КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Размерные связи при изготовлении деталей на спутниках в ГПС 1 страница
|
|
|
|
Обеспечение точности размеров при установке заготовок на спутниках. Применение спутников для изготовления деталей, особенно в ГПС, характеризующихся частой сменой объектов производства, позволяет решить многие задачи автоматизации изготовления деталей, в том числе: транспортирования заготовок и изделий, автоматизации загрузки и выгрузки станков, повышения эффективности процесса путем сокращения числа переустановок заготовки в технологическом процессе и связанных с этим потерь времени, повышения точности обработки за счет сокращения количества переустановок заготовки. Наличие спутников обеспечивает эффективную работу как отдельных многоцелевых станков (рис. 2.52), так и станков в составе ГПМ (гибких производственных модулей) и ГПС. Поэтому число изготовляемых многоцелевых станков со сменными спутниками постоянно увеличивается.
Использование спутников (рис. 2.53) в ГПС дало возможность устанавливать на одинаковые спутники различные заготовки и решить проблему автоматического транспортирования различных
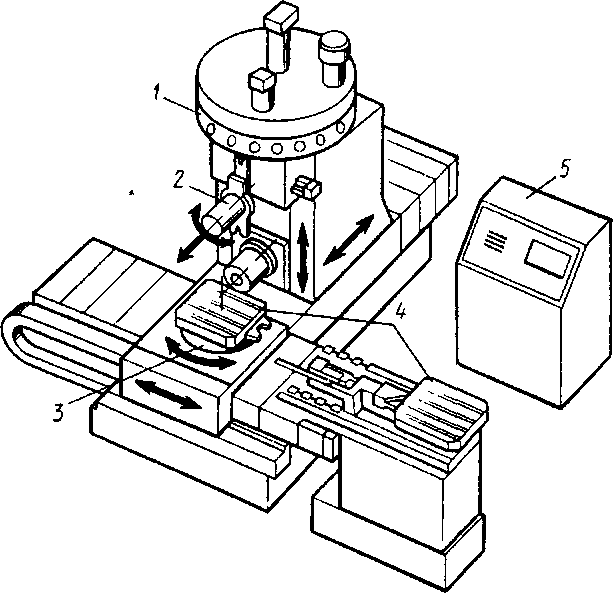 Рис. 2.52. Многоцелевой станок:
1 — инструментальный магазин; 2 — двухзахватный манипулятор УАСИ; 3 — поворотный стол; 4 — сменные спутники; 5 — УЧПУ
Рис. 2.52. Многоцелевой станок:
1 — инструментальный магазин; 2 — двухзахватный манипулятор УАСИ; 3 — поворотный стол; 4 — сменные спутники; 5 — УЧПУ
|
 t) В)
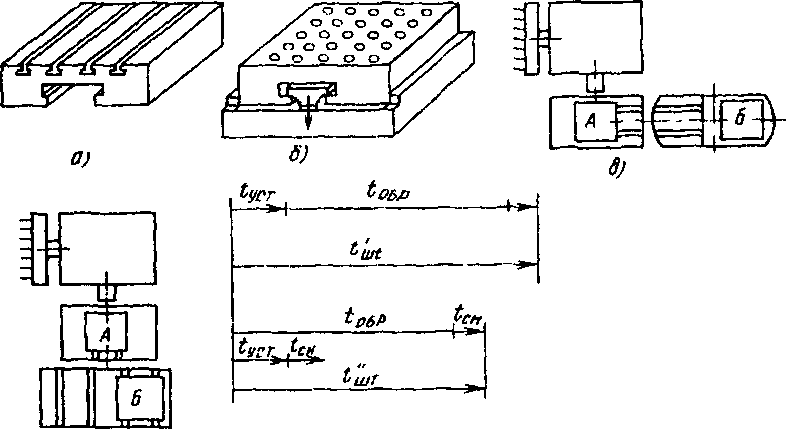
Рис. 2.53. Спутники на многоцелевых станках:
а —с Т -образными пазами; б — с отверстиями; в — схема смены спутников с помощью поворотного накопителя; г — го же, линейного накопителя, д — циклограммы обработки заготовок без спутников и на спутниках; А — спутник в рабочей позиции; Б — спутник в накопителе, tуст — время уаановки заготовки; to6p — время обработки заготовки на станке; tсн — время на снятие заготовки, tсм — время на смену спутников; tшт - штучное время без использования спутников, tшт — штучное время с использованием спутников
t) В)
Рис. 2.53. Спутники на многоцелевых станках:
а —с Т -образными пазами; б — с отверстиями; в — схема смены спутников с помощью поворотного накопителя; г — го же, линейного накопителя, д — циклограммы обработки заготовок без спутников и на спутниках; А — спутник в рабочей позиции; Б — спутник в накопителе, tуст — время уаановки заготовки; to6p — время обработки заготовки на станке; tсн — время на снятие заготовки, tсм — время на смену спутников; tшт - штучное время без использования спутников, tшт — штучное время с использованием спутников
|
|
|
|
заготовок в ГПС. Установка заготовок на спутники осуществляется вне станков на специально отведенном для этого участке. Время fyст установки заготовки (см. рис. 2.53, д) на спутник, как правило, меньше времени обработки tобр заготовок на многоцелевых станках, что позволяет совмещать время обработки одной заготовки со временем установки другой на спутник. Поэтому в ГПС для закрепления заготовок на спутниках часто используют простейшие зажимные приспособления.
Установочные и зажимные элементы приспособления могут устанавливаться непосредственно на спутник или собираться на отдельной базовой плите, устанавливаемой затем на спутник. Для крепления элементов приспособлений на спутниках используют Т-образные пазы или отверстия, или и то, и другое одновременно.
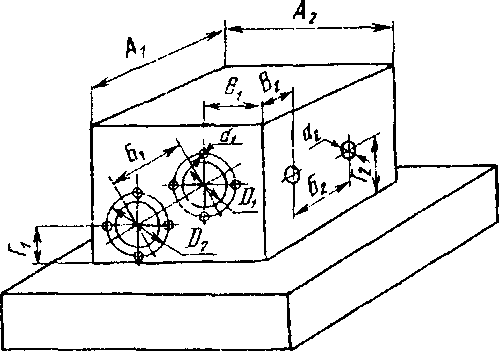
При изготовлении на спутниках размеры между поверхностями и осями отверстий детали получают либо как операционные размеры между поверхностями, обработанными за один установ заготовки на спутник (размеры А1, А2, Б1, Б2, В1, В2- рис. 2.54), либо как размеры до технологических баз (размеры Г1, Г2).
|
Рис. 2.54. Размеры детали, изготовленной на спутнике
Для того чтобы при изготовлении детали на спутнике обеспечить требуемую точность размеров детали, получаемых до технологических баз, необходимо в том числе обеспечить требуемое положение заготовки на спутнике, которое может достигаться различными способами и за несколько этапов.
Спутник имеет по меньшей мере две координатные системы: основную Уос, Zor, построенную на основных базах спутника, которыми спутник базируется на станке, и вспомогательную УBС, ZBC, построенную на вспомогательных базах, которыми базируется приспособление (рис. 2.55, а). Вначале на спутник устанавливают необходимое приспособление с координатной системой XnYnZn, в которой базируются заготовки. Затем на приспособление устанавливают заготовку, имеющую технологические базы, на которых построена координатная система X3Y3Z3 Затем спутник с установленной заготовкой транспортируется к станку и ориентируется своими основными базами на рабочей позиции относительно координатной системы станка Хс, УС, Zc, относительно которой осуществляется программируемое перемещение рабочих органов станка.
|
|
|
На каждом рассмотренном этапе совмещение и относительная ориентация перечисленных координатных систем осуществляется с какими-то погрешностями, которые должны находиться в пределах определенных допусков. В результате установки заготовки на спутник необходимо обеспечить требуемый установочный размер (например, Езс на рис. 2.37) заготовки на спутник, характеризующий относительное положение технологических баз заготовки X3Y3Z3 в системе ^ocyocZoc. При получении размера детали до технологических баз в результате обработки на спутнике в итоге важны размеры, характеризующие положение координатной системы Х3, У3, Z3, построенной на технологических базах заготовки относительно координатной системы станка X0CY0CZ0C, поскольку в ней осуществляется отсчет размеров при перемещении рабочих органов станков по программе ЧПУ.
Рис.2.55 – Схемы формирования положения заготовки на спутнике и на станке: а – схема этапов установки; б – схема образования вектора-разъема установки в системе координат станка; в – векторная схема.
Требуемое положение заготовки на станке, обеспечивающее получение размера в соответствии с чертежом детали, может достигаться либо методом полной взаимозаменяемости, либо регулированием. При полной взаимозаменяемости на каждом этапе обеспечивается определенное положение одной координатной системы относительно другой с высокой точностью. При регулировании требуемое положение достигается либо на спутнике, либо непосредственно в координатной системе станка благодаря автоматической выверке положения по результатам показаний измерительных приборов. Установка заготовок на спутники с целью обеспечения требуемой точности размеров детали может осуществляться следующими способами: установкой в настроенное приспособление; установкой с выверкой на спутнике с предварительной разметкой заготовки или без разметки; произвольной установкой с последующим измерением координат положения заготовки на спутнике на координатно-измерительной машине и соответствующей корректировкой начала отсчета размеров при обработке на станке с ЧПУ; произвольной установкой с автоматической выверкой на станке.
|
|
|
При установке первыми двумя способами обеспечивается требуемое положение заготовки на спутнике с заданной точностью. Последние два способа позволяют устанавливать заготовки на спутнике с произвольной точностью, но с последующим измерением координат положения заготовки на станке или на спутнике и автоматической коррекцией размеров управляющей программы в УЧПУ.
Рассмотрим подробнее способы установки заготовок на спутники.
1. Установка в настроенное приспособление (см. табл. 2.3). Сначала на спутник устанавливают приспособление или отдельные базирующие элементы. Требуемая точность установки базирующих элементов на спутнике может обеспечиваться методом полной взаимозаменяемости, если эти элементы устанавливаются в базовые отверстия или пазы спутника, или методом регулирования. Далее в настроенное приспособление устанавливают заготовки, которые затем обрабатываются на станках. Затраты времени на установку и выверку приспособления на спутнике окупаются экономией времени за счет сравнительно быстрого базирования заготовки в приспособлении. Поэтому этот способ, если требования к точности удовлетворяются, экономичен для серийного изготовления деталей, когда в настроенное один раз на партию приспособление многократно устанавливаются по очереди заготовки одной партии запуска.
Размеры, получаемые на детали до технологических баз, например размеры ИΔ, ИΔ образуются как замыкающие звенья операционных размерных цепей (см. табл. 2.2). Составляющими звеньями в этих цепях являются: размеры И1, К1 — размеры установки заготовки на спутник — расстояния от технологических баз заготовки до основных баз спутника, включая погрешности установки приспособления на спутник и заготовки в приспособление; размеры И2, К2 — расстояния, от основных баз спутника на станке до базы отсчета размеров на станке с ЧПУ, содержащие погрешности установки спутника на станок и погрешности в результате теплового деформирования станка; размеры И3, К3 - размеры позиционирования стола станка относительно шпинделя по двум осям координат, содержащие погрешности позиционирования станка по осям координат.
|
|
|
2.3. Способы и этапы установки заготовок на спутники в ГПС
| Способ установки | Этапы подготовительных работ и установки заготовки | ||||
| Разметка заготовки | Установка базирующей и крепежной оснастки на спутник | Установка заготовки | Измерение положения | Регулирование положения заготовки | |
| В настроенное приспособление | - | + | + | - | - |
| С выверкой положения заготовки на спутнике без разметки | — | + | + | + | + |
| С выверкой положения заготовки на спутнике по разметке | + | + | + | + | + |
| С выверкой положения спутнику на станке, с измерением положения заготовки на спутнике вне станка | + | + | + | + | |
| С выверкой положения на станке, с измерением положения заготовки на станке | — | + | + | + | + |
Для повышения точности получаемых размеров детали ИА,КА необходимо методом полной взаимозаменяемости повысить точность составляющих звеньев: точность установки приспособления на спутник; точность установки спутника на станок и точность позиционирования станка. Повышение точности установки достигается, во-первых, повышением точности и износостойкости поверхностей элементов, участвующих в базировании, повышением их жесткости, во- вторых, очисткой перед установкой базовых поверхностей от стружки и грязи путем обдувки или лучше промывки отфильтрованной СОЖ; в-третьих, правильным приложением сил закрепления, в том числе стабильностью сил зажима заготовки, спутника. Для этого рекомендуется при использовании винтовых прихватов осуществлять затяжку болтовых соединений с постоянным крутящим моментом тарированным гаечным ключом.
2. Установка заготовки с выверкой на спутнике с предварительной разметкой заготовки или без разметки. На спутник устанавливают регулируемые опоры, использующие, как правило, винтовые или клиновые самотормозящиеся соединения. Точность установки таких опор на спутник значения не имеет, поэтому время на установку таких опор затрачивается меньше. Затем на регулируемые опоры устанавливается заготовка, положение которой на спутнике перед закреплением регулируется таким образом, чтобы выдерживались требуемые расстояния от поверхностей заготовки, используемых в качестве технологических баз, до основных баз спутника.
Если заготовка предварительно размечена, т.е. на ее поверхностях нанесены риски, то при выверке положения заготовки на спутнике в качестве технологических баз используются риски и точки пересечения рисок на заготовке. Выверка осуществляется, как правило, вручную измерением достигнутого положения заготовки соответствующими средствами и изменением высоты регулируемых опор так, чтобы получить необходимые показания измерительных приборов. В качестве измерительных приборов могут использоваться индикаторы часового типа или другие шкальные или цифровые приборы соответствующей точности. При установке партий заготовок могут использоваться различные приспособления, шаблоны, рейсмусы. При этом регулировкой добиваются совпадения поверхностей или рисок с указателем на глаз.
Как правило, размечают заготовки больших размеров и дорогие, из которых с использованием разметки "выкраивают" деталь с учетом возможных дефектов литья, индивидуальных погрешностей заготовки. Автоматизация разметки частично достигается использованием координатно-разметочных машин, аналогичных по конструкции координатно-измерительным машинам, но отличающихся, как правило, меньшей точностью, а также наличием средств для нанесения рисок и меток на материале заготовки. С этой целью могут использоваться и лазеры.
Однако выверку положения заготовок на спутниках особенно с помощью разметки трудно автоматизировать, поскольку для этого необходимы приборы технического зрения, ЭВМ и достаточно сложные программы для анализа изображения.
Затраты времени на выверку каждой заготовки из партии делают этот способ менее экономичным при больших партиях заготовок по сравнению с установкой в приспособление. Однако выверкой может обеспечиваться более высокая точность, чем при установке заготовки в настроенное приспособление за счет сокращения погрешности установки приспособления и уменьшения погрешности установки заготовки благодаря контролю.
3. Произвольная установка заготовки на спутник с последующим измерением координат ее положения на спутнике и коррекцией размеров при обработке. При этом способе возможна произвольная установка заготовки по крайней мере по нескольким осям координат. При этом нет необходимости в придании строго определенного положения заготовке на спутнике перед ее закреплением. Заготовку в ряде случаев можно устанавливать "на глаз" без использования опорных элементов приспособлений для направляющей и опорной баз, что значительно облегчает установку заготовки и сокращает затраты времени на установку заготовки и настройку приспособления.
После закрепления заготовки на спутнике координаты положения заготовки измеряются на координатно-измерительной машине. Информация о действительном положении заготовки на спутнике поступает в УЧПУ станка (типа CNC), где в соответствии с этой информацией перед обработкой смещается ноль отсчета размеров — "ноль заготовки", т.е. все размеры позиционирования смещаются на соответствующее значение.
Упрощается установка заготовки и сокращается необходимое на это время, но появляются затраты времени на измерение положения каждой заготовки на спутнике на координатно-измерительной машине. Процесс может быть полностью автоматизирован, однако требуется дополнительная информация: программа измерения, программа коррекции и текущая информация о действительном положении заготовки на спутнике.Необходимо подчеркнуть, что "свободное" положение заготовки на спутнике может быть разрешено только по тем направлениям и поворотам осей координат, по которым имеется программное регулирование на станке. Как правило, обеспечивается возможность компенсации перемещений по трем осям координат. На горизонтальных многоцелевых станках, кроме того, можно компенсировать поворот заготовки в одной плоскости поворотом стола, если поворотный стол позволяет это делать с требуемой точностью (есть столы, которые например, могут поворачиваться только на 45 или 90°). Полная выверка заготовки на станке по шести координатам возможна сравнительно редко — при наличии глобусного стола. Поэтому этот способ используется частично для выверки положения заготовки по двум- четырем осям, например по направляющей и опорной базе.
В погрешность получаемых размеров включаются погрешности измерения положения заготовки, погрешности установки спутника на станок и погрешности позиционирования станка.
4. Произвольная установка с автоматической выверкой на станке. Отличие этого способа от предыдущего состоит в том, что измерение положения заготовки на спутнике осуществляется непосредственно на станке перед обработкой заготовки с помощью измерительной головки (см. рис. 2.45 — 2.47), которая автоматически устанавливается из инструментального магазина в шпиндель станка, превращая его в координатно-измерительную машину. При этом компенсируются полностью не только погрешности установки заготовки на спутник, но также погрешности установки спутника на станок и погрешности размеров самого спутника по некоторым осям. Отпадает необходимость в координатно-измерительной машине, в передаче и запоминании информации о положении заготовки, в кодировании спутников. Однако увеличивается время нахождения заготовки на станке и соответственно снижается производительность последнего.
Выбор способа установки определяется требуемой точностью размеров, затратами времени, зависящими, в том числе, от числа заготовок в партии, техническими возможностями оборудования на основе технико-экономического анализа.
Повышение точности изготовления изделий на спутниках в ГПС. Обеспечение требуемой точности размеров при обработке заготовок на спутниках имеет ряд особенностей. Обработка многих поверхностей заготовки за один установ на спутниках позволяет снизить погрешность размеров между обработанными поверхностями благодаря исключению влияния погрешности установки заготовки. Вместе с тем вследствие того, что размеры спутника включаются в операционные размерные связи системы, они вносят дополнительные погрешности в операционные размеры детали, получаемые до технологических баз.
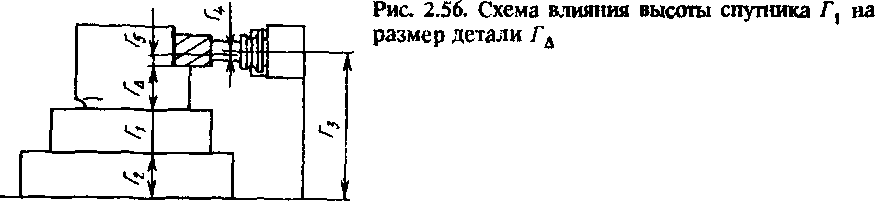
При обработке заготовок на спутниках расстояние от обработанной поверхности до технологической базы определится (рис. 2.56) как замыкающее звено технологической размерной цепи, в которую войдут: размер спутника Г1 (высота), конструктивные размеры стан-
юз
|
ка, показанные одним звеном Г2, программируемый по оси У размер Г3, кроме того, радиус режущего инструмента Г5, погрешность его установки в шпиндель станка Г4 в виде отклонения от соосности.
В погрешность размера Г1 помимо погрешности высоты спутника входят погрешности установки заготовки на спутнике и спутника на станок.
Получаемый в результате обработки размер детали является замыкающим звеном в размерной цепи, которая описывается уравнением Гд = —Гх — Г2 + Г3 - Г4 + Г5.
Соотношение допусков следующее: ТА = + Т2 + Тг + Т4 + Г5 или с учетом малой вероятности сочетания крайних значений размеров
При использовании спутников в погрешности размеров детали, получаемых до технологических баз, дополнительно войдут погрешности установки на спутник, спутника на станок и погрешности размеров самих спутников, на которых будут обрабатываться заготовки данного вида.
Спутник, таким образом, вносит дополнительные погрешности в размеры изделия, получаемые до технологических баз.
Повысить точность операционных размеров детали, получаемых при обработке, возможно следующими способами: уменьшить допуски каждого размера, т.е. повышать точность спутников и точность установки; использовать один спутник для установки заготовки данного типа: закрепить группу спутников за данной заготовкой или станком; использовать автоматическую коррекцию размеров. Рассмотрим эти способы.
1. Повышение точности спутников и точности установки заготовки на спутник и спутника на станок приводит к уменьшению погрешности размера Г1 Повышения точности установки заготовки на спутник и спутника на станок достигают рациональной конструкцией спутника и средств крепления, тщательной очисткой контактирующих базовых поверхностей, сокращением износа этих поверхностей, стабилизацией силы закрепления. Для этого, в частности, при установке заготовок для затяжки винтовых прихватов используют динамометрические ключи. Погрешность установки спутников на станок может не превышать нескольких микрометров по соответствующей оси, при выборе правильной конструкции и тщательном изготовлении спутника и приемного узла. Первый способ повышения точности, таким образом, осуществляется методом полной взаимозаменяемости.
Повышение точности изготовления спутников для ГПС приводит к значительному удорожанию их. Для того чтобы можно было исключить погрешность, связанную с разбросом размеров спутников, можно всегда устанавливать заготовку данного типа только на один спутник, размер которого однажды скорректирован введением соответствующей коррекции в УЧПУ в размер Г3. Для другой заготовки используют другой спутник и т.д. В этом случае в каждой управляющей программе можно ввести коррекцию на действительный размер спутника. Такой подход удобнее и тем, что для установки заготовок данного типа на спутнике устанавливают базирующие и крепежные элементы для конкретного вида заготовок.
2. Использование одного спутника для обработки партии одинаковых заготовок. При изготовлении деталей одного определенного типа на одном спутнике скорректировать отклонение размеров этого спутника, а также сократить число переналадок спутника. Однако это возможно лишь при одновременном изготовлении в ГПС ряда различных деталей, которые можно распределить по спутникам, кроме того, потребуется постоянное переключение станка на разные программы, так как во время освобождения спутника от детали и закрепления на нем следующей заготовки станок не должен простаивать, а на других спутниках закреплены заготовки других типов.
Быстрое переключение программ возможно лишь для УЧПУ типа CNC. Кроме того, комплект инструментов в магазине станка должен позволять выполнять обработку нескольких различных заготовок, что достигается при групповой обработке заготовок. Этого удается добиться подбором обрабатываемых заготовок в группы по конструктивно- технологическим признакам, а также увеличением вместимости инструментальных магазинов станков. Необходимо также предусмотреть соответствующее планирование и управление производством.
3. Повышение точности изготовления детали достигается разделением всех спутников по размерам на несколько размерных групп. Каждая группа спутников закрепляется за одним станком, что позволяет повысить точность методом групповой взаимозаменяемости. Поле рассеяния размеров спутников в каждой группе окажется меньше общего поля рассеяния в число раз, равное числу групп сортировки.
С этой же целью рекомендуется не путать спутники на разных ГПМ одной модели. Каждый модуль предназначен для работы с определенными спутниками. Однако это значительно снижает возможности ГПС при взаимодополняющих станках. Кроме того, усложняется планирование и управление работой ГПС.
4. Использование автоматической коррекции размеров для каждого спутника, т.е. использовании метода регулирования. Это возможно осуществить практически несколькими способами.
Во-первых, можно использовать контактную головку, с помощью которой автоматически измерить координаты положения заготовки или спутника на станке и автоматически внести индивидуальную для каждого случая коррекцию в программу обработки данной заготовки на данном спутнике.
Во-вторых, можно заранее измерить размеры всех спутников и закодировать каждый спутник. Размеры спутников в ГПС измеряют и составляют таблицу соответствия номера спутника и действительных отклонений его размеров.
Когда спутник с заготовкой установлен на станок (рис. 257, а), со спутника преобразователем ПР автоматически считывается кодовый номер (рис. 257, б). По номеру спутника запоминающее устройство (ЗУ) выдает индивидуальное отклонение размера спутника данного номера. Поправка, равная отклонению размера данного спутника, автоматически учитывается при обработке заготовки, добавляясь с соответствующим знаком ко всем размерам данного направления в программе. Так, например, для спутника № 3 отклонение высоты составит + 0,01 мм (см. рис. 2.57, а). В программируемые размеры Ап позиционирования шпинделя автоматически добавится поправка + 0,01 мм. В результате в размер А детали погрешность размера спутника не войдет. Таблица номеров спутников или поправок хранится в ЗУ управляющей ЭВМ. В кодоносителе спутника могут быть непосредственно записаны отклонения его размеров и тогда таблица отклонений в ЭВМ не нужна. Общий объем информации в ГПС при этом не меняется, но перераспределяется по носителям. По мере изнашивания спутников, при их замене, ремонте информация об отклонениях их размеров должна обновляться.
Способы автоматического регулирования позволяют обеспечить наиболее высокую точность, однако требуют дополнительной информации, а следовательно, — дополнительного времени и средств ее получения, хранения, переработки и использования.
Рис. 2.57. Схема автоматической компенсации отклонений размеров спутников по коду, считываемому со спутника
Автоматизация установки заготовок на спутники. Время снятия детали и установки заготовки вручную на спутник обычно меньше времени обработки заготовок на многоцелевых станках. Поэтому в серийном производстве часто используют простейшие зажимные механизмы для закрепления заготовок на спутниках вручную. Кроме того, применение механизированных зажимных устройств с гидро- и пневмоприводами, используемых для установки заготовок на столах обычных станков, затруднено на спутниках из-за того, что необходимо обеспечить автономность перемещения спутника с закрепленной на нем заготовкой. К спутнику невозможно подсоединить гидропнев- мошланги или электрический кабель, так как он не сможет свободно передвигаться в ГПС. Поэтому автоматизация закрепления заготовок на спутниках должна осуществляться иначе, чем на обычных станках.
Автоматизация установки заготовки на спутник включает две самостоятельные задачи: во-первых, необходимо автоматически захватить заготовку, переместить ее в зону приспособления и скоординировать в пространстве для того, чтобы было возможно ее последующее базирование и закрепление на спутнике; во-вторых, необходимо автоматически закрепить заготовку на спутнике.
Автоматическое транспортирование заготовки на спутник может осуществляться с помощью робота. Для этого необходимо подавать заготовки в ориентированном положении к зоне загрузки, если робот не оснащен видеодатчиками, позволяющими ему брать заготовку из неориентированного положения. В ГПС для установки различных заготовок на спутниках могут применяться: широкоуниверсальные, переналаживаемые захваты, специальные и сменные захваты.
Широкоуниверсальные захваты могут быть различной конструкции, например типа самоцентрирующего трехкулачкового патрона для заготовок деталей типа тел вращения или плоскопараллельных самоцентрирующих губок для призматических заготовок. Универсальные захваты могут имитировать кисть руки человека. Для заготовок с плоскими поверхностями могут применяться магниты, вакуумные присосы. В любом случае должны обеспечиваться захват, транспортирование и установка заготовок всех видов заданной номенклатуры.
Для захвата заготовок разнообразной конфигурации могут использовать сменные захваты с ручной или автоматической сменой. Современные роботы могут оснащаться комплектом автоматически сменяемых захватов, которые устанавливают в специальном магазине. Робот автоматически меняет захваты в соответствии с управляющей программой.
Для транспортирования заготовок в ГПС могут применяться простые по конструкции и дешевые специальные захваты, предназн
Рис. 2.58. Схема переноса и установки заготовок роботом
ченные для взаимодействия со специальным одинаковым элементом, предусмотренным конструктивно в каждой заготовке только для ее переноса. Такой элемент в виде, например, прилива специальной формы можно получать в процессе изготовления заготовки. Он может крепиться механически к заготовке или приклеиваться клеем. На рис.2.58 показанна схема переноса заготовки со специальным элементом,
приклеиваемым клеем к заготовкам с целью размещения их в подвешенном состоянии на ярусных тележках, а также с целью транспортирован» я заготовок роботом. Робот берет заготовку 1 за специальный элемент 2 вильчатым захватом 3 и переносит ее на спутник. Далее заготовка автоматически закрепляется на спутнике.
После обработки деталь автоматически снимается роботом со спутника и устанавливается в накопитель.
Автоматическое закрепление заготовок на спутниках может осуществляться роботом, оснащенным гайковертом, который затягивает винтовые прижимы. Могут использоваться специальные внешние приводы для закрепления заготовок на спутниках.
На спутниках для закрепления заготовок используют самотормозящие механизмы: винтовые, клиновые, а также тарельчатые пружины и гидросистемы. Например, винтовой механизм показан на рис. 2.59. Он представляет собой сампцентрирующие тиски. Губки 1, 2 тисков перемещаются винтом 3, половина которого имеет правую, половина левую резьбу. Винт 3 приводится в движение внешним гайковертом 4, шпиндель 5 которого на позиции загрузки спутника может выдвигаться и входить в зацепление с муфтой 6 винта 3 тисков. При вращении шпинделя гайковерта вращается и винт тисков, перемещая губки 1, 2 либо навстречу друг другу при закреплении заготовки, либо в противоположном направлении, при откреплении заготовки.
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 1196; Нарушение авторских прав?; Мы поможем в написании вашей работы!