КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Методы спекания
|
|
|
|
Спекание формовок из нанопорошка ограничено невозможностью использовать высокие температуры. Повышение температуры спекания приводит к уменьшению пористости, но с другой стороны ведет и к росту зерна. Эту проблему решают рядом методов активации, позволяющих добиваться получения низкой пористости изделий при более низких температурах спекания [7,86-88]:
- применение высокоскоростного микроволнового нагрева (при увеличении скорости нагрева с 10 до 300 град/мин необходимая температура спекания нанопорошка TiО2 снижается с 1050 до 975 оС [7]);
- ступенчатое контролируемое спекание;
- плазмоактивированное спекание.
- проведение спекания в вакууме или восстановительных средах (для металлических порошков)
Методы спекания под давлением
Совмещение процессов формования и спекания или проведение спекания под давлением позволяет достигать больших значений плотности, в том числе и близких к теоретическому значению при использовании меньших температур нагрева. Наиболее простой способ – спекание при одноосном приложении давления. Так по данным [7] при проведении спекания нанопорошка железа под давлением прессования до 400 МПа температура спекания, при которой отсутствует пористость, снижается с 700 до 350 оС, а размер зерна изделий уменьшается с 1,2 мкм до 80 нм. Схема установки, разработанной в ИМЕТ РАН для спекания нанопорошков под давлением приведена на рис. 4.11. В случае металлических нанопорошков для активации процесс проводят в вакууме или восстановительной атмосфере.
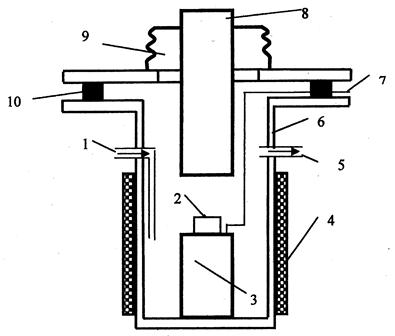
Рис. 4.11. Схема установки, разработанной в ИМЕТ РАН для спекания нанопорошков под давлением: 1- вход инертного или реакционного газа, 2- формовка, 3- наковальня, 4- нагревательный элемент, 5- вывод газа, 6- рабочая камера, 7- термопара, 8- пуансон, 9- сильфон, 10- герметизирующая прокладка [7].
|
|
|
Более прогрессивным методом совмещения процессов формовки и спекания является горячее изостатическое прессование. Метод горячего изостатического прессования (ГИП) с использованием газостатов является универсальным и широко известен в практике порошковой металлургии [56,60]. В современных установках могут быть достигнуты давления до 300 МПа и температуры до 2000 оС. Металлические сварные капсулы для порошков изготавливают в этом случае из углеродистой или коррозионно-стойкой стали. Для простых изделий используются только стальные капсулы, а для изделий достаточно сложной формы – изготавливаемые по отдельной технологии специальные металлокерамические формы. На качество изделий влияют не только технологические параметры ГИП, но и качество изготовления капсул и процесс их заполнения порошком. Часто при заполнении порошком применяют виброуплотнение порошка, проводят дегазацию и тщательную герметизацию капсул [56]. В случае нанопорошков из-за их большой удельной поверхности и склонности к газонасыщению проведение дегазации особенно важно [7].
Более дешевым вариантом, заменяющим ГИП, является так называемый метод быстрого ненаправленного компактирования [56]. В этом процессе используется нагреваемая толстостенная цилиндрическая пресс-форма, которая после заполнения порошком подвергается одноосному сжатию под высоким давлением (до 900 МПа). При этом внешние стенки пресс-формы плотно прилегают к металлическому цилиндру соответствующих размеров, который препятствует деформации пресс-формы. В результате заполненный порошком внутренний объем, который имеет форму будущей детали, находится под квазиизостатическим давлением. Метод позволяет спрессовать металлический порошок почти до 100% плотности всего за несколько минут.
|
|
|
Метод высокотемпературной газовой экструзии заключается в получении формовки гидростатическим методом при комнатной температуре, ее термической обработке в среде водорода при относительно низкой температуре и последующем экструдировании при повышенной температуре [7,89]. Этот метод позволяет проводить компактирование порошков при кратковременном температурном воздействии и достаточно больших температурах. Например, компакты, полученные этим методом из никелевого нанопорошка, отличались высокими прочностными показателями при одновременных очень хороших показателях пластичности [89].
Метод эжекционного литья основан на добавление в порошок специальной связки (например, термопластичные полимеры типа полипропилена, полиэтилена или полистерола), которая обеспечивает малую вязкость порошковой смеси [74]. Порошковую смесь подвергают затем литью под давлением (аналогично литью под давлением металлов и пластмасс). После получения отливки проводят выжигание термопластических веществ, а затем уже спекание. Недостатки метода связаны со сложностью процесса удаления связующих при выгорании (изменение формы детали, процессы взаимодействия продуктов разложения термопластических веществ с материалом порошка, обеспечение свободного удаления смеси при выжигании. Поэтому этот метод ограниченно используется для получения небольших специальных деталей сложной формы с толщиной стенок менее 10 мм [74]. Вариантом метода является использование водной суспензии порошка [90]. Суспензию отливают в форму, а затем замораживают. Просушка заготовки осуществляется в замороженном виде, а затем проводят процесс спекания.
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 2022; Нарушение авторских прав?; Мы поможем в написании вашей работы!