КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологичность сварных конструкций
|
|
|
|
Г- потолочный шов
А- нижний шов, б- горизонтальный шов, в- вертикальный шов,
Б- вид соединения после сварки
А- подготовленное под сварку кромки соединяемых деталей,
В зависимости от положения в пространстве (рис. 5.2) швы подразделяют на нижние (а), горизонтальные (б), вертикальные (в) и потолочные (г) (верхние).
По протяженности различают непрерывные и прерывистые швы. Непрерывный шов - это сварной шов без промежутков по его длине, прерывистый - с промежутками по длине. Прерывистые швы, например, тавровых соединений подразделяют на цепные и шахматные. Цепной прерывистый шов - это двусторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого. Шахматный прерывистый шов - это двусторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой стороны.
По числу слоев сварные швы могут быть однослойными и многослойными. Слой - это часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва. Валик - это металл, наплавленный или переплавленный за один рабочий ход.
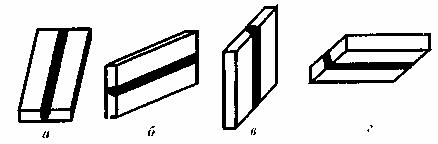
Рис.5.3 Положение шва в пространстве
Под технологичностью сварной конструкции понимают совокупность ее свойств, определяющих возможность ее изготовления с наименьшими затратами труда и материалов методами прогрессивных технологий в соответствии с требованиями к качеству.
Технологичность сварных узлов и конструкций может быть оценена по следующим показателям:
свариваемости материалов, из которых изготавливаются соединяемые детали;
конфигурации, числу, расположению и протяженности сварных швов;
|
|
|
конструктивному оформлению свариваемых элементов в соответствии с требованиями нормалей и стандартов (соотношение толщин соединяемых деталей, расстояния от края детали при контактной точечной и шовной сварке и т.п.);
возможности подхода в зону сварки сварочных головок, электродов;
возможности подхода для сборки и демонтажа съемной сварочной оснастки;
возможности визуального осмотра и контроля сварных соединений;
обоснованности технических требований чертежа - допускам по основным размерам, контролируемым после сварки, технологическим припускам на обработку и т.п.;
необходимости и возможности обработки после сварки (механической и термической обработки);
возможности применения механизированных и автоматизированных процессов, стандартного оборудования (автоматов, машин для контактной сварки, сварочных манипуляторов и стендов) без изготовления дополнительной сложной и трудоемкой специальной оснастки.
При выборе того или иного способа сварки для получения качественной сварной конструкции принимается в расчет свариваемость материалов.
Свариваемость - технологическое свойство материалов (металлов) или их сочетаний образовывать в процессе сварки соединения, отвечающие конструктивным и эксплуатационным требованиям к ним. Как правило, конструктивные и эксплуатационные требования, предъявляемые к сварным соединениям, определяются свойствами используемых материалов, поэтому часто под свариваемостью понимают способность материалов образовывать в процессе сварки соединения, не уступающие по своим свойствам свариваемым материалам. В общем случае свариваемость материала есть комплексное свойство и оно тем выше, чем проще технология сварки, чем больше число способов сварки может быть использовано для соединения материала, чем шире область параметров режимов, обеспечивающих заданные требования к свойствам соединения, чем шире номенклатура изделий, для которых могут быть использованы сварные соединения из данного материала. Как и всякое комплексное свойство, свариваемость определяется составом, физико-химическими и механическими свойствами материалов. Чем хуже свариваемость материала, тем сложнее технология сварки, тем больше мероприятий необходимо применять для получения качественного сварного соединения.
|
|
|
При оценки технологичности конструкции с точки зрения расположения, конфигурации, числа сварных швов, конструктивного оформления свариваемых элементов исходят из того, что технологичная конструкция должна содержать минимальное число сварных швов, протяженность их должна быть минимально возможной, пересечения сварных швов должны отсутствовать или число их должно быть незначительным. Увеличение числа сварных швов и их протяженности, наличие пересечения швов может приводить к значительным концентрациям напряжений, снижению прочности, деформациям узла.
Наиболее технологичными по конфигурации являются прямолинейные и кольцевые (меридиональные) швы, расположенные на плоских поверхностях и телах вращения - цилиндрах, конусах, сферах. Наличие таких швов позволяет применять стандартное, серийно выпускаемое сварочное оборудование - сварочные автоматы, манипуляторы, стенды, более простую унифицированную сварочную оснастку, позволяет механизировать и автоматизировать процесс сварки узлов в условиях даже мелкосерийного производства. Наличие швов сложной конфигурации, расположенных на плоских поверхностях или телах вращения, на поверхностях сложной кривизны, требует в ряде случаев применения специальной сварочной оснастки. Механизация и автоматизация процесса сварки таких швов представляет определенные трудности, и в условиях мелкосерийного производства сварка швов сложной конфигурации чаще всего ведется вручную. Расположение сварных швов должно быть таким, чтобы обеспечивался свободный доступ к ним сварочных головок, электродов и инструмента, свободный доступ для сборки и монтажа съемной сварочной оснастки, осмотра и контроля, устранения дефектов, механической обработки, если она необходима. Большое значение на качество сварки оказывает соотношение толщин соединяемых элементов деталей и количество свариваемых одновременно деталей. При сварке плавлением не рекомендуется соединение трех и более деталей одним швом, желательно, чтобы толщина соединяемых элементов была одинаковой или отличалась незначительно. Толщина свариваемых деталей влияет на выбор вида сварки. Соотношение толщин и число деталей в соединении при контактной точечной и шовной сварке зависят от категории соединения и регламентируются производственными инструкциями и техническими условиями.
|
|
|
Конструктивное оформление сварных швов должно соответствовать нормалям и стандартам.
При сварке плавлением наиболее технологичны стыковые соединения: они имеют высокую прочность как при статических, так и при знакопеременных нагрузках, чем и объясняется широкое применение их в конструкциях. Соединения в тавр обладают значительно меньшей прочностью, особенно при знакопеременных нагрузках. Соединения внахлестку просты в изготовлении и достаточно технологичны. Однако прочность этих соединений, особенно усталостная - невелика. Эти соединения применяются редко, только тогда, когда невозможно другое конструктивное решение.
В случае изменения конструкции узла в целях повышения его технологичности рассчитываются некоторые количественные показатели технологичности, такие, например, как уменьшение протяженности сварных швов (абсолютное или на единицу веса конструкции), повышение степени механизации процесса (отношение длины швов, выполненных механизированным способом, к общей протяженности сварных швов) и др.. Окончательной оценкой эффективности предлагаемого конструктивного изменения является величина уменьшения технологической себестоимости конструкции.
|
|
|
|
|
Дата добавления: 2014-11-20; Просмотров: 2138; Нарушение авторских прав?; Мы поможем в написании вашей работы!