КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Пакеттеуіш рольгангтер 2 страница
|
|
|
|
Қазіргі заманғы кең тілкемді орнақтардағы илемдеу жылдамдығы 20÷25 м/с, орамдық массасы 30-50 т.
Орағыш конструкциясы мынадай технологиялық және эксплуатациялық талаптарға сай болуы керек:
1. Орамдық тағыз, телескоп тәрізді болмай оралуы керек. Осы мақсатта тілкемді керіліспен және арнайы құрылғылармен дұрыс бағыттай отырып орау қажет. Орамдық тығыз оралмаған жағдайда орамдар арасына ауадағы оттегі оңай кіріп, соның салдарынан отқабыршақтар пайда болады, орамдардың әрқилы суытылуы нәтижесінде металдың микроқұрылымы нашарлайды. Орамдық телескоп тәрізді болып оралса, оны тасымалдау мен қоймаларда сақтау барысында орам жиектері бүлінеді.
2. Тіркемді орағышпен қармау оны орау кезінде тартушы рольганг алдындағы рольгангте тілкемнің іркілуі немесе қыртыстануы болмау керек.
3. Жоғары температурада (500-7000С) үздіксіз жұмыс істеуде, сумен салқындатылуда, отқабыршақтардың болуы барысында және динамикалық жүктеме жағдайында орағыш құрылымы қатаң және тозуға төзімді болуы қажет.
4. Орағышты жөндеу жұмыстары неғұрлым аз уақыт ішінде жузеге асырылуы қажет.
5. Қабылдау –беру құрылғылары орамдық пішінінің бузылмауын сақтау керек.
Габариттік өлшемдерінің және айналу бөлшектерінің салмағының үлкендігіне байланысты орағышты жөндеу сапасы аса жоғары болуы шарт.
Орағыш атанағының, жоғарғы тартушы роликтердің және қалыптастырушы қысушы роликтердің горизонталь осьтері мен цилиндрлі беттері міндеттітүрде бір-біріне параллель болуы керек. Осы шарт сақталғанда ғана тілкемді тығыз және телескоп тәрізділігін болдырмай орауға болады. Тілкемнің алдынғы ұшын орар алдында тартқыш роликтер мен қалыптастырушы роликтердің шеңберлі жылдамдығы тілкем жылдамдығынан артық (10-15%-ке) болуы керек. Тілкемнің алдыңғы ушын қарпуды қамтамасыз ету үшін тартушы жоғарғы роликтер аралығындағы саңылауды дәл реттеу керек, ол динамикалық жүктемені азайттуға ықпал жасайды.
|
|
|
Орағыш атанағына ыстықтай илем делген тілкемді тығыз қысып ораудың екі тәсілі бар:
1) керіліс тудыратын орағыш атанағы мен (тілкемге құраушы роликтерді қысусыз);
2) орағыш атанағындағы тілкемге тығыз жанасқан қалыптастырушы роликтермен (орағыш атанағымен тілкемге керіліс тудырмай).
Тілкемді орау барысында орамдықтаң эксцентрлігі болатынын тәжірибе нәтижесі көрсетіп отыр, бұл қалыптастырушы роликтерде динамикалық жүктемелер тудырады, сондықтан ораудың бірінші тәсілінде орағыш бірқалыпты жұмыс істейді.
Жұқа ястық тілкемді (1-4 мм) орау барысында алғашқы 2-3 орам оралған соң қалыптастырушы роликтер орамдықтан алынады да ары қарай атанақпен тілкемді керіліс беріле отырып оралады. Бұл жағдайда жоғарғы тартқыш роликтер генераторлы режімде жұмыс істейді немесе роликтері арасында саңылау болады.
Қалың тілкемдерді де (5-16 мм) бірінші тәсіл бойынша орауға болады, бірақ ол үшін орағыш атанағының жетегіне қуаттылығы үлкен электрқозғалтқыш қалың тілкемдерді орауды екінші тәсіл бойынша жүргізеді және де орағышқа конструкциясы мықты 2-3 жұп қыспақ роликтерін орнатады. Тілкемнің алдынғы ұшын орағыш атанағы қарпып алған соң қыспақ роликтері тілкемге қысылған күйінде қалады да тілкемді орамдыққа орау қыспақ роликтерімен және атанақпен жүргізіледі.
|
|
|
Өндіріс тиімділігін арттыру үшін үздіксіз кеңтілкемді орнақтарда екі типті орағышқолданған ыңғайлы: тілкем қалындығы 1,2 – 4мм және 4 – 16 мм орауға арналған соңғысын қалың тілкемді орау алдында суытылуын қамтамасыз ету үшін бірінші орағыштан 30-50м қашығырақ орнатады.
Сонғы тазалай өндеу қапасынан шығып әкетуші рольгангпен орағышқа қарай қозғалғанда тілкемнің алдынғы ұшы жоғары қайырылған болады. Тілкемнің алдыңғы ұшының қарпылуын жақсарту үшін жоғарғы тартқыш роликтің диаметрі төменгі роликпен салыстырғанда үлкенірек болып жасалады. Осы мақсатта жоғарғы роликті төменгі роликке қарағанда алдыға қарай 15-200 бұрышқа жылжытып қояды. Қозғалыс бағытының өзгеруі кезінде (роликтер алдындағы горизонталь бағыттан роликтерден кейінгі орағыш атағы еңкіш бағытқа) тілкем төменгі роликтер осіне қатысты тартушы роликтерде пластикалық иіліске ұшырайды. Тілкем бетімен роликтердің сырғанауын болдырмау үшін (тілкем бетіне сызықтар түсіп қалуы мүмкін) жоғарғы роликтің шеңберлі жылдамдығы төменгі роликтікіне қарағанда аздап артығырақ болуы қажет. Мұндай талаптың орындалуы үшін жоғарғы және төменгі роликтер жеке жетекпен қамтамасыз етілуі және тілкем жылдамдығы мен қалыңдығына байланысты роликтердің айналуы автоматты реттелуі қажет. Ол үшін роликтер жетегіне тұрақты токты электрқозғалтқышы пайдаланылуы керек.
Тартқыш роликтердің бұған дейінгі конструкциясында роликтер жетегі бір электрқозғалтқыштан редуктор арқылы жүзеге асырылған. Редуктордың беріліс саны диаметрлері әртүрлі роликтердің шеңберлі жылдамдықтар теңдігі шартына байланысты анықталған. Жетектің мұндай сұлбасының үлкен кемшіліктері бар, өйткені тілкем мен роликтер арасында әрдайым тайғанау орын алады, ол тілкем бетінде ақаулар тудырады.
|
|
|
Орамдықтың бүйір жақтары телескоп тәрізді болып шықпауы үшін тілкемді орау кезінде оны орағыш атанағына дәл бағыттап отыру қажет, яғни тартушы роликтердің алдынан және одан кейінгі тілкем қалпын өзгеріссіз сақтау керек. Ол үшін орағыш алдынан рольгангке бағыттауыш сызықтар орнатылады, олардың қос жетегі болады: электрлік және пневматикалық.
Сызғыштар аралығындағы арақашықтық алдын ала тілкем еніне байланысты, электр жетегі мен жұмыс істейтін екі сырғақ арқылы қойылады. Тілкемнің алдыңғы ұшы тартқыш роликтерге жақындаған мезетте автоматты түрде пневматикалық цилиндр іске қосылады. Оның соташығы сызғыштарды жылжытады және тілкемді тартқыш роликтерге байланысты центрге келтіріп тұрады. Орамдық массасы және тілкемнің орау кезіндегі керілісі салдарынан майысу шамасын азайту үшін атанақ конструкциясының қатаңдығы жоғары болып келеді.
Орағыш атанағынан орамдықты шығарып алу үшін ажыратқыш арбаша (бұрынғы итергіштердің орнына) қолданылады.
Құраушы роликтер мен орағыш атанағында редукторсыз жетек қолданылады, оның артықшылығы жоғары дәлдікті қажет ететін тісті іліністердің болмауы.
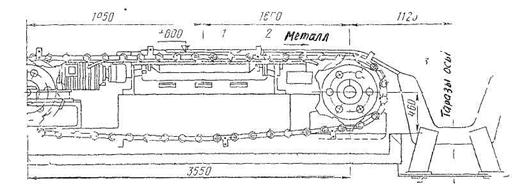
15.1 - суретте үздіксіз кеңтілкемді 2000 орнағы орағышының НКМЗ конструкциясы көрсетілген. Мұнда ыстық тілкемді (550-650 0С) массасы 40 т дейінгі орамдыққа орауға болады. Тілкем қалыңдығы 1,5 – 4 мм (немесе 4-16 мм); ені 900 – 1850 мм; орамдықтың ішкі диаметрі 850 мм, максималь сыртқы диаметрі 2300 мм; оралатын тілкемнің аққыштық шегі 280 МП дейін; тілкем керілісі 5-25 кН; оралу басталғандағы тілкем жылдамдығы 10м/с дейін; орнықты оралу жылдамдығы 25 м/с дейін.
|
|
|
Диаметрлері 900 және 400 мм өзгеріс роликтері жеке электрлі жетекпен жабдықталған және рольгангке қатысты еңкіш орналастырылған.
Төрт қалыптастырушы роликтің қуаттылығы79 кВт тұрақты токты электрқозғалтқышы бар жеке жетекпен жабдықталған және екі пневматикалық цилиндр (диаметрлері 500 мм, ауа қысымы 0,4-0,6 МПа) арқылы жұпталып жылжиды.
Пневмоцилиндрлер топсалы рычагты жүйеден тұратын екі білікті айналдырады. Қалыптастырушы роликтерді жылжыту және механизмдерінің барлығы ортақ тұғырға орнатылады, ол жөңдеу кезінде гидравликалық цилиндр (жүрісі 4500 мм) көмегімен төменгі бағыттауыштар бойымен жанына қарай жылжытылып шығарылады.
Диаметрі 850 және ұзындығы 2000 мм орталық атанақ қуаттылығы 1150 кВт (220/440 айн/мин) электрқозғалтқышпен жетектеледі.
Атанақтың тудыратын тарту күшінің (2-3 орам оралған соң) және сыртқы қалыптастырушы роликтердің қалыптастыру – тарту әсерінің арқасында орамдықтағы тілкем орамдарының тығыздығы жоғары болады. Тілкемді орамдыққа орап болған соң атанақ диаметрі кішірейеді де орамдық осьтік бағытта ажыратқыш – арбашамен шығарылады және горизонталь қалыптан тік қалыпқа аударылып жақын тұрған тасымалдағышқа орналастырылады.
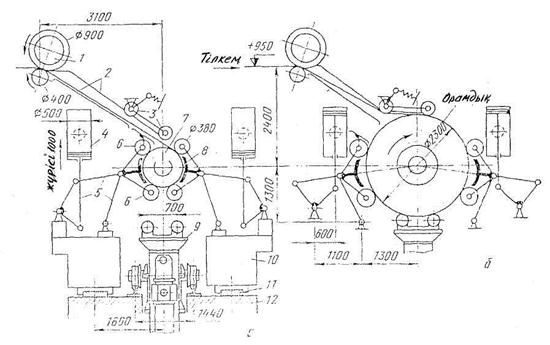
а – оралу басталғанда; б – оралу аяқталар кезде: 1 – тарту -әперіс роликтері; 2 – жалғастырғыш желілер; 3 – бағыттауыш роликтер; 4 – топсалы пневматикалық цилиндрлер; 5 – рычагты топсалы жүйе; 6 – қалыптастырушы жетекші роликтер; 7 - орағыштың орталық жетекші атанаға; 8 – сырғанақ бағыттауыштар; 9 – орағыш атанағынан массасы 40 т дейінгі орамдықтарды шығаруға арналған арбаша; 10 - тұғыр; 11 – орағышты жылжытуға арналған бағыттауыш тақтайша (жөңдеу кезінде); 12 – іргетас тақтасы.
Сурет 15.1 - Үздіксіз кеңтілкемді 2000 орнағының ыстық тілкемді орауға арналған орағышының сұлбасы (НКМЗ конструкциясы):
Салқын тілкемді орауға арналған атанақты орағыштар. Атанақты орағыштарды суықтай илемдеу кезінде ұзын тілкемдер мен таспаларды орамдыққа орау үшін қолданады. Бұл орағыштар тілкемді орау үшін ғана емес, сонымен бірге оған қажетті керіліс беру үшін де қолданады. Керіліс суықтай илемдеу процесінің орнықты жүруіне, тығыз орамдық алуға және пішінбіліктерге тілкемнің дұрыс бағытталып кіруіне және олардан шығуына септігін тигізеді. Тілкемге алдыңғы (пішінбіліктерден металл шыққанда) және артқы (пішінбіліктерге металл кіргенде) керілік беру сонымен қатар илемдеу кезінде пішінбіліктерге түзетіп қысымды азайтады.
Атанақты орағыштарды ұзын тілкемдер мен таспаларды (орамдыққа оралатып) суықтай илемдеу кезінде реверсті және реверссіз орнақтарда қолданады.
Реверсті бір қапасты орнақта орағышты жұмыс қапасының екі жағынан орнатады (Сурет 15.2). Бұл орнақтағы суықтай прокаттау мынадай ретпен жүргізіледі: ыстықтай илемделген тілкем (таспа) орамдық күйінде оранаққа беріледі, орамдық тарқатқышқа орналастырып одан тікелей пішінбіліктерге немесе тығызырақ дода алу үшін және илемдеу кезінде үлкен артқы керіліс тудыру үшін орағышқа қайта оралуға жіберіледі. Тілкемнің алдынғы ұшын пішінбілікке және одан ары орағышқа салуды тілкемнің сол жерлерін қатты жаншымай жүргізіледі.Таспаның алдыңғы ұшы қапасынан кейінгі екінші орағышқа салынғаннан соң илемдеу процесі екі жаққа да жүргізіле береді: орағыштар ролі бұл кезде кезектесіп ауысып отырады; яғни біресе алдыңғы орағыш жетекші болса, реверстен кейін екіншісі өтімнен (3-5 отм) кейін орамдық орағыштардың біреуінен шығарылып алынып қақталуын азайту үшін босаңдатуға жіберіледі.
а – реверсті; б – бір қапасты реверссіз; в – үздіксіз көп қапасты; 1 – орағыш; 2 – бағыттауыш бос жүріс роликтері; 3 – бағыттауышы бар қысқыш үстел; 4 – тартқыш; 5 – гидроцилиндр.
Сурет 15.2 - Тілкемді суықтай илемдейтін орнақтардағы атанақты орағыштардың орналасу сұлбасы
Орамдықты реверсті суықтай илемдеу процесінің негізгі кемшілігі тілкемнің алдыңғы және артқы ұштарының илемделмей қалатындығы. Қалдықтарды азайту үшін салмағы үлкен (мысалы 2000 орнағында 45 т дейін) орамдықтар қолданылады немесе тілкем ұштарын пішінбіліктер арқылы соңынан бір бағытта илемдеп шығады.
Бір қапасты реверссіз орнақтарда және көп қапасты үздіксіз орнақтарда (Сурет 115.2 б. в) тек алдыңғы бір орағыштан ғана болады; орнақтың металл кіретін жағында тарқатқыштар мен бағыттауыш үстелдер орнатылады, олар аздаған артқа керіліс тудырады.
Қазіргі заманғы үш және алты қапасты үздіксіз орнақтарда орамдықтар массасы 15-45 т дейін жетеді және илемдеу өте үлкен жылдамдықпен жүргізіледі (үш қапасты орнақтардағы максималды жылдамдық 15 м/с, ал алты қапасты орнақтарда 45 м/с дейін жетеді).
Илемделген тілкем орамдық күйінде орағыштан шығарылып алынатындығы орғыш атанағының конструкциясы консольды болып жасалатындығын білдіреді, яғни бір жағында ғана тіреуі болады.
Әдебиеттер: нег. 1 [204-217], 2 [175-197], 3 [150-163]; қос. 5 [121-128].
Бақылау сұрақтары:
1. Орағыштардың атқаратын міндеті және олардың түрлері.
2. Ыстық тілкемге арналған роликті атанақты орағыштардың жұмыс принципі қалай?
3. Суық тілкемге арналған орағыштың атанағы не үшін консольды болып жасалады?
4. Орамдықты қалыптастыруда орағыштың қандай бөлігі қызмет атқарады?
5. Орағыштың құрамды бөлігіне қандай элементтер кіреді?
16-дәріс. Тарқатқыштар
Тілкемді суықтай илемдегенде немесе кескенде орамдықты тарқату үшін және тазалау мен босаңдату агрегаттарында әртүрлі типтегі тарқатқыштар қолданылады.
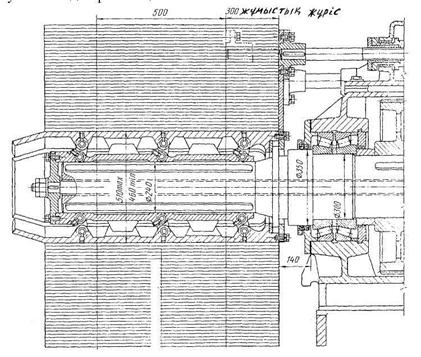
Екі цангалы тарқатқыш (Сурет 16.1.) суықтай илемделген тілкемді көлденең кесуге арналған агрегатқа қондырылған; тілкем қалындығы 1,8-6 мм, ені 700-1550 мм, орамдық массасы 45т, орамдықтың сыртқы диаметрі 2700 мм дейін, ішкі диаметрі 750 мм, тілкемді тарқату жылдамдығы 8м/с дейін, керілісі 40 кН дейін.
Орамдықтар тарқатқышқа тасымалдағыштармен беріледі және гидравликалық көтергіш көмегімен тарқатқыш бастиегінің осьі бойымен қондырылады (центрлестіріледі). Бастиектер серіппенің әсерімен сығылған күйде болып, поршень диаметрі 400 мм гидролилиндр жылжымасы қозғалғанда орамдық ішіне ендіріледі. Орамдықтың бастиекке қысылуы диаметрі 360 мм поршень астына жұмыстық сұйықтықты бергенде жүзеге асырылады, осы кезде бастиектің ішкі білігі жылжиды да сыналы беттерімен сегметтерді (цанғаларды) ашып, бастиек диаметрін үлкейтеді.
Тарқатқыш жұмысын басқару сельсин-датчиктердің және шеткі ажыратқыштар көмегімен іске асырылады. Тарқатқыштың жалпы массасы 123т.
Сурет 16.1 - Екі цангалы тарқатқыш
Орамдық көтергіш үстелмен орамдық осьнің тарқатқыш атанағының өсімен сәйкес келгенше көтеріледі де содан кейін тарқатқыш тұрқы солға қарай қозғалып, атанақ орамдық тесігіне кіреді. Орамдықтың атанаққа қысылып ұсталуы атанақтың төрт топсалы сегметтері ашылғанда жүзеге асады. Сегменттердің ашылуы гидравликалық жетекпен жалғасқан ішкі соташықтың жылжуы нәтижесінде іске асырылады.
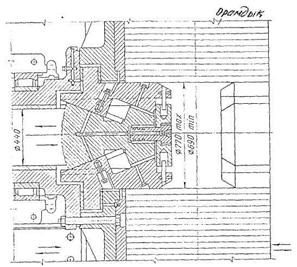
Консольды тарқатқыш (Сурет 16.2) массасы 15т. орамдықтан ені 500-1000 мм тілкемді тарқатуға арналған. Орамдықтың ішкі диаметрі 500 мм, сыртқыш 1800 мм дейін. Тарқатқыш тілкемді электролиттік тазарту желісінң басында немесе кесу желісінде орналасқан.
Сурет 16.2 - Консольды тарқатқыш.
Орамдықтағы тілкем ұштарын қайырғыштар. Жоғарыда көрсетілгендей, уландырылған тілкемді (қалындығы 2-4 мм) орамдыққа орап, содан кейін суықтай илемдейітін (реверсті немесе үздіксіз) тарқатқышына жібереді. Орамдықты тарқышқышқа (екі конусты немесе консольды) қондырған соң тілкемнің алдыңғы ұшын қайырып тілкемді ары қарай илемдеу үшін орнақ пішінбіліктеріне беру қажет. Тілкемнің ұшын қайыруды арнайы механизмдердің көмегімен жүргізеді. Олардың екі типі бар: электрмагнитті және қырмалаушы.
Тасымалдағыштар және тоңазытқыштар.
Илемдеу таза өндеу салқындату процестері кезінде металды ары-бері жылжыту үшін әртүрлі типті және конструкциялы тасымалдағыштар мен тоңазытқыштар қолданылады.
Дайындамалар мен ірі сортты пішінді металды цех колденеңінен орын ауыстыру үшін (жеткізгіш рольгангінен әкетуші рольганке, жинағыш қалтаға немесе цехтың көрші пролетына) арқанды немесе шынжырлы тасымалдағыштар – шлепперлер қолданылады. Шлепперлер көпшілік жағдайда металды салқындату қызметін де атқарады, содықтан оларды бұл жағдайда шлепперлі тоңазытқыштар деп атайды.
Арбашасының жылдамдығы 1-2 м/с үздіксіз реверсті жұмыс істеу барысында шлеппер аса зор ептілігімен ерекшеленді және металды бір мезгілде салқындата отырып, металды көптеп сөреге жинауға және ары-бері жылжытуға мүмкіндік береді.
Арқанды шлеппермен жабдықталған сөрелер мен тоңазытқыштардың төсеніштерімен металды жылжыту арқанға бекітілген және рельс жолымен сырғып жүретін арбашалар көмегімен іске асырылады.
Сурет 16.3 - Арқанды шлеппер (а) және шлеппер арбашасының (б) сұлбасы.
Арқанды шлеппер (Сурет 16.3, а) жетекті атанақтар 1 қатары мен кергіш блоктар 2 қатарының аралығында орналасқан 6-8 арқаннан түрады. Барлық арқандарда бір қатарға таяныш саусақтарды и бар шлепперлі арбашалар 3 бекітіледі. Арбашаның алдыға (солға) қарай жүрісінде таяныш саусақтар 4 металды 5-рольгангтен 6-рольгангкқа жылжытады. Арбашалар кері жүргенде саусақтар «батырылады» да металл астымен өтеді. Көптеген шлепперлі арбаша конструкциялары саусақтарды 4 рольгангтердің кез-келген жерінде көтеруге және арқандар аралығындағы рельсті төсеніш бойымен қанша дайындама немесе пішіндер болса, соншасын жылжытуға мүмкіндік береді.
Жылжымалы таянышты арбаша (Сурет 16.3, б) аунақтармен жылжиды және ол турқыдан 2 және оны жоғарыдан қапсырып тұратын таяныштап 3 тұрады. Өзінің шеткі қалпында таяныш 3 тұрқының 2 шығыңқылығында тіреліп тұрады. Арбаша артқа қарай жүргенде саусақ 4 әрдайым еңкіштік (батырылған) қалыпта болады, себебі ол таянышқа 3 сүйенеді.
Арбаша алдыға қарай жүргенде таяныш 3 алдымен орнында қалады, сондықтан саусақ бұралып барып вертикаль (жұмыс) қалыпқа енеді. Арбаша металды жеткізгіш рольгангынан алып сөрелер бойымен жылжытады. Арбашаның саусақтары мен аунақтарын өздігенен майланатын темірграфитті мойынтіректерге отырызылған жөн.
Шынжырлы шлеппер де арқанды шлеппер сияқты мақсатта қолданылады. Ыстық металды тасымалдау барысында шынжырдың арқанға қарағанда жылуға төзімділігі жоғары, бірақ олар тартқыш жулдызшалармен тек бір бағытта ғана жұмыс істей алады, сондықтан шынжырлы шлепперлер реверссіз және ептілігі төмен болып саналады.
Суықтай илемделген сортты металды рольгангтен 1 жинау қалтасына 3 тастауға арналған шынжырлы шлеппер 16.4 - суретте көрсетілген. Шлеппер 1,1 м/с жылдамдықпен қозғалатын алты шынжырдан тұрады. Қарпығыштар 2 аралығының адымы 1200 мм; шынжырлар қатары аралығының адымы 2000 мм; тасымалданатын илем ұзындығы 5-12 м; массасы 1200 кг. Алдыңғы жулдызша қуаттылығы 30кВт электроқозғалтқышымен жетектеледі.
Жеткізуші мен әкетуші рольгангтерінің арақашықтығы үлкен болғанда қосарланған шлепперлер қолданылады.
Сурет 16.4 - Сортты пішіндерді рольгангтан қалтаға тастауға арналған шынжырлы шлеппер.
Майда сортты орнақтарда майда сортты пішіндерді (дөңгелек, квадрат, бұрыштық, майда швеллер, тавр және т.б.) салқындату үшін төрткілдешті (реечный) типті тоңазытқыштар қолданылады. Олардың ұзындығы 100-150 м, жабдықтың салмағы 1000 т астам. Орнақтың соңғы қапасынын шыққан пішінді тілкем ұзындығы тоңазытқыш ұзындығынан асып кеткен жағдайда, тілкемді бөліктерге кесу үшін айналмалы қайшы орнатылған.
Орта сортты орнақтардың көпшілігінде пішіндерді салқындату үшін роликті тоңазытқыштар қолданылады. Роликті тоңазытқыш жеткізгіш рольганг осьіне 35-400 бұрыш жасай орналасқан диаметрі кішірек (100-200 мм) ұзын роликтерден тұрады. Роликтердің ұшында конусты тістегеріштер бар, олар ортақ трансмиссиялы білікке қондырылған конусты тістегерішпен іліністе болады. Білік редуктор арқылы электрқозғалтқышпен айналысқа түсіріледі. Барлық роликтер бір мезгілде айналғанда оның бетіндегі сортты пішіндер жеткізгіш рольгангпен әкеткіш бағытында жылжиды. Мұндай тоңазытқыштың артықшылығы илемнің бір қалыпты салқындатылуы, өйткені илем мен роликтің жанасқан жері роликтің айналуымен жаңарып отырады. Пайдалану тәжірбесі роликті тоңазытқыштардың конструкциясы төрткілдешкке қарағанда қарапайым және сенімді екенін көрсетіп отыр.
Әдебиеттер: нег. 1 [217-228], 2 [198-220], 3 [164-189]; қос. 2 [155-169].
Бақылау сұрақтары:
1. Тарқатқыштың атқаратын міндеті және типтері.
2. Екі цангалы тарқатқыштың құрылымы мен жұмыс принципін түсіндір.
3. Консольды тарқатқыштың жұмыс принципі қандай?
4. Тасымалдағыш пен тоңазытқыштың атқаратын міндеті және олардың қандай типтері болады?
5. Шынжырлы шлеппер қалай жұмыс істейді?
6. Арқанды шллеппердің құрылымы.
17-дәріс. Илемдерді кесуге арналған жабдықтар
Пышақтары параллель орналасқан қайшылар. Квадрат, тіктөртбұрыш және дөңгелек қималы ыстық металды блюмингтерде, слябингтерде және дайындамалық орнақтарда илемдегеннен соң оларды көлденең кесу үшін параллельді пышақтары бар қайшылар қолданылады. Бұл қайшылар сонымен қатар салқын металды көлденең кесуге де қолданылады, тек мұнда пышақ жүзінің пішіні кесілетін металдың көлденең қимасының пішінімен сәйкес келуі керек.
Бұл қайшылармен кесу кезінде пышақтың қозғалу жазықтығы (кесу жазықтығы) өзгеріссіз қылыпта болады. Қайшыға келетін металдың температурасы әдетте 800-1000 0 шамасында болады. Салқын күйіндегі беріктік шегі σв=400÷500 МПа шамасында болатын көміртекті болаттар үшін аталған температурадағы беріктік шегі 100÷150 МПа; Салқын күйіндегі беріктік шегі σв=1000 МПа дейінгі легірленген болаттар үшін аталған температурадағы беріктік шегі 130÷180 МПа. Осыдан, қайшының типі мен сипатын таңдау барысында максимальды кесу күшін дұрыс анықтау үшін олардың тағайындалған міндетін ескеру қажеттігін байқауға болады.
|
|
|
|
|
Дата добавления: 2014-11-20; Просмотров: 731; Нарушение авторских прав?; Мы поможем в написании вашей работы!