КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Окислительное изнашивание, изнашивание вследствие деформации, диспергирования и выкрашивания
|
|
|
|
Окислительное изнашивание происходит в том случае, когда на соприкасающихся поверхностях образуются пленки окислов, которые в процессе трения разрушаются и вновь образуются; продукты изнашивания состоят из окислов. От других видов коррозионно-механического изнашивания оно отличается отсутствием агрессивной среды, протекает при нормальных и повышенных температурах при трении без смазочного материала или при недостаточном его количестве. Интенсивность изнашивания может быть весьма значительной, но поверхности трения сохраняют малую шероховатость; это объясняется тем, что окислы препятствуют схватыванию поверхностей. При комнатной температуре окисление поверхностей активизируется пластической деформацией, поэтому одним из методов борьбы с окислительным изнашиванием является создание поверхностей трения с высокой твердостью.

|
Для окислительного изнашивания необходимо, чтобы промежуток времени между последовательными разрушениями пленки был достаточен для образования пленки относительно большой толщины. Естественно, что в случае циклического разрушения окислов высокой твердости изнашивание будет носить характер абразивного.
Окислительному изнашиванию подвергаются калибры, детали шарнирно-болтовых соединений тяг и рычагов механизмов управления; шарнирно-болтовые соединения подвесных устройств машин, работающих без смазочного материала; металлические колеса фрикционных передач и чашки вариаторов, а также некоторые детали в парах трения качения. В ряде случаев интенсивность окислительного изнашивания можно уменьшить, сменив смазочный материал, понизив температуру узла.
|
|
|
Повышение температуры способствует росту окисных пленок, а вибрация — их разрушению. С интенсивным окислительным изнашиванием в подобных условиях приходится встречаться, например, в деталях крепления выхлопных коллекторов авиационных двигателей внутреннего сгорания (рис. 4.3). Казалось бы, что применение коррозионно-стойкой стали должно дать дополнительный эффект, однако аустенитные стали, помимо склонности их к схватыванию, быстро окисляются в процессе трения.
Изнашивание вследствие пластической деформации. Этот вид изнашивания (смятие) заключается в изменении размеров или формы детали в результате пластической деформации ее микрообъемов. Смятие является характерным видом повреждения шпоночных пазов и шпонок, шлицевых соединений, штифтов и упоров, резьбовых соединений и других деталей, Пластическая деформация вызывается либо
|
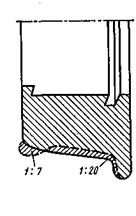
Рис. 4.5. Профиль бандажа колеса электровоза нового (сплошная линия) и изношенного (штриховая линия)
либо чрезмерными допускаемыми напряжениями, либо случайными значительными перегрузками. Во избежание смятия шпоночных пазов и среза шпонок (по опыту эксплуатации металлорежущих станков) для неподвижных соединений при стальной ступице рекомендуется выбирать допускаемые напряжения смятия 1,5 ГПа при знакоперемен-
ной нагрузке с толчками и 2 ГПа при постоянной нагрузке. При чугунной ступице допускаемые напряжения ниже на 60%.
Смятие характерно для деталей, входящих в контакт с ударом. К ним относятся, например, регулировочные болты коромысел приводов клапанов и седла шаровых клапанов (рис. 4.4).
В тихоходных зубчатых передачах с колесами из сталей невысокой твердости возникают значительные пластические деформации с образованием канавок по полюсной линии у ведущих зубьев. Под действием высоких контактных напряжений разрушается масляная пленка, и происходит течение поверхностных слоев металла в направлении скольжения. Впрочем, не исключается такое течение и при неповрежденной масляной пленке. Повышением вязкости масла можно уменьшить силы трения и интенсивность пластической деформации. Вообще же рекомендуется применять стали большей твердости.
|
|
|
В колесах конических и гипоидных передач пластическая деформация вязкого, а иногда твердого материала, проявляется в результате ударного приложения нагрузки к зубьям одного или обоих сопряженных колес и имеет вид борозд, от которых металл течет через кромку зуба с образованием волнистого наплыва — заусенцев. На зубьях шестерен гипоидных передач и крайне редко на зубьях колес наблюдаются следы пластической деформации при значительных различиях твердости поверхностей зубьев.
Из стальных деталей пластической деформации подвержены рельсы, бандажи колес подвижного состава железных дорог. При эксплуатации рельсов на железнодорожных путях вследствие прокатывающего (качение со скольжением) действия колес под нагрузкой, удара колес на стыках и неуравновешенных инерционных сил механизма локомотива пластическая деформация распространяется на глубину почти всей головки рельса  и сопровождается отчетливо различаемым смятием верха и рабочих краев головки.
и сопровождается отчетливо различаемым смятием верха и рабочих краев головки.
Буксование колес, трение о тормозные колодки, удары на стыках рельсов и на стрелках при высокой нагрузке на колесо свойственны колесным парам (скатам) тепловозов и электровозов и служат причинами пластического деформирования бандажей (рис. 4.5), изготовленных обычно из среднеуглеродистой стали. Особенно интенсивно изнашивается гребень по внутреннему контуру и примыкающий к нему участок с уклоном 1:20; со стороны фаски имеется наплыв металла.
Образование вмятин и углублений на поверхностях трения— один из видов повреждения подшипников качения. При сдавливании посторонних частиц, попавших между телами качения и кольцами, могут образоваться вмятины на дорожках качения.
Ударная, а также особо тяжелая нагрузка может вызвать местную деформацию кольца в контакте с шариками или роликами— особый вид пластической деформации на дорожках качения, известный под названием бринеллирования.
|
|
|
В роликовых и шариковых опорных устройствах поворотных частей портальных и других кранов несущие кольца обычно большого диаметра выполняют из проката или литья. При недостаточной твердости материала кольца под действием нагрузки его поверхность может пластически деформироваться, а затем разрушиться (отслаивание вследствие перенаклепа).
Постепенное развитие макродеформации под нагрузкой, чаще всего динамического характера, наблюдается у вкладышей и втулок, обычно изготовляемых из цветных металлов, и проявляется в смещении металла за пределы поверхности соприкосновения с неподвижной контрдеталью в осевом направлении. Это является причиной ослабления прессовой посадки и приводит к увеличению зазора в подвижном сопряжении.
Одним из видов повреждений подшипников скольжения является выдавливание баббитового слоя, которое связано с его низкой твердостью либо с чрезмерными нагрузками на подшипник, возникающими в числе других причин вследствие дефектов монтажа или из-за недостаточной жесткости узлов. Сопротивление смятию баббитового слоя повышается с уменьшением его толщины.
В антифрикционном слое из мягких подшипниковых сплавов происходит иногда постепенное перемещение поверхностных слоев в направлении скольжения под действием сил трения, что приводит к изменению размеров подшипника, погрешностям формы рабочей поверхности, образованию трещин в баббитовом слое в местах расположения пазов для крепления баббита и заволакиванию смазочных канавок и отверстий. Эта деформация развивается только во время работы подшипника и, по-видимому, в значительной степени связана с динамическим силовым воздействием. Повышенные температуры и пластифицирующее действие смазочного материала облегчают условия пластического течения поверхностных слоев антифрикционного сплава.
Интенсивное течение материала под действием сил трения обнаруживается даже у чугуна. Так, у поршневых колес двигателей внутреннего сгорания после износа на глубину фаски образуется заусенец за пределами нижней опорной поверхности кольца. Разрушение заусенца несколько усиливает абразивное изнашивание цилиндров.
|
|
|
Изнашивание вследствие диспергирования. Многие трущиеся детали не имеют на рабочих поверхностях следов схватывания и заметных царапин; они работают при достаточно хорошем смазывании и умеренных температурах. В тонких поверхностных слоях таких деталей не происходит каких-либо химических и структурных изменений. При этих условиях разрушение поверхностного слоя происходит в результате диспергирования (измельчения) отдельных участков контакта. Интенсивность этого вида изнашивания невысока, а шероховатость поверхности деталей малая.
Процесс изнашивания протекает так: на площадках фактического контакта материал подвергается многократной упругой и пластической деформации, что приводит к разупрочнению, разрыхлению в отдельных местах структуры материала с последующим отделением небольших блоков. Процесс разрыхления, вероятно, подобен процессу зарождения и развития усталостной трещины в детали под действием циклических нагрузок. Поверхностная пластическая деформация приводит также к охрупчиванию материала на отдельных микроучастках и его выкрашиванию. Не исключаются повреждения, связанные с взаимным внедрением микроучастков поверхностей без разрушения масляной пленки.
Изнашиванию вследствие диспергирования подвергаются хорошо смазываемые шарнирно-болтовые соединения, валики различных агрегатов и сопряженные с ними подшипники, поршневые пальцы прицепных шатунов, пары трения топливной аппаратуры и др.
Диспергирование рабочих поверхностей может происходить также в случае жидкостной смазки. Так, поверхность шипа при вращении, переходя из ненагруженной зоны в нагруженную, испытывает переменное давление, влияющее на циклы напряжений изгиба. При высокой частоте вращения и относительно большой длительности работы, когда суммарное число циклов исчисляется десятками миллионов, легко допустить накопление субмикроскопических дефектов даже при весьма низких напряжениях, что в совокупности с адсорбционно-расклинивающим эффектом приводит к износу поверхности при малой интенсивности изнашивания.
Изнашивание в результате выкрашивания вновь образуемых структур. При тяжелых условиях работы на поверхностях трения происходят физико-химические изменения. Они являются результатом пластического деформирования, повышения температуры слоев металла, прилегающих к зоне контакта, последующего быстрого охлаждения и химического действия окружающей среды. Эти физико-химические изменения, заключающиеся в образовании новых структур, в свою очередь изменяют вид взаимодействия и характер разрушения поверхностей.
На поверхностях трения стальных и чугунных деталей иногда образуются блестящие белые пятна или полосы, полностью или почти не травящиеся обычными металлографическими реактивами. Эти образования, открытые В. П. Кравз-Тарнавским в 1928 г., получили наименование белого слоя. Твердость белых слоев того же порядка, что и материала детали, но бывает значительно выше твердости мартенсита среднеуглеродистой стали. Слой отличается высокой хрупкостью, структура слоя высокодисперсная. В зависимости от условий образования белые слои могут состоять из мартенсита, смеси аустенита и мартенсита, цементита и феррита и из других сочетаний структур. На одной детали могут быть разные по структуре белые слои, образующиеся вследствие быстро протекающих термических либо химико-термических процессов.
Образованию белого слоя способствуют также воздух и смазочный материал. Встречаются белые слои, содержащие азот и кислород, а также насыщенный углеродом аустенит и сложного состава карбиды. Очаги с повышенным содержанием углерода на поверхности образуются в результате диффузии его из более глубоких слоев материала или вследствие разложения смазочного масла.
Пластическая деформация стимулирует диффузионную активность металла вследствие образования микро- и субмикро-дефектов (микротрещин, микропор и вакансий), а также относительно значительных перемещений металла и обнажения юве-нильных поверхностей.
Одновременно с образованием белого слоя возникают внутренние напряжения, которые совместно с рабочими напряжениями приводят к растрескиванию слоя и выкрашиванию его отдельных частиц. Продукты изнашивания, попадая в зазоры между сопряженными деталями, могут вызывать интенсивное, доходящее до катастрофического, изнашивание.
Белые слои образуются на рабочих поверхностях рельсов и бандажей колес локомотивов и вагонов, на зубьях шестерен, подшипниках качения, поршневых кольцах двигателей внутреннего сгорания, на лопатках быстроходных керосиновых насосов и их корпусах и других деталях. Белый слой обнаруживается при обработке сталей при скоростях резания 12— 27 м/мин и несколько выше, при шлифовочных ожогах, наклепе, а также под воздействием горячих газовых струй. Белые слои искусственно создают при электроупрочнении для повышения износостойкости деталей и упрочнения инструмента.
Образование и выкрашивание белого слоя в некоторых случаях является основным видом изнашивания бандажей железнодорожных колес. Высокие нагрузки в контакте, значительное теплообразование во время проскальзывания колеса по рельсу, дополнительный нагрев при торможении, быстрое охлаждение в результате теплоотвода во внутрь металла — факторы, способствующие образованию белой фазы. Низкие температуры в зимнее время могут влиять на глубину закаленного слоя и его твердость.
Белый слой является характерным проявлением образования новых структур. Помимо него в процессе трения в связи с температурным воздействием возможны коагуляция структурных составляющих, закалка и отпуск, что может привести к образованию ультрамикроскопических трещин.
На вкладышах подшипников с антифрикционным слоем оловянного баббита иногда образуется напоминающая по внешнему виду нагар твердая корка, не поддающаяся действию напильника и шабера. Чаще такая корка толщиной в наиболее нагруженной части подшипника до 0,4 мм встречается в мо-тылевых и головных подшипниках дизелей. По данным химического анализа она содержит окислы олова, меди, сурьмы и небольшое количество углеродистых веществ. Твердость корки определяется содержанием наиболее твердого из окислов — окисла олова. Причины образования корки —местные повторяющиеся перегревы поверхностей трения вследствие недостаточного смазывания либо наличие воздуха в масле. Эта корка имеет высокую износостойкость, однако при разрушении ее крупные частицы будут действовать как абразив.
|
|
|
|
|
Дата добавления: 2014-12-08; Просмотров: 1998; Нарушение авторских прав?; Мы поможем в написании вашей работы!