КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Методы исследования процесса кристаллизации стальных слитков
|
|
|
|
Методы исследования процесса затвердевания стальных слитков подразделяются на разрушающие (требующие отбраковки или порезки слитков) и неразрушающие.
К первой группе методов относятся: термический анализ металла внутри изложницы или в ее стенке, опрокидывание изложницы (выливание жидкого остатка), ввод индикатора.
В 30-х годах ХХ века акад. Н.Т. Гудцовым и его учениками была освоена техника измерения температуры больших масс металла термопарами. В 50-е годы эта методика была усовершенствована В.С. Пеллини применительно к термическому анализу отливок, а в дальнейшем широко использовалась в исследованиях, проводимых под руководством академика В.А. Ефимова и других ученых.
Метод измерения температуры металла в различных точках затвердевающего слитка широко применялся для определения температурных градиентов и кинетики продвижения фронта кристаллизации в слитках различной массы – от нескольких килограммов до 80 т.
Особые требования при этом предъявляют к устройству термопар. Термопары должны быть насколько возможно малыми как по объему, так и по массе с тем, чтобы не нарушать термические условия внутри слитка и обеспечить быстрое реагирование на изменение температуры (минимальную инерционность). Вместе с тем, они должны быть соответствующим образом защищены от воздействия жидкого металла и жестко закреплены. Выполнение этих требований связано с техническими трудностями, ограничивающими возможности метода.
В зависимости от массы слитка применяют различные способы защиты горячих спаев термопар, при этом малоинерционные чехлы могут применяться только для кратковременных измерений. Для длительного измерения температуры применяют датчики, помещенные в многослойные защитные чехлы.
|
|
|
Термопары вводят в изложницу до разливки через специальные отверстия в боковой поверхности или сверху через прибыльную часть.
Введение термопар через отверстия в боковой поверхности изложницы возможно только для слитков небольшой массы, где явления усадки не получают значительного развития. Для крупных слитков ввод термопар осуществляют сверху через прибыльную часть. Получаемые в процессе затвердевания слитка кривые температура-время характеризуют динамику затвердевания стали в изложнице.
Однако, в связи с тем, что необходимо обеспечить достаточную механическую прочность всей измерительной системы при длительной выдержке в жидкой стали, защита термопар получается громоздкой, а вся система обладает большой тепловой инерцией.
Более объективную информацию о температуре незатвердевшего ядра слитка позволяет получать метод термического зондирования с применением малоинерционных термопар (рис. 6.3). Сущность метода состоит в том, что термопару, защищенную кварцевым колпачком с толщиной стенки 0,5 мм, погружают в металл на короткое время (не более 1 мин) достаточное для снятия устойчивых показаний. Каждое измерение выполняют индивидуальной (одноразовой) термопарой, необходимое число термопар готовят заранее. Погружение термопар в заданную точку жидкой сердцевины слитка осуществляют с помощью специального устройства.
При измерении температуры верхних слоев металла в процессе заполнения изложницы применяют плавающие термопары (рис. 6.4). В этом случае малоинерционные термопары закрепляют в специальном блоке из шамота, устанавливаемом в изложнице до начала разливки.
Малоинерционные термопары использовали при измерении температуры стали, истекающей из ковша в центровую при сифонной разливке крупных листовых слитков массой 20 - 30 т из малоуглеродистой стали. Схема и результаты опытов приведены на рис. 6.5. Как видно из рисунка наибольший перепад температур наблюдается между первым и вторым поддонами, что объясняется сливом донных (холодных) порций металла из ковша в первую центровую. На третьем поддоне температура меняется незначительно, а на четвертом она понижается в процессе разливки в связи с охлаждением остатка металла в ковше. Максимальная температура стали отмечается в середине разливки всех опытных плавок.
|
|
|
При исходной температуре металла в ковше 1560 – 1570 о C ее понижение в процессе разливки составляет примерно 20 о C. В этих исследованиях представляли интерес данные по температуре поверхностного слоя металла по ходу наполнения изложницы в зонах, расположенных в местах наиболее вероятного контакта струи металла с формирующейся корочкой слитка. С целью получения таких данных применили плавающий блок термопар, который устанавливали до начала разливки у дна изложницы над одним из питателей на высоте 0,25 м. Термопары (5 штук) размещали на одной линии параллельной литнику (узкой грани изложницы). Заглубление термопар в металл составляло 50 мм. Результаты измерений представлены на рис. 6.6. Приведенные данные показывают, что на начальных стадиях заполнения изложницы наиболее высокая температура металла отмечается вблизи широкой грани более удаленной от центровой. В дальнейшем максимум температуры смещается к противоположной широкой грани и на конечной стадии заполнения тела слитка температура жидкого металла выравнивается.
В процессе затвердевания крупных листовых слитков проводили периодические измерения температуры незатвердевшего ядра молоинерционными термопарами. Результаты измерений приведены на рис. 6.7. Здесь же показан интервал температур кристаллизации сталей, который определили путем термического анализа проб, отобранных в процессе затвердевания в кварцевые пробоотборники.
Как ранее отмечалось, заливка металла в изложницы производится с перегревом 50 – 80 о C, причем в процессе заливки температура стали понижается на 20 – 30 о C. Из данных рис. 6.7 следует, что теплота перегрева в жидкой сердцевине крупных листовых слитков массой от 10 до 30 т, отлитых сифоном, рассеивается через 10 – 40 мин после окончания разливки. В дальнейшем температура жидкого ядра слитков поддерживается
|
|
|
| Рисунок 6.3 – Малоинерционная термопара для измерения температуры жидкой стали: 1 – кварцевый колпачек; 2, 5 – огеупорная замазка; 3 – изоляционная трубка из корунда; 4, 6 – кварцевые трубки; 7 – уплотнитель Рисунок 6.4 – Схема «плавающей термопары»: 1 – горячий спай, 2 – кварцевый колпачек, 3– изоляционная корундовая трубка, 4, 5 – кварцевые трубки, 6 – огнеупорная замазка, 7 – шамотный кирпич, 8 – асбестовый «чулок» |
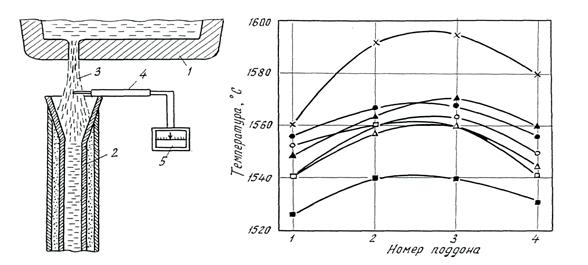
Рисунок 6.5 – Схема и результаты измерений температуры струи жидкого металла, истекающего из сталеразливочного ковша:
1 – ковш; 2 – центровая; 3 – струя; 4 – малоинерционная термопара; 5 – электронный потенциометр. Значки на кривых соответствуют различным плавкам
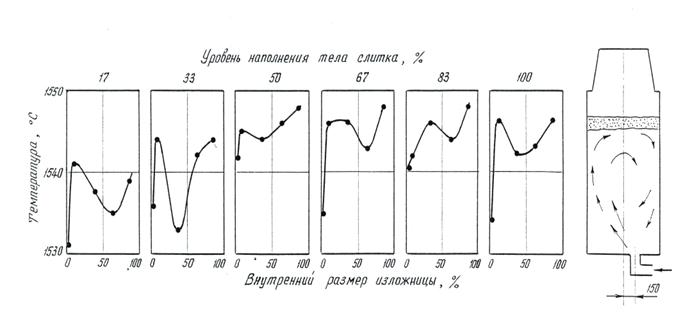
Рисунок 6.6 – Изменение температуры поверхностного слоя металла (на глубине 50 мм) в процессе заполнения изложницы ЛП-20
Рисунок 6.7 – Изменение температуры жидкой сердцевины в процессе затвердевания крупных листовых слитков малоуглеродистой стали.
Цифры у кривых – масса слитка, т; заштрихованная область соответствует интервалу кристаллизации сталей (без учета ликвации в слитках), пунктиром - показаны данные, взятые из литературы
Рисунок 6.8 – Конструкция (а) и общий вид (б) стержней-пробок для установки термопар в стенке изложницы
Метод измерения температур в затвердевающем слитке отличается значительной трудоемкостью и, как правило, связан с большими потерями металла, идущего на отливку опытных слитков. Поэтому для исследования процесса кристаллизации слитков чаще пользуются косвенным методом, основанном на измерении температур и тепловых потоков в изложнице. Этот метод неоднократно применялся в исследовательской практике. Таким путем были получены ценные данные, необходимые для изучения тепловой работы и разработки оптимальных параметров изложниц, прибыльных надставок, а также изучены закономерности затвердевания слитков массой до 100 т. Техника проведения эксперимента весьма проста: в различных точках по периметру, толщине и высоте изложниц устанавливают термопары, показания которых фиксируют через определенные промежутки времени в процессе затвердевания слитка. Термопары устанавливают в специальных стержнях – пробках из чугуна (рис. 6.8), которые подгоняют индивидуально к отверстиям в изложнице.
|
|
|
Теоретические основы метода расчета процесса кристаллизации слитка по температурному полю изложницы подробно разработаны Г.П Иванцовым и А.И. Вейником. Главное преимущество этого метода - сравнительная простота температурных измерений в изложнице.
Большое значение для тепловых расчетов процесса затвердевания и охлаждения слитка имеет правильное определение температуры поверхности слитка.
Достаточно простая и надежная методика измерения температуры поверхности слитка состоит в следующем.
В изложнице сверлят отверстия диаметром 18-20 мм. Перед проведением опыта отверстия в изложнице закрывают холостыми пробками, длину которых подгоняют индивидуально в зависимости от глубины отверстий. После окончания заливки металла в изложницу холостые пробки извлекают из отверстий, а на их место устанавливают датчики температуры с прижимными устройствами. Постоянное усилие прижима спая термопары к поверхности слитка обеспечивается грузами.
Схема устройства для измерения температуры поверхности слитка показана на рис. 6.9. Спай термопары 1, положение которого фиксируется огнеупорной глиноземистой обмазкой 2, прижимается к поверхности слитка 3. В стенке изложницы 4 выполнено отверстие, в котором свободно перемещается втулка 5 с хромель-алюмелевой термопарой 6. Постоянное усилие прижима термопары к поверхности слитка обеспечивает нажимное устройство, состоящее из огнеупорной скобы 7 и Г-образной пластины 8 с грузом 9 (масса груза – 0,25 кг).
На выходе из втулки термопара закреплена скобой 10 и изолирована асбестовой лентой, служащей одновременно для предохранения термопары от попадания на нее жидкой стали при разливке. Для уменьшения теплоотвода в районе рабочего спая термопары втулка 5 снабжена керамическим наконечником 11, изготовленным из отрезка алундовой трубки. Пространство между втулкой, керамическим наконечником и термопарой заполнено огнеупорной глиноземистой обмазкой, фиксирующей рабочий спай 1 в строго заданном положении. Термоэлектроды, изолированные одноканальными фарфоровоми бусами, собирали в общий жгут и подсоединяли через многоштырьковый разъем и переключатель ПМТ-12 к переносному ручному потенциометру (или электронному потенциометру с автоматической регистрацией показаний).
Методы измерения температуры в слитках и изложницах позволяют получать только косвенные данные о процессе роста твердой фазы. Для получения прямых данных пользуются методами выливания жидкого остатка (опрокидывания изложницы) и ввода индикатора.
В качестве индикатора чаще всего применяют радиоактивные изотопы. Однако, возможно использование элементов-примесей, растворимых в жидкой стали и легко выявляемых химанализом, например, серы, молибдена и др.
 |
Рисунок 6.9 – Схема измерения температуры поверхности слитка:
1 - спай термопары, 2 - огнеупорная обмазка, 3 - слиток, 4 - изложница, 5 - подвижная пробка, 6 - термопара, 7 - опорная скоба, 8 - Г- образная пластина, 9 - груз, 10 - скоба крепления термопары, 11 - керамическая трубка
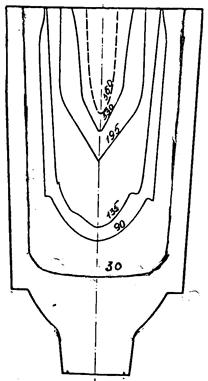
Рисунок 6.10 – Границы радиоактивных зон в 30-т кузнечном слитке при различном времени затвердевания металла по данным работы А. Кона (время ввода изотопа, мин. указано у кривых)
Метод опрокидывания слитка (изложницы) с последующим измерением толщины корки затвердевшей к моменту опрокидывания, не дает объективного представления о кинетике процесса по следующим причинам.
Во-первых, он не позволяет определить полноту кристаллизации в том объеме корки, которая в виде сплошного фронта фиксируется моментом выливания, так как жидкая сталь, заключенная в капиллярах, образованных осями растущих дендритов, при опрокидывании не удаляется. Во-вторых, при опрокидывании удаляется содержащая кристаллы двухфазная область жидко-твердого состояния стали, которая в связи с этим не учитывается, а также обломки дендритов твердо-жидкой зоны. Этим методом находят так называемые «границы выливаемости» на ранних стадиях затвердевания. Определение времени полного затвердевания слитка этим методом невозможно. Следует также отметить трудоемкость и высокую стоимость способа, что не позволяет его использовать для исследования кристаллизации крупного слитка.
Применение радиоактивных изотопов для исследования процесса затвердевания слитка основано на том что изотоп распространяется только в жидкой части слитка. Этим методом исследовали кинетику продвижения фронта затвердевания в слитках различной формы массой от 3 –до 30 т.
Обычная методика использования радиоактивных изотопов состоит в том, что, в жидкую сердцевину затвердевающего слитка вводят на штанге через определенные интервалы времени порции радиоактивного изотопа (Р32 с периодом полураспада 14 суток или J2192 – аналогичный период 75 суток). За счет конвективных потоков радиоиндикатор распространяется во всем объеме жидкого метала и фиксирует границы жидкой области слитка.
Оценка границ распространения радиоактивных изотопов производится путем снятия авторадиограмм с продольных и поперечных темплетов после разрезки слитка.
С этой целью на темплеты вырезанные из опытных слитков, накладывают рентгеновскую пленку, которую экспонируют несколько суток.
После проявления пленки зоны повышенной радиоактивности дают большую плотность почернения негатива.
Исследование радиоактивных зон опытных слитков показало следующие особенности. Если не считать некоторых локальных аномалий, радиоактивность в зараженной зоне равномерна в макромасштабе. Это подтверждает, что радиоактивные изотопы очень быстро распространяются в жидкой части слитка конвективными потоками.
На многих радиограммах в верхней части участок с очень высокой радиоактивностью отмечается на границе с нерадиоактивной зоной. Это объясняется тем, что радиоизотоп, введенный по центру в прибыль, вначале поднимается восходящими потоками к зеркалу металла в прибыли, а затем опускается вниз вдоль фронта затвердевания. Небольшая часть этой радиоактивной жидкости захватывается в то время, когда она проходит мимо растущих кристаллов, и принимает участие в их росте. Большая часть изотопа распределяется по всему объему жидкого металла.
На рис. 6.10 показаны границы радиоактивных зон в 30-т кузнечном слитке по данным работы А. Кона.
Очертания сторон радиоактивной зоны почти параллельны наружной поверхности слитка и могут рассматриваться как изотермические линии.
Форма нижней части радиоактивной зоны зависит от момента, в который радиоизотоп вводится в слиток. Когда добавку производили вскоре после заливки изложницы, граница раздела внизу горизонтальна и параллельна изотермам. Это одинаково справедливо для 3,5 –т и 30 –т слитков.
Когда изотоп добавляли позже (1,5 – 2 ч для 30 –т слитков), нижняя граница радиоактивной зоны не имела точных очертаний. Граница между радиоактивной и нерадиоактивной зонами становится сферической, уширенной кверху, но эта сфера не соединяется непосредственно с боковой стенкой, здесь имеется переходная соединительная зона неправильной формы.
Когда изотоп добавляли еще позже (>10 мин для 1 –т слитка, >30мин для 3,5 –т и >3ч для 30 –т) наблюдали, что эта граница приобретает форму конуса, обращенного вершиной вниз, и он плавно переходит в цилиндрические вертикальные линии. Угол наклона образующей конуса был вначале 45о, а затем, по мере дальнейшего затвердевания, становился все более острым.
Как ранее отмечалось, метод ввода радиоиндикатора в затвердевающий слиток не имеет самостоятельного значения, поскольку изотоп, не проникая в двухфазную зону, фиксирует только объем жидкой фазы.
Для выявления протяженности зоны жидко-твердого состояния метод ввода индикатора необходимо сочетать с методом опрокидывания, однако проведение исследований на нескольких слитках неоправданно дорого.
Для выявления конфигурации твердо-жидкой зоны представляет интерес метод взрыва. При периодическом введении ампул (зарядов) с небольшим количеством взрывчатого вещества (1-5 г) в незатвердевшую сердцевину слитка в результате гидравлического удара происходит практически мгновенное уплотнение дендритной структуры и выдавливание ликватов из междендритных промежутков двухфазной зоны.
На серном отпечатке продольного темплета слитка легко выявляются белые полосы отрицательной ликвации серы, а на поперечных темплетах от слитка и проката – серия “ликвационных квадратов”, соответствующих моментам ввода зарядов.
Преимущество метода состоит не только в его быстродействии по сравнению с методом ввода индикатора (усвоение последнего объемом жидкого ядра требует определенного времени), но также в неограниченности числа вводов зарядов в слиток вплоть до распространения твердо-жидкой зоны на весь объем. При исследовании этим методом процесса кристаллизации в горизонтальных сечениях можно обойтись без порезки слитка, отбирая пробы от готового проката. Металл в этом случае не загрязняется примесями и направляется по основному назначению, т.е. метод является неразрушающим.
Большие возможности для исследования процесса формирования крупных слитков предоставляют неразрушающие методы дифференцированного и горизонтального зондирования, предложены в работах С.Я. Скобло и Е.А. Казачкова. Сущность первого способа состоит в погружении в слиток стального прута с дифференцируемым усилием, а точнее вначале без усилия, а затем с максимальным нажимом. Такой прием позволяет определять высоту твердой, двухфазной и жидкой зоны, а также усадку. Металл, намороженный на пруток, после очистки от окалины используется для оценки изменения химического состава по высоте незатвердевшей зоны слитка. Недостатком метода является некоторая субъективность, т.е. зависимость результатов от усилий экспериментатора. При этом твердо-жидкая зона воспринимается как твердая.
Метод горизонтального зондирования заключается в измерении угла отклонения стального прута от вертикали при соприкосновении с фронтом горизонтального затвердевания. Очевидно, таковым является граница жидко-твердой зоны. При измерении этим методом на верхнюю часть изложницы или прибыльной надставки помещают приспособление, позволяющее измерять угол отклонения от вертикали стального прутка, поворачивающегося в специальном гнезде приспособления. Точность измерения угла отклонения зонда составляет 0,5 град, что соответствует погрешности измерения толщины затвердевшего слоя в 6 %. Недостатком метода является погрешность, вызываемая намораживанием металла на прут, а также деформация последнего. Вместо стального прута возможно использование металлокерамического щупа (сплав молибдена с оксидом циркония, который почти не подвергается воздействию жидкой стали при температуре до 1800 оС и очень плохо смачивается сталью).
Толщину затвердевшего металла у широкой и узкой граней изложницы крупных листовых слитков массой 16-23 т определяли также по разности длин шомпола, опускаемого в кристаллизующийся слиток под определенным углом до упора в твердую фазу. Такой способ получил название наклонного зондирования.
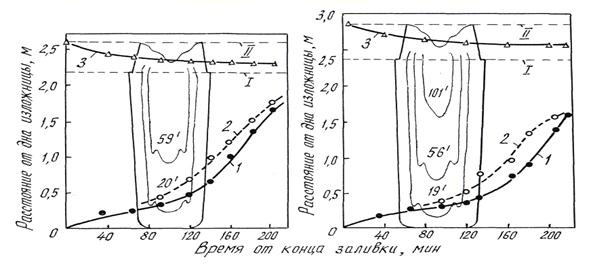
Наиболее полная информация о процессе затвердевания стального слитка может быть получена при одновременном использовании нескольких экспериментальных методов. Например, при исследовании затвердевания крупных слитков массой 20-30 т использовали методы ввода радиоактивного индикатора и дифференцированного зондирования (рис. 6.11).
Рассмотренные выше прямые экспериментальные методы исследования процесса затвердевания стальных слитков достаточно трудоемки и связаны в большинстве случаев с большими материальными затратами и потерями металла. Поэтому при конструировании крупных стальных слитков для предварительных исследований пользуются методами моделирования.
Физическое моделирование процесса затвердевания слитков на прозрачных жидкостях позволяет наблюдать формирование структуры слитка и оценивать влияние перегрева расплава, геометрических параметров слитка, конвективных потоков и других факторов на процесс кристаллизации.
Теоретические основы метода были заложены в работах Г.П.Иванцова, А.И.Вейника, С.Я.Скобло, Э.А.Иодко и др.
В качестве модельных жидкостей используют тиосульфат натрия, парафин, нафталин, раствор хлорида аммония, камфен и др.
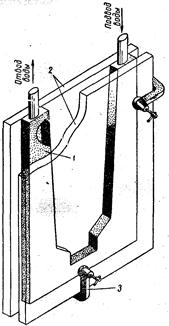
На основании теории подобия изготавливают уменьшенную модель реального слитка, на которой проводят исследования. В ряде случаев достаточно изготовить плоскую модель поперечного сечения слитка, с водоохлаждаемыми медными стенками, как показано на рис. 6.12.
Результаты физического моделирования дают, в основном, качественную картину затвердевания слитка. Перенесение результатов физического моделирования на промышленные слитки требует экспериментальной проверки.
В связи со значительной трудоемкостью экспериментальных методов исследования кинетики кристаллизации стальных слитков представляют интерес методы математического (компьютерного) моделирования, которые успешно развиваются вместе с совершенствованием вычислительной техники.
Математическая модель представляет собой формальное описание изучаемой системы (в нашем случае затвердевающего слитка) при помощи математических и логических соотношений и позволяет выявить характерные свойства моделируемой системы.
Исторически математическое моделирование осуществлялось по мере накопления опыта в следующей последовательности: чисто теплообменные процессы, теплообменные с фазовыми превращениями, массообменные, гидродинамические, сопряженные тепломассообменные, гидродинамическо-теплообменные, гидродинамическо-тепломассообменные. При постановке задач в них включались статические условия термодинамики процессов.
Современная гидродинамическо-тепломассообменная модель представляет систему уравнений Навье – Стокса, Фурье – Кирхгофа и Фика с конвективными членами и источниками (стоками) теплоты и вещества. Решение такой системы уравнений даже в простейшем одномерном случае является весьма сложной задачей. Поэтому на практике пользуются упрощенными моделями, которые предполагают ряд формальных допущений при описании механизма процесса. Ниже приведено основное уравнение теплопроводности для одномерного случая теплопередачи, которое используется во всех моделях:
а) б)
Рисунок 6.11 – Кинетические кривые вертикального затвердевания и изохронны кристаллизации крупных листовых слитков массой 20 т (а) и 27 т (б), полученные по данным дифференциального зондирования и ввода изотопа:
1 – граница твердой фазы, 2 – граница двухфазной зоны, 3 – уровень металла в прибыли (данные зондирования); Ι – граница тела слитка, II – начальный уровень налива металла; цифры у границ радиоактивных зон (изохрон кристаллизации) соответствует времени ввода индикатора после окончания заливки металла

а б
Рисунок 6.12 – Схема (а) и общий вид (б) установки для изучения затвердевания слитка из гипосульфита:
1 – холлодильник, 2 – прозрачные пластины, 3 – струбцина

(6.1)
где ρ – плотность металла,
Т – температура,
х – координата,
λ - теплопроводность,
τ- время,
f(х,τ)- плотность джоулевых источников тепла,
Сэф – эффективная теплоемкость стали, определяемая на основании экспериментальной зависимости энтальпия- температура.
На рис. 6.13 в качестве примера показано температурное поле и продвижение области горизонтального затвердевания в крупных листовых слитках массой 23 т, полученное по данным компьютерного моделирования в сравнении с экспериментальными данными горизонтального зондирования, взрыва и ввода изотопа.
Результаты компьютерного моделирования позволяют установить основные закономерности и прогнозировать оптимальные режимы охлаждения и обогрева стальных слитков, которые после экспериментальной проверки составляют основу разработанных промышленных технологий.
Большинство описанных методов используют при исследовании процессов непрерывной разливки стали и формировании заготовок МНЛЗ.
Однако при исследовании обычных слитков имеются специфические особенности.
В процессе затвердевания и охлаждения слитка протекают процессы усадки металла, сущность которой состоит в объемных изменениях, происходящих при фазовых превращениях и охлаждении. Эти процессы проявляются в слитке характерными изменениями, в результате которых уменьшаются его общие размеры и в ряде случаев образуются усадочные пустоты (усадочные раковины, усадочная пористость), усадочные деформации (линейная усадка, коробление), трещины, остаточные внутренние напряжения.
Для компенсации усадки металла при затвердевании и локализации усадочной раковины служит прибыльная часть слитка, уменьшение которой позволяет снизить количество отходов от слитка в виде головной обрези.
Объем усадочной раковины в головной части слитка спокойной стали зависит главным образом от состава металла и температуры разливки. В то же время геометрическая форма и протяженность по высоте усадочной раковины определяются конфигурацией прибыли, конструкцией прибыльной надставки, условиями теплоотвода через футеровку надставки, утеплением зеркала металла и другими факторами.
Качество утепления прибыльной части слитков оценивают по результатам тепловых и температурных измерений, а также величиной усадки в прибыли. Для исследования тепловых потоков от прибыльной надставки применяют специальные тепломеры калориметрического типа. Схема одного из тепломеров приведена на рис. 6.14.
Датчиком теплового потока являются медные трубки, укрепленные на асбестоцементных плитах. В трубки впаяны медь-константовые термопары (27 термопар), выведенные через опорную трубу в термостат и соединенные последовательно. Термобатарея подключается медным кабелем к переносному гальванометру.
Измерение усадки металла в прибыли осуществляют с помощью прутка, периодически погружаемого в прибыль (с интервалом 5 - 10 мин). Нулевым моментом времени считают момент окончания наполнения изложницы. При погружении прутка на нем делают отметку на фиксированном расстоянии от уровня налива. Затем измеряют длину отрезков от начала намерзшего слоя до отметки. Абсолютную усадку определяют как разность этих отрезков для данного и нулевого момента времени.
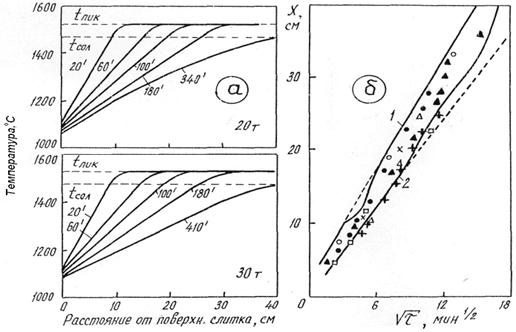
Рисунок 6.13 – Температурное поле (а) и продвижение области горизонтального затвердевания (б) в крупных листовых слитках малоуглеродистой стали по результатам компьютерного моделирования в сравнении с экспериментальными данными горизонтального зондирования (●, ▲), взрыва (+) и ввода изотопа (o, □, Δ, x). Цифры у кривых (а) показывают время затвердевания слитков, мин; на (б) – 1 – фронт начала затвердевания, 2 – фронт конца затвердевания по данным расчета на ЭВМ
Рисунок 6.14 – Схема тепломера:
1 – медные трубки диаметром 10 мм; 2 – асбестоцементные плиты; 3 – стальная опорная пластина; 4 – распорки из стальной полосы; 5 – медь-константановые термопары; 6 – опорная труба; 7 – термостат; 8 – стальной кожух; 9 – асбестовая крошка; 10 – кабель
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 857; Нарушение авторских прав?; Мы поможем в написании вашей работы!