КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Автоматизированное проектирование технологической оснастки
Процессы проектирования станочных приспособлений представляют собой одну из разновидностей информационных процессов, имеющих место в машиностроительном производстве. Они в разной степени проявляются при разработке универсальных, универсально-переналаживаемых и специальных приспособлений. Наиболее информационно-емкими являются процессы проектирования специальных станочных приспособлений. Поэтому остановимся на этом виде технологического оснащения, т. к. проектирование других видов будет в методическом плане являться частными случаем проектирования приспособлений.
Производство специальных станочных приспособлений носит резко выраженный индивидуальный характер.
Целью проектирования при подготовке производства приспособлений является получение технической документации, необходимой для их изготовления. В состав этой документации входят сборочный чертеж приспособления S, рабочие чертежи его деталей R, спецификация конструкции С, маршрутные технологические карты изготовления деталей Т, ведомости требуемых заготовок W1 и готовых элементов W2, носители с программами для станков с ЧПУ Q, ведомость производственных затрат на изготовление конструкции Z.
Совокупность документов, получаемых в результате подготовки производства оснастки, определяется:

где: т - число деталируемых элементов в конструкции; р - число деталей в приспособлении, производимых по нестандартным техническим процессам; r - число деталеопераций, выполняемых на станках с ЧПУ.
Процесс технической подготовки производства приспособлений имеет два вида проектной деятельности: конструирование и технологическое проектирование.
Конструирование охватывает процессы разработки конструкции и получения документации на нее.
Технологическое проектирование содержит процессы построения маршрутных технологий изготовления деталей и сборки приспособлений, нормирования операций, определения заготовок, покупных изделий, полуфабрикатов, оборудования, технико-экономические расчеты себестоимости изготовления приспособлений, затрат, стоимости материалов и полуфабрикатов.
Организационно подготовка производства станочных приспособлений на предприятии не представляет собой единого целого. Она рассредоточена в различных технологических подразделениях завода.
Разработку и изготовление рабочих чертежей конструкций осуществляют в бюро проектирования оснастки ОГТ; в других подразделениях ОГТ калькируют чертежи и изготовляют копии; разработку маршрутной технологии изготовления приспособлений производят технологические бюро инструментального цеха.
Бюро труда и зарплаты этого же цеха осуществляет техническое нормирование работ. Экономические расчеты происходят планово-экономическая служба завода.
Технологическое оснащение процессов проектирования приспособлений в большинстве случаев низкое: кульман, ручные вычислительные машины. Имеется справочная литература, стандарты, опыт конструкторов других заводов.
Например:
Время разработки чертежа общего вида приспособления - 38,3 % общих трудовых затрат на ручное проектирование приспособлений.
Время на деталировку чертежа общего вида - 26,8 %.
Время на ознакомление с заданием на проектирование,
чертежом изделия и заготовки, технологическим процессом - 16,3 % и т.д.
Автоматизация проектирования станочных приспособлений предполагает:
• существенным образом снизить затраты материальных средств и времени на проектирование и изготовление оснастки;
• значительно сократить цикл полготовки производства оснащаемых изделий и снизить их себестоимость;
• повысить уровень нормализации конструкций приспособлений;
• улучшить качество проектируемых конструкций и получаемой при этом технической документации;
• добиться алгоритмической стабилизации создаваемых конструкций и технологических решений при их изготовлении;
• обеспечить возможность быстрого получения достоверной информации для качественного управления производством приспособлений и создания в нем на этой основе системы научной ориентации труда;
• расширить сферу применения станков с ЧПУ на производство приспособлений;
• повысить степень оснащенности производственных процессов, особенно в мелкосерийном производстве.
Задача автоматизации проектирования станочных приспособлений может быть сформулирована следующим образом:
• имеется некоторое множество классов обрабатываемых деталей, каждая из которых может быть описана некоторой системой типовых параметров; имеется также определенный набор (библиотека) конструктивных элементов оснастки.
Требуется разработать систему правил информационного описания обрабатываемых деталей, а также комплекс алгоритмов, такой чтобы каждый раз после реализации конечного числа операций, задаваемых алгоритмами, можно было бы получить числовое описание конструкции приспособления и технологии ее производства, отображаемое в виде совокупности документов Д обеспечивающих получение пригодной конструкции.
В общем случае система проектирования приспособлений может быть построена согласно укрупненной схеме (рис. 17.1).
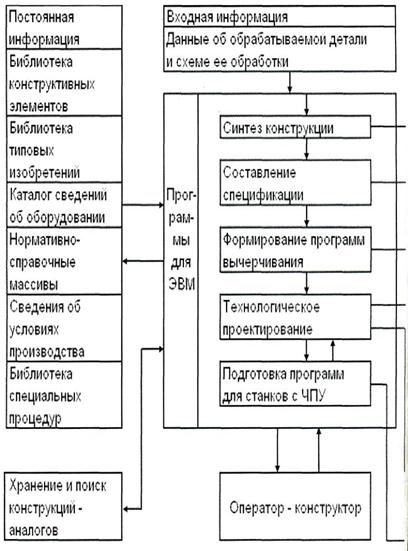
Рис. 17.1. Система проектирования технологической оснастки
В ЭВМ вводится информация об оснащаемой детали и схеме ее обработки на заданной операции. Процесс проектирования начинается с реализации программ синтеза конструкций, в результате чего генерируется информационное описание приспособления в виде соответствующих цифровых массивов. Управление передается блоку составления спецификации, результаты работы которого выдаются на печатающее устройство ЭВМ (ПУ). Далее реализуется блок формирования программ вычерчивания, управляющих чертежно-графическим автоматом (ЧА) при построении сборочного и деталировочных чертежей конструкций.
Процесс завершается отработкой блоков технологического проектирования и подготовки программ для станков с ЧПУ. В результате печатается необходимая технологическая документация, формируются сведения для АСУП, а на перфоратор (ПФ) выдаются программы управления станками с ЧПУ для обработки корпусных деталей приспособлений.
Задача автоматизации проектирования станочных приспособлений является сложной и комплексной, для решения которой требуется выполнить большой объем промежуточных исследований по изучению и систематизации используемой при проектировании информации, по разработке многих специфических правил и приемов, по формализации ряда инженерных функций.
В настоящее время автоматическое конструирование приспособлений применяют еще мало. Это обусловлено большими затратами на создание систем.
Процесс конструирования выполняется в форме диалога человека и ЭВМ. Конструирование по жестким алгоритмам вне диалогового режима имеет малые возможности. Оно ограничивается частными задачами расчета и конструирования приспособлений простых типов.
Контрольные задания
Задание 17.1.
Как определить затраты на оснащение технологических операций изготовления изделий для неразборных специальных приспособлений (НСП)?
Задание 17.2.
Как определить ожидаемую экономию от внедрения приспособления?
Задание 17.3.
Что предполагает автоматизация проектирования станочных приспособлений?
ЗАКЛЮЧЕНИЕ
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1.. Андреев Г.Н.., Новиков В.Ю., Схиртладзе А.Г. Проектирование технологической оснастки машиностроительного производства: учебное пособие/ Г.Н. Андреев. В.Ю. Новиков. А.Г. Схиртладзе, под ред. Ю.М. Соломенцева, 2-е изд.,исправленное. М.:Высшая школа, 1999. с.415.
2. Корсаков В.С. Основы конструирования приспособлений: учебник для вузов./ В.С Корсаков. 2-е изд., перераб. и доп. М.: Машиностроение, 1983. 277 с.
3. Станочные приспособления: справочник: в 2-х т../под ред. Б.Н. Вардашкина. М.: Машиностроение, 1983.
4. Вороничев Н.М. Автоматические линии из агрегатных станков/ Н.М Вороничев, В.Б. Генин, Х.Э. Тартаковский. М.: Машиностроение. 1979. 487 с.
5. Справочник технолога по автоматическим линиям / под ред. А.Г. Косиловой. М.: Машиностроение, 1982. 320 с.
6. Фрумин Ю.Л. Вспомогательный инструмент к агрегатным станкам и автоматическим линиям./Ю.Л. Фрумин. М.: Машиностроение, 1970. 136
7 Шатин В.П., Шатин Ю.В. Шпиндельная оснастка: справочник./ В.П. Шатин., Ю.В. Шатин. М.: Машиностроение, 1981. 439 с.
8. Кузнецов Ю.И. Конструкция приспособление для станков с ЧПУ./ Ю.И. Кузнецов. М.: Высшая школа, 1988. 303 с.
9. Кузнецов Ю.И., Маслов А.Р., Байков А.Н. Оснастка для станков с ЧПУ: справочник./ Ю.И. Кузнецов, А.Р. Маслов., А.Н. Байков. 2-е изд., перераб. и доп. М.: Машиностроение,
10. Переналаживаемая технологическая оснастка / В.Д. Бирюков, А.Ф. Довженко, В.В. Колганенко и др.; под общ. ред. Д.И. Полякова. М.: Машиностроение, 1988. 248 с.
11. Технологическая оснастка многократного применения /под ред. Д.И. Полякова. М.: Машиностроение,1981. 401 с.
13. Фельдштейн Е.Э. Режущий интструмент и оснастка для станков с ЧПУ: справ. пособие /Е.Э Фельдштейн. Минск: Вышэйш. шк., 1988. 236 с.
14. Справочник технолога-машиностроителя: в 2-х т./ под ред. А.Г. Косиловой и Р.А. Мещерякова. М.: Машиностроение, 1985.
Оглавление
Введение…………………………………………………………..3
1. Разработка схемы базирования заготовки. Выбор устано-
вочных элементов………………………………………………..4
2. Расчет точности базирования заготовок деталей…………..21
3. Зажимные элементы приспособлений ……………………..28
4. Разработка компоновки приспособления ……………….…48
5. Составление расчетной схемы и исходного уравнения для расчета зажимного усилия Рз ………………………………….60
6. Составление расчетной схемы и исходного уравнения для расчета исходного усилия Ри ………………………………….72
7. Расчет приводов зажимных устройств ……………………..85
8. Приводы станочных приспособлений……………………....93
9. Магнитные и электромагнитные приспособления в металлообработке ………………………………………………………..98
10. Графическое обозначение технологической оснастки в документации …………………………………………………….104
11. Расчет приспособления на точность……………………...111
12. Расчет размерных цепей…………………………………..129
13. Контрольные и сборочные приспособления……………..145
14. Особенности проектирования приспособлений для станков-автоматов, агрегатных станков и автоматических линий, состоящих из этих станков…………………………………..…..156
15. Особенности проектирования приспособлений для станков с ЧПУ, обрабатывающих центров и гибких производственных систем………………………………………………………......163
16. Прочность деталей приспособлений……………………..179
17. Экономическая эффективность приспособлений ……….185
Заключение……………………………………………………..194
Библиографический список…………………………………...195
Учебное издание
Сай Вадим Алексеевич
Чечета Иван Алексеевич
Бородкин Владимир Васильевич
Болдырев Александр Иванович
ПРОЕКТИРОВАНИЕ СТАНОЧНЫХ
ПРИСПОСОБЛЕНИЙ
Компьютерный набор В.А. Сая
Подписано к изданию 12.03..2009
.
Усл. печ.л.12.3. Уч-изд.л. 12,1.
Воронежский государственный технический университет
394026 Воронеж, Московский просп., 14
|
|
Дата добавления: 2014-11-18; Просмотров: 2662; Нарушение авторских прав?; Мы поможем в написании вашей работы!