуавтоматами и автоматами. Последующие слои шва по заваренному первому слою можно производить автоматической сваркой под флюсом. Установки газоэлектрической сварки состоят из источника электрического тока, стационарного пункта электрогазового питания в комплекте с автоматами или полуавтоматами. Источниками электрического тока могут быть городская сеть или передвижные электростанции с напряжением 380 В.
Полуавтоматическую сварку стыков выполняют полуавтоматами, которые состоят из переносного механизма подачи электродной проволоки, держателя со шлангом и пульта управления. Шланговый держатель полуавтомата служит для подвода сварочного тока, электродной проволоки и углекислого газа в зону сварки. Держатель состоит из рукоятки, мундштука и сопла для подачи к дуге. В рукоятке держателя вмонтированы дистанционные выключатели сварочного тока и электродвигателя механизма подачи электродной проволоки. Газоэлектрическая полуавтоматическая сварка выполняется при режиме: сварочный ток 180 – 220 А, напряжение на дуге 24 – 26 В.
Автоматическую сварку поворотных стыков в среде углекислого газа производят автоматами, состоящими из сварочной головки, узла подачи проволоки с кассетой и пульта управления. Сварочная проволока диаметром 1,2 – 1,4 мм поступает в редуктор головки, который предназначен для подачи электродной проволоки с одновременным колебанием ее вместе с газовой камерой поперек шва. Углекислый газ поступает к сварочной ванне через газовую камеру. Сварочная головка размещается на опорном кронштейне автомата, где также находятся кассета с электродной проволокой и пульт управления. Режим сварки: напряжение на дуге 22 – 26 В, сварочный ток первого слоя 200 – 260 А, для второго и последующих слоев 180 – 200 А.
Газовая сварка. Газовой называется такая сварка, при которой нагревание и плавление соединяемых кромок металла производятся сварочным пламенем, получаемым при сжигании ацетилена в струе кислорода. Ацетилен, сгорая в струе чистого кислорода, дает пламя с температурой 3050 – 3150 °С.
Зазор между кромками свариваемых деталей заполняется металлом присадочной проволоки, расплавляемой одновременно с кромками. Газовую сварку можно применять для соединения труб разных диаметров с толщиной стенок до 4 мм. При толщине свыше 4 мм необходимо применять электродуговую сварку. Газовую сварку неповоротных стыков надо выполнять в один слой, снизу вверх с каждой стороны трубы при горизонтальном положении труб, а поворотных стыков – также в один слой и в одном направлении. Качество сварного соединения в основном зависит от правильности подготовки деталей для сварки, от качества основного металла и сварочной проволоки.
Контроль качества сварки стальных труб. Монтажные иремонтные организации, осуществляющие сварку трубопроводов и их элементов, обязаны применять такие виды и объемы контроля, которые гарантировали бы высокое качество и эксплуатационную надежность сварных соединений. Все сварные соединения подлежат клеймению, позволяющему установить фамилию сварщика.
Контроль качества сварных соединений трубопроводов производится следующими методами:
- внешним осмотром и измерением;
- ультразвуковой дефектоскопией;
- просвечиванием проникающим излучением (рентгено- или гаммаграфирование);
- механическими испытаниями;
- металлографическим исследованием;
- гидравлическим испытанием;
- другими методами (стилоскопирование, замеры твердости, травление, цветная дефектоскопия и т. п.).
Результаты контроля сварных соединений должны быть зафиксированы в соответствующих документах.
Внешнему осмотру и измерению подлежат все сварные соединения, очищенные от шлака, брызг окалины и других загрязнений на ширину не менее 20 мм (в обе стороны шва). Внешним осмотром выявляются излом, смещение кромок соединяемых элементов, отступление от технических условий формы шва, наличие трещин, наплывов, подрезов, прожогов, пористости и т. д. Осмотр и измерения производятся в соответствии с требованиями стандарта и ТУ.
Ультразвуковая дефектоскопия и просвечивание производятся с целью выявления в сварных соединениях внутренних дефектов (трещины, непровары, поры, шлаковые включения и др.). Ультразвуковой контроль сварных соединений должен осуществляться в соответствии со стандартом и инструкциями, согласованными с Ростехнадзором.
Контроль сварных соединений просвечиванием должен производиться в соответствии со стандартом и инструкциями по рентгено- и гаммаграфированию.
Все сварные соединения труб контролируются ультразвуком с двух сторон, а сварные соединения труб с литыми и другими фасонными деталями – с одной стороны (со стороны трубы).
Ультразвуковому контролю или просвечиванию у изделий из стали перлитного и мартенсито-ферритного классов подлежат:
- все продольные сварные соединения трубопроводов, их деталей и элементов всех категорий по всей длине соединения;
- выполненные электродуговой и газовой сваркой поперечные стыковые соединения трубопроводов четвертой категории в объеме не менее 3 % (но не менее двух стыков) от общего числа однотипных стыков трубопровода, выполненных каждым сварщиком, по всей длине соединения.
Эти требования распространяются на трубопроводы с наружным диаметром не более 465 мм, для трубопроводов большего диаметра объемы контроля устанавливаются специальными техническими условиями.
У изделий из стали аустенитного класса, а также в местах сопряжения элементов из стали аустенитного класса с элементами из стали перлитного или мартенсито-ферритного классов обязательному контролю подлежат все стыковые сварные соединения трубопроводов по всей длине соединения.
При выявлении в сварных соединениях недопустимых дефектов на трубопроводах четвертой категории производится дополнительный контроль сварных соединений в утроенном объеме к установленным нормам, а в случае выявления недопустимых дефектов при дополнительном контроле должны быть проверены все стыки, выполненные данным сварщиком. Ультразвуковой контроль и просвечивание по согласованию с Ростехнадзором могут быть заменены другими эффективными методами неразрушающей дефектоскопии.
Механическим испытаниям подвергаются стыковые сварные соединения для проверки их прочности и пластических свойств. Основные виды механических испытаний – испытание на растяжение, испытание на изгиб или сплющивание, а также испытание на ударную вязкость.
Испытание на растяжение не является обязательным для сварных соединений, подвергаемых 100 %-ному контролю ультразвуком или просвечиванием.
Испытание на ударную вязкость не является обязательным для трубопроводов второй, третьей и четвертой категорий, а также для сварных соединений с толщиной стенки труб и деталей менее 12 мм.
Металлографический метод исследования стыковых, тавровых и угловых сварных соединений необходим для выявления внутренних дефектов (трещины, непровары, поры, шлаковые и неметаллические включения и т. д.). Металлографические исследования не являются обязательными для сварных стыковых соединений, выполненных электродуговой сваркой на трубопроводах третьей и четвертой категорий.
Качество сварных соединений считается неудовлетворительным, если в них при любом виде контроля обнаружены внутренние или наружные дефекты, выходящие за пределы норм, установленных «Правилами устройства и безопасной эксплуатации трубопроводов пара и горячей воды», техническими условиями на изготовление трубопроводов и производственными инструкциями по сварке.
В сварных соединениях трубопроводов не допускаются следующие дефекты: трещины всех видов и направлений; непровары (несплавления), расположенные на поверхности и по сечению сварного соединения (между отдельными валиками и слоями шва и между основным металлом и металлом шва); непровары в вершине (корне) угловых и тавровых сварных соединений, выполненных без разделки кромок; поры, расположенные в виде сплошной сетки; наплывы (натеки); незаверенные кратеры; свищи; незаваренные прожоги в металле шва; прожоги и подплавления основного металла (при стыковой контактной сварке труб); смещение кромок выше корня; подрезы основного металла.
Техника безопасности при сварочных работах. Напряжение, при котором выполняется сварка, может быть опасным для человека. Чтобы избежать поражения электрическим током при сварочных работах, необходимо соблюдать следующие правила техники безопасности:
- корпуса сварочных машин, аппаратов и рубильников должны быть надежно заземлены;
- сварочный кабель, электрододержатель и ручка рубильника должны быть изолированы;
- нельзя работать в дождливую погоду в открытых местах, а также в сырой одежде и обуви.
Для защиты глаз и лица от световых и тепловых лучей сварочной дуги надо закрывать лицо специальным щитком или шлемом с темными стеклами (светофильтрами), уменьшающими вредное воздействие тепловых и световых лучей. Светофильтры выбираются по специальным таблицам. Для предохранения темного стекла в щитке от попадания брызг металла и случайных ударов с наружной стороны необходимо вставлять обычное бесцветное стекло и менять его по мере потери прозрачности. Длина проводов между питающей сетью и передвижным сварочным агрегатом для ручной дуговой сварки не должна превышать 15 м. Провода должны быть в резиновом шланге. Внутри замкнутых резервуаров и других листовых металлоконструкций работы по электросварке можно выполнять только в диэлектрических галошах и на резиновом коврике или на подстилке из изолирующих материалов. Баллоны с кислородом и ацетиленом должны быть снабжены поддонами и колпаками, предохраняющими вентиль от возможных ударов. Баллоны полагается хранить только в вертикальном положении в гнездах специальных стоек.
Порожние баллоны должны находиться в отдельном помещении. Особая осторожность требуется при эксплуатации переносных ацетиленовых аппаратов. Запрещается:
- устанавливать их в проходах, подъездах, на лестничных площадках, в подвалах, а также в местах сосредоточения людей;
- вести работы от одного генератора несколькими горелками или резаками;
- эксплуатировать газогенераторы сверх установленной паспортной производительности и отключать автоматические регуляторы.
При газовой сварке надо следить за тем, чтобы масло не попало в воду газогенератора, на вентиль головки баллонов, шланги или инструмент, которым пользуется газосварщик, во избежание вспышки масла и взрыва. Все ацетиленовые аппараты должны быть оборудованы водяными затворами. Уровень жидкости в водяном затворе необходимо проверять не реже двух раз в смену и обязательно перед началом работы, а также после каждого обратного удара.
Запрещается разводить открытый огонь, курить и зажигать спички на расстоянии ближе 10 м от газогенератора.
Баллоны с кислородом и ацетиленом необходимо защищать от воздействия солнечных лучей и устанавливать их в стороне от электрических проводов и нагретых предметов.
Замерзшие газогенераторы, головки кислородных и ацетиленовых баллонов можно отогревать только горячей водой, не имеющей следов масла, или паром.
Запрещается применять газовые редукторы без манометров или с манометрами, срок проверки которых истек. На ремонтных объектах баллоны с газом полагается перемещать на тележках или носилках, причем баллоны должны быть хорошо закреплены. Нельзя заряженные баллоны оставлять без надзора на бровке траншеи. Они должны храниться в специально оборудованных местах.
|
|
|
|
|
Дата добавления: 2014-11-16; Просмотров: 2078; Нарушение авторских прав?; Мы поможем в написании вашей работы!