КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Теоретичні відомості. Розробка технологічного процесу ЕШЗ
|
|
|
|
Розробка технологічного процесу ЕШЗ
Розрахункова робота №3
ТЕОРЕТИЧНІ ВІДОМОСТІ
Розрахункова робота №2
Новітні тенденції і технології здавна орієнтувалися на прискорення процесу зварювання і підвищення якості зварного з'єднання. Тому ручне дугове зварювання все більше і більше витісняється більш продуктивними видами зварювання, які мають значно більшу продуктивність і на багато кращі фізичні і механічні властивості самого зварного з'єднання. До таких видів зварювання відносять і автоматичне зварювання під флюсом.
Автоматичне зварювання під флюсом широко використовується уже більше як півстоліття на теренах бувшого Радянського Союзу і України. Широкого застосування і удосконалення воно зазнало завдяки роботі працівників Київського інституту ім. Є.О.Патона.
Суть автоматичного зварювання під флюсом полягає в розплавленні електродного дроту електричною дугою, яка знаходиться під шаром флюсу. Дріт подається з певною швидкістю у зону зварювання в залежності від того яка швидкість самого зварювання. Зварювальні автомати володіють багатьма механізмами які дозволяють змінювати як швидкість подачі дроту, так і швидкість самого зварювання. Флюс захищає зварювальну ванну від впливу азоту, водню, кисню, а також здійснює розкислення, легування, рафінування розплавленого металу.
До основних режимів атоматичного зварювання під флюсом відносять:
1. Силу зварювального струму, Ізв.
2. Діаметр дроту, dдр.
3. Рід і полярність струму.
4. Швидкість зварювання, vзв.
До допоміжних режимів автоматичного зварювання під шаром флюсу відносять:
1. Швидкість подачі дроту, vп.
2. Напруга, U.
3. Виліт електроду.
До основного устаткування яке використовується при автоматичному зварюванні відносять: джерело живлення, зварювальне обладнання (трактор, підвісна головка), з'єднувальні кабелі та різне допоміжне обладнання(направляючі рейки та ін).
|
|
|
За допомогою автоматичного зварювання під флюсом виконують зварювання листів, полос, трубної арматури, балок та ін.
Мета роботи: розглянути основні особливості технології ЕШЗ та розрахувати режими ЕШЗ до відповідно до заданого завдання.
Електрошлакове зварювання (ЕШЗ) – це один з видів зварювання, який використовується, коли необхідно провести з’єднання деталей великих товщин. Даний вид зварювання був розроблений і впроваджений Є.О. Патоном і провідними спеціалістами ІЕЗ.
До особливостей ЕШЗ слід віднести відсутність дугового розряду, що забезпечує спокійне протікання процесу без розбризкування металу і шлаку і можливість проводити зварювання як одним, так і кількома розміщеними гребінкою електродами.
При ЕШЗ електродом може служити не тільки тонкий дріт, а й електроди великого перерізу у вигляді пластин стержнів та ін.. Пластинчасті електроди застосовують переважно при значних товщинах зварювальних деталей і порівняно невеликій висоті швів рідкого металу і перегрітого шлаку.
Розглянемо особливості протікання процесів при ЕШЗ (рис. 1). При ЕШЗ основна частина теплоти, яка необхідна для нагріву і плавлення основного і електродного металу поступає за рахунок проходження електричного струму через розплавлений флюс-шлак. Зварювання даним способом здійснюється переважно при вертикальному розміщенні зварювальних деталей і з примусовим формування шва.
Зварювальні деталі 1, які необхідно зварити збираються на скобах 2 з зазором 20-30 мм. Для попередження витікання рідкого металу і шлаку і забезпечити нормальне формування шва 3 по обидві сторони зазору стика притискаються охолоджувані водою мідні повзуни або пластини.
|
|
|
Шлакова ванна 5 утворюється за рахунок розплавленого флюсу, який займає простір між з’єднувальними деталями і формуючими приспосібленнями. Утворення шлакової ванни зазвичай здійснюється дуговим процесом. Збуджувана в початковий період зварювання дуга між електродним дротом і дном «кишені» 10 дуга після розплавлення деякої кількості флюсу шунтується розплавленим електропровідним шлаком і гасне.
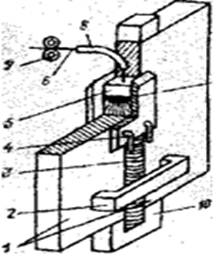
Рисунок 3.1 – Електрошлакове зварювання дротовим електродом
Дуговий процес замінюється шлаковим. Електродний дріт 6 подається в плавильний простір роликами 7 механізму подачі з заданою швидкістю. До електроду струм підводиться за допомогою мундштука 8. Електричний струм який проходить між електродним дротом і основним металом через шлакову ванну нагріває розплав і підтримує в ньому температуру вище температури плавлення основного металу і електроду. За рахунок цього шлак розплавляє електродний дріт і кромки зварюваних деталей. Розплавлений метал стікає на дно ванни, утворюючи металічну(зварювальну) ванну 9. Внаслідок відведення теплоти в основний метал і мідні повзуни метал ванни охолоджується і в нижній частині кристалізується в зварний шов, який з’єднює кромки зварювальних деталей.
|
|
|
|
|
Дата добавления: 2014-11-08; Просмотров: 322; Нарушение авторских прав?; Мы поможем в написании вашей работы!