КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Марки алюминиевых сплавов
|
|
|
|
Профили, гнутые из листового проката, делятся на открытые и замкнутые стержни, гофрированные листы и перфорированные детали. Полуфабрикаты и заготовки, составляющие эту группу, изготавливаются на гибочных прессах, на стендах со станочным оборудованием или кулачковыми приспособлениями. Открытые профили могут быть простые и сложные.
Изделия из алюминиевых сплавов
Из алюминия в заводских условиях можно получать разнообразные конструктивные и архитектурные формы полуфабрикатов, которые изготовляются: прокатом на прокатных станах (листы и ленты); прессованием (профили); холодной гибкой из листов и лент (профили); холодной штамповкой с вытяжкой конструктивного или архитектурного рельефа на поверхности листа (листовые детали панельного типа).
Для уточнения, технологических линий на заводах алюминиевых конструкций необходима классификация элементов, в первую очередь по технологическим признакам. Такая классификация элементов алюминиевых конструкций, объединенных в соответствии с технологическими требованиями в большую группу полуфабрикатов и заготовок, представлена на рис. 2.12.
Полуфабрикатами называются профили и детали, получаемые индустриальным способам на поточных, автоматических линиях и на агрегатах металлургического производства. Из полуфабрикатов изготовляются отправочные марки конструкций без обработки или после незначительной механической обработки (отрезки по длине, сверление дыр и т. д.). К ним относятся цельнопрессованные профили и гнутые профили проката.
Заготовки - прессованные, гнутые и штампованные профили и детали, из которых после механической обработки путем сварки, клепки, склеивания изготавливаются отправочные марки конструкций.
Полуфабрикаты сами по себе не составляют стандартного оптимального сортамента, а требуют в каждом отдельном случае индивидуального проектирования и специального изготовления. По технологическим признакам в соответствии с классификацией (см. рис 2.12) все полуфабрикаты и заготовки делятся на три группы: профили, гнутые из листового проката, профили разнотолщинные, листовые штамповки:
| Полуфабрикаты и заготовки | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Профили, гнутые из листового проката | Листовые штамповки | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Открытые | Замкнутые | Гофри-рован- ные | Перфорированные | Гладкие | Рельефные | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Профили разнотолщинные | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Цельнопрессованные | Составные | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Стержни | Панели | Сварные | Клепаные | На болтах | Клееные | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Сплош-ные | Открытые | Полукрытые | Полые | Парные на замках | Парные на защелках | Ребри- стые |
Рис.2.12 Классификация элементов (полуфабрикатов и заготовок)
алюминиевых конструкций по технологическим признакам
К простым относятся профили стержни, образованные одним или двумя гибами (рис. 2.13, а), с отношением размеров сечения не более 2,5:1 (за исключением гладких листов с отогнутыми краями); к сложным - профили, изготовленные тремя и более гибами, с такими же соотношением размеров сечения (рис. 2.13, б).
Гофрированные листы - гнутые профили проката, в геометрической схеме которых предусматривается чередование одного и того же рисунка по ширине сечения (рис. 2.13, в).
Замкнутые профили имеют одну или несколько полостей (рис.2.13, г, д) и могут быть образованы из одной или нескольких заготовок.
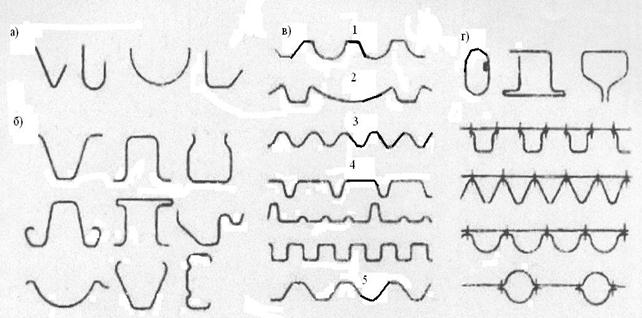
Рис. 2.13. Профили, гнутые из листового проката: а – открытые
простые стержни; б - открытые сложные стержни; в - гофрированные
листы с различной формой гофры; г - замкнутые стержни;
д - замкнутые многополостные профили (1 - желобчатый;
2 - мембранный; 3 -волнистый; 4 - ребристый; 5 - корытный)
В последнем случае отдельные гнутые элементы соединяются точечной или шовной сваркой, клеем, с помощью фальцевого замыкания или заклепок и другими подобными способами. Замкнутые профили - стержни образуются созданием продольных стыков вдоль образующей, для чего требуется специальная операция загиба и сварки.
Перфорированные профили - гнутые профили проката, полученные путем гибки листа или ленты с образованием отверстий на поверхности профиля. Перфорирование может быть выполнено на гнутых профилях для ограждения, подвесных потолков и других строительных деталей.
Все гнутые профили - полуфабрикаты, применяемые в рельефно-монококовых, листовых, панельно-каркасных конструкциях, архитектурно-стро
ительных деталях и ограждений.
Гнутые листовые полуфабрикаты обеспечивают минимальную стоимость монтажа и эксплуатации конструкций.
Профили разнотолщинные бывают цельнопрессованные и составные. Все цельнопрессованные профили делятся на стержни и панели. По сложности геометрии сечения и, следовательно, по сложности технологии изготовления цельнопрессованные стержни бывают сложные, открытые, полуоткрытые и полые (или замкнутые).
Сплошные профили - простой формы сечения (рис 2,14, а), у которых полости, образованные деталями: профиля (полками, ребрами, стенками), ограничены двумя плоскостями.
Открытые профили - профили, у которых ширина отверстия равна наибольшему расстоянию между плоскостями, замыкающими полость между элементами профили (рис. 2.14, б).
Полуоткрытые профили - профили, у которых ширина отверстия меньше расстояния между плоскостями, замыкающими полость (рис. 2.14, в).
Полые профили - профили, у которых имеются замкнутые полости. К ним относятся и гладкие трубы (рис. 2.14, г).
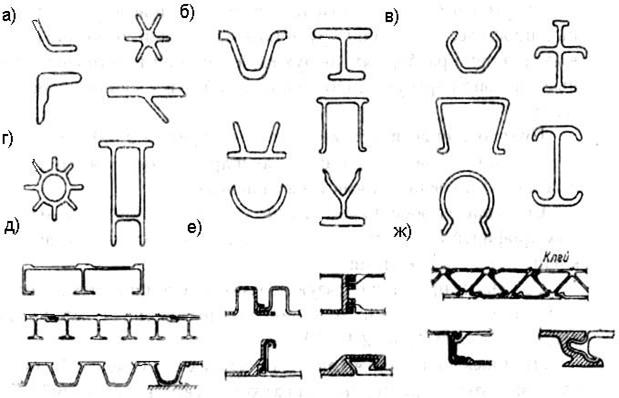
Рис. 2.14. Типы прессованных профилей: а - сплошные;
б - открытые; в - полуоткрытые; г - полые (замкнутые);
д - прессованные панели; е - замковые соединения парных
профилей; ж - соединение профилей на защелках
Следует обратить внимание на одну важную особенность изготовления алюминиевых профилей: возможность получения профилей, которые соединяются между собой без нарушения физической целостности металла и без дополнительных деталей и компонентов. Это парные профили с замковыми соединениями и на защелках.
Парные профили с замковыми соединениями (рис. 2.14, е) могут входить друг в друга вдоль образующих замка каждого из профилей без затраты усилий на образование соединений и без изгиба деталей профиля.
Парные профили на защелках (рис. 2.14, ж) соединяются с помощью неразъемных соединений, полученных после того, как детали одного профиля вошли в детали другого под давлением, получив небольшие деформации в пределах упругой ра6боты металла. Соединения на защелках основываются на свойстве алюминия иметь большие деформации в упругой области. Принудительный отгиб ребра одного элемента помогает защелкнуться соединению и профилям войти друг в друга.
Отсутствие болтов, заклепок, электродов при использовании парных профилей делает конструкцию экономичной, особенно в сборных и сборно-разборных сооружениях, но при изготовлении парные профили требуют тщательной отработки соединительных деталей.
Прессованные профили - панели (рис. 2.14, д) могут быть полыми или ребристыми. Как те, так и другие могут быть парными, с замковыми соединениями на защелках.
Составные профили изготавливают из цельнопрессованных гнутых профилей и из листов путем соединения между собой сваркой, клепкой, клеем и болтами.
Составные профили образуют элементы алюминиевых конструкций с сечениями больших размеров, которые не могут быть получены прессованием (рис. 2.15, б).
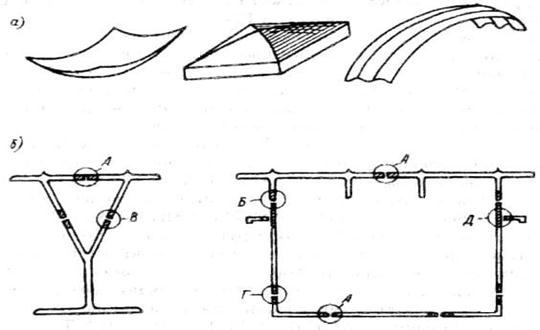
Рис. 2.15. Листовые штамповки: а - листовые штамповки;
б - составные профили
Листовые штамповки (рис. 2.15, а), как и гнутые профили проката, являются характерным для алюминиевых конструкций видом полуфабрикатов, применяемым как в конструкциях, так и в ограждении. Листовые штамповки изготавливаются гладкими или рельефными. Первые получаются при деформировании листовой заготовки по всей поверхности, вторые - в результате местной вытяжки, образованной по специальному рисунку.
Алюминиевые сплавы, применяемые в строительстве, по химическому составу разделяются на алюминиево-марганцевые, авиали, дюралюминий и высокопрочные сплавы. Легирующие добавки (марганец, магний, медь, цинк, кремний, хром, титан) повышают механические свойства этих сплавов. Алюминиевые сплавы подразделяются на деформируемые (обрабатываемые давлением) и недеформируемые (литейные). Для строительных конструкций применяются в основном деформируемые сплавы; литейные сплавы используются только для опорных частей и некоторых элементов конструкций.
Повышение свойств (прочность, коррозионная стойкость, свариваемость, пластичность) алюминиевых сплавов достигается термической обработкой и нагартовкой (наклепом). По виду термической обработки алюминиевые сплавы подразделяются на отожженные (М), подвергнутые закалке и естественному старению (Т), подвергнутые закалке и искусственному старению (Т1), подвергнутые закалке и отжигу (Т2) и т.д.
Нагартовка (наклеп) путем обжатия (вытяжки) обеспечивает повышение прочности алюминиевых сплавов. Операции нагартовки присвоено условное обозначение Н, операциям термической обработки - М, Т, Т1, Т2, которые ставят после марки сплава.
В строительных конструкциях перечисленные выше марки сплавов применяются в зависимости от их назначения.
Для ограждающих конструкций (оконных и дверных заполнений, подвесных потолков, перегородок, витражей) рекомендуется применять марки АД1М, АМцМ, АД31Т, АД31Т1 АМг2М, АМг2П. Для ограждающих конструкций (кровельных и стеновых панелей, блоков покрытий) - АМг2М, АМг2П, АДЗ1Т, АДЗ1Т1, 1915Т; для несущих сварных конструкций (ферм, стоек, прогонов покрытий, пространственных решетчатых покрытий, покрытий больших пролетов, сборно-разборных конструкций каркасов зданий) - АМг2М, АМг2П, АД31Т, АД31Т1, 1915Т; для несущих конструкций с клепаными и болтовыми соединениями, а также не имеющих сварных соединений -- АМг2П, АД31Т1, 1915Т, 1925Т.
Для изготовления алюминиевых отливок рекомендуется применять литейные сплавы марок АЛ8 и AЛ9.
Для сварки конструкций из алюминиевых сплавов используют электроды и присадочную проволоку из тех же сплавов, из которых изготовлены конструкции.
При ручной сварке на переменном токе в качестве несплавляющегося электрода применяют вольфрамовые прутки диаметром 3 - 8 мм и присадочную проволоку из алюминиевых сплавов диаметром 3 - 4 мм.
При автоматической и полуавтоматической сварке используют электродную проволоку из алюминиевых сплавов диаметром 2 мм.
Инертный защитный газ аргон марки Б чистотой 99,9% применяют для сварки алюминиевых сплавов, а также чистого алюминия. Содержание примесей в виде кислорода, азота и влаги в аргоне должно быть не более 0,05%. истый аргон хранят и перевозят в газообразном состоянии в стальных баллонах (окрашенных в серый цвет) под давлением 15 МПа. Расход аргона при ручной сварке около 25 л/мин, при автоматической- 12 - 15 л/мин.
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 1041; Нарушение авторских прав?; Мы поможем в написании вашей работы!