КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Газовое пламя
Классификация видов сварки по техническим признакам.
Классификация видов сварки по физическим признакам.
Классификация видов сварки
Теория сварочных процессов
Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании или пластическом деформировании.
В настоящее время существует более 150 видов сварочных процессов, которые классифицируются по различным признакам.
В зависимости от формы энергии, используемой для образования сварного соединения, сварочные процессы делятся на три класса: термический, механический и термомеханический.
К термическому классу относятся такие виды сварки, которые осуществляются плавлением с использованием тепловой энергии.
Дуговая сварка — сварка плавлением, при которой нагрев осуществляют электрической дугой. Особым видом дуговой сварки является плазменная сварка, при которой нагрев осуществляют сжатой дугой.
Газовая сварка — сварка плавлением, при которой кромки соединяемых частей нагревают пламенем газов, сжигаемых на выходе горелки для газовой сварки.
Электрошлаковая сварка — сварка плавлением, при которой  для нагрева металла используют тепло, выделяющееся при прохождении электрического тока через расплавленный электропроводный шлак.
для нагрева металла используют тепло, выделяющееся при прохождении электрического тока через расплавленный электропроводный шлак.
При электронно-лучевой сварке для нагрева соединяемых частей используют энергию электронного луча. Тепло выделяется за счет бомбардировки зоны сварки направленным электронным потоком.
Местное расплавление соединяемых частей при лазерной сварке осуществляют энергией светового луча, полученного от оптического квантового генератора — лазера.
При термитной сварке используют тепло, образующееся в результате сжигания термит-порошка, состоящего из смеси алюминия и окиси железа.
К механическому классу относятся такие, при которых используется механическая энергия.
Холодная сварка — сварка давлением при значительной пластической деформации без внешнего нагрева соединяемых частей.
Сварка взрывом — сварка, при которой соединение осуществляется в результате вызванного взрывом соударения быстро движущихся частей.
Ультразвуковая сварка — сварка давлением, осуществляемая при воздействии ультразвуковых колебаний.
Сварка трением — сварка давлением, при которой нагрев осуществляется трением, вызываемым вращением свариваемых частей друг относительно друга.
К термомеханическому классу — осуществляемые с использованием тепловой энергии и давления.
Для образования сварного соединения применяют различные источники энергии: сварочную дугу, газовое пламя, давление к соединяемым деталям, нагрев деталей и давление, трение поверхностей свариваемых деталей.
Основным видом термомеханического класса является контактная сварка — сварка с применением давления, при которой нагрев осуществляют теплом, выделяемым при прохождении электрического тока через находящиеся в контакте соединяемые части.
Диффузионная сварка — сварка давлением, осуществляемая взаимной диффузией атомов контактирующих частей при относительно длительном воздействии повышенной температуры и при незначительной пластической деформации.
При прессовых видах сварки соединяемые части могут нагреваться пламенем газов, сжигаемых на выходе сварочной горелки (газопрессовая сварка), дугой (дугопрессовая сварка), электрошлаковым процессом (шлакопрессовая сварка), индукционным нагревом (индукционно-прессовая сварка), термитом (термитно-прессовая сварка) и т. п.
Металл в процессе сварки подвергается воздействию воздуха. Газы воздуха проникают в расплавленный металл, и в результате внутри сварного соединения образуются различные дефекты, что приводит к уменьшению прочности шва. Поэтому следующий признак классификации видов сварки — способ защиты металлав зоне сварки.
Существуют различные способы защиты сварочной ванны:
· с помощью электродного покрытия;
· защитного газа (углекислого, аргона, гелия);
· под слоем специального порошка — флюса;
· в вакууме.
В зависимости от степени механизации процесса сварки различают
· ручную сварку,
· полуавтоматическую (механизированную),
· автоматическую.
По продолжительности процесса различают:
· непрерывные;
· прерывистые
Контрольные вопросы:
1. Что называется сваркой?
2. Какие классы, и какие формы энергии используют для образования сварного соединения?
3. Какие виды сварки соответствуют каждому классу?
Контрольное задание:
1. Представьте изученный материал в виде схемы, отражающей смысловые связи.
 2.2 Сварочная дуга
2.2 Сварочная дуга
|
Расстояние между электродом и металлом заполнено нейтральными атомами воздуха. Воздух при нормальных условиях не проводит электрический ток. Проводимость любого материала зависит от количества находящихся в нем свободных частиц — электронов и ионов.
Электроны, положительные и отрицательные ионы в газах возникают при воздействии на них тепла, электрического поля, ультрафиолетовых лучей и т. д. Процесс образования электронов и ионов называется ионизацией. Прохождение электрического тока через газы называется электрическим газовым разрядом (рис.1).
При соприкосновении торца электрода с металлом происходит короткое замыкание. Торец электрода сильно нагревается за счет теплоты, которая выделяется при прохождении электрического тока через контакт, имеющий большое сопротивление. В момент отрыва электрода с его торца начинают отрываться электроны (это явление называется термоэлектронной эмиссией).
Электроны, двигаясь со скоростью света к противоположному полюсу через воздушный промежуток сталкиваются с атомами воздуха и разбивают их на положительные и отрицательные ионы. При этом выделяется большое количество тепла и лучистой энергии — ультрафиолетовых лучей. Температура дуги достигает 7000°С. Образовавшиеся положительные и отрицательные частицы двигаются к противоположным полюсам. Часть положительных ионов достигает катодного пятна, а другая часть не достигает и, присоединяя к себе электроны, становится атомами (процесс образования нейтральных атомов называется рекомбинацией).
 Таким образом, воздушный промежуток между торцом электрода и металлом заполняется заряженными частицами и начинает проводить сварочный ток, т. е. образуется дуга. Процесс возникновения дуги длится всего доли секунды (рис.2).
Таким образом, воздушный промежуток между торцом электрода и металлом заполняется заряженными частицами и начинает проводить сварочный ток, т. е. образуется дуга. Процесс возникновения дуги длится всего доли секунды (рис.2).
|
Необходимыми условиями для устойчивого горения дуги являются:
1. Наличие источника питания дуги, который позволяет быстро нагреть катод до температуры, необходимой для выхода электронов. Для этого источник питания должен иметь напряжение, необходимое для зажигания дуги 60—80 В (напряжение холостого хода).
2. Наличие необходимой степени ионизации в промежутке между электродом и металлом. Для повышения степени ионизации..
Дуга, горящая без обрывов, называется стабильной. Стабильность горения дуги зависит от ряда причин: от длины дуги, рода тока, напряжения холостого хода, состава обмазки и т. Д
Сварочная дуга состоит из трех основных зон: катодной, анодной и столба дуги. В процессе горения дуги на электроде и металле образуются наиболее нагретые участки. Участок на катоде называется катодным пятном, а на аноде — анодным пятном. Каждая зона характеризуется определенными процессами, имеет свою температуру, длину (рис.3).
 | |||
 | |||
Катодное пятно является источником излучения электронов. Температура катода равна 3000°С и близка к температуре кипения материала электрода (для железа — 3500°С). В катодном пятне выделяется около 36% общего количества теплоты дуги
Столб дуги имеет температуру 7000°С. В нем имеются движущиеся электроны, положительные и отрицательные ионы. В столбе дуги выделяется около 21% общего количества теплоты дуги.
Анодное пятно представляет собой место входа электронов. Оно имеет температуру чуть больше катодного пятна, равную 4000°С, так как при ударе электронов на аноде выделяется больше тепла, чем при отрыве электронов на катоде. Таким образом, на аноде выделяется около 43% общего количества теплоты дуги.
Классификация сварочной дуги по подключению к источнику питания
В зависимости от числа электродов и способов включения электродов и свариваемой детали в электрическую цепь различают следующие виды сварочных дуг (рис. 4):
прямого действия, когда дуга горит между электродом и изделием, — используется при: а) дуговой сварке покрытыми электродами; б)при сварке неплавящимся электродом в защитных газах; в)при сварке плавящимся электродом под флюсом или в защитных газах;
косвенного действия, когда дуга горит между двумя электродами, а свариваемое изделие не включено в электрическую цепь, — используется при специальных видах сварки и атомно-водородной сварке и наплавке;
Комбинированная (трехфазная) дуга, возбуждаемая между двумя электродами, а также между каждым электродом и основным металлом, — используется при сварке спиралешовных труб на станках автоматической сварки под флюсом.
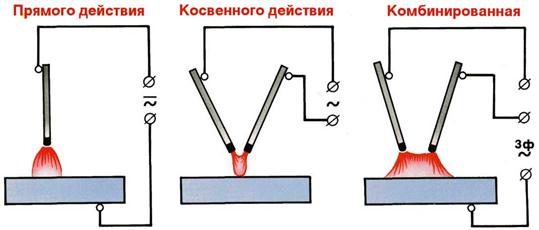 |
Рис.4 а — прямого действия; б — косвенного действия;
в — комбинированная (трехфазная)
Классификация сварочной дуги по полярности постоянного тока
По роду тока различают дуги, питаемые переменным и постоянным током. При применении постоянного тока различают сварку на прямой и обратной полярности (рис. 5). В первом случае электрод подключается к отрицательному полюсу и служит катодом, а изделие — к положительному полюсу и служит анодом; во втором случае электрод подключается к положительному полюсу и служит анодом, а изделие — к отрицательному и служит катодом. В зависимости от материала электрода различают дуги между неплавящимися электродами (угольными или вольфрамовыми) и плавящимися металлическими электродами.
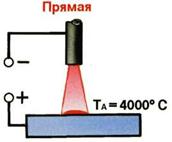 |  | ||
Рис. 5
Классификация сварочной дуги по составу электродного металла
По составу материала электрода — дуга с плавящимся и неплавящимся электродом (рис.6);
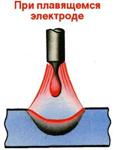

Рис. 6
Классификация сварочной дуги по степени сжатия
по степени сжатия столба дуги — свободная и сжатая дуга (рис.7);
 | |||
 | |||
Рис. 7
Классификация сварочной дуги по длине
По длине дуги различают короткая, нормальная и длинная (рис. 8)
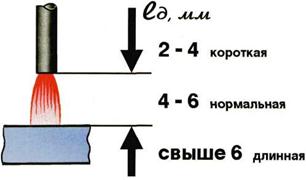 |
Рис. 8
Контрольные вопросы:
1. Что называется сварочной дугой?
2. Какие условия необходимы для устойчивого горения дуги?
3. По каким признакам классифицируется сварочная дуга?
4. Какими зонами характеризуется сварочная дуга?
Контрольное задание:
1. Представьте классификацию сварочной дуги в виде схемы, отражающую смысловые связи.
2. Определите возможность использования данного материала на практике при выполнении сварочных работ.
При газопламенной обработке (сварке, резке, поверхностной обработке, пайке) в качестве источника тепла используется газовое пламя — пламя горючего газа, сжигаемого для этой цели в кислороде в специальных горелках.
В качестве горючих газов используют ацетилен, водород, пропан, природные газы, нефтяной газ, пары бензина, керосина и др. Наиболее высокую температуру по сравнению с пламенем других газов имеет ацетилено-кислородное пламя, поэтому оно нашло наибольшее применение.
Ацетилен (С2Н2) является химическим соединением углерода и водорода. Его получают в специальных аппаратах — газогенераторах при взаимодействии воды с карбидом кальция (СаС2). Реакция разложения карбида кальция с образованием газообразного ацетилена и гашеной извести протекает со значительным выделением теплоты Q:
СаС2 + 2Н2О = С2Н2 + Са(ОН)2 + Q
При разложении 1 кг карбида кальция образуется 0,25 — 0,3 м3 ацетилена.
Карбид кальция получают в электрических дуговых печах при температуре 1900 — 2300 °С сплавлением кокса с негашеной известью по реакции
СаО + ЗС = СаС2 + СО.
Ацетилено-кислородное пламя состоит из трех зон (рис.9):
1. ядра пламени,
2. средней восстановительной зоны,
3.  факела пламени — окислительной зоны
факела пламени — окислительной зоны
4.
Ядро представляет собой газовую смесь сильно нагретого кислорода и диссоциированного (разложенного) ацетилена
2С + Н2 + О2,
ядро выделяется резким очертанием и ярким свечением. Горение начинается на внешней оболочке ядра и продолжается во второй зоне. В зоне 2 происходит первая стадия сгорания ацетилена за счет кислорода, поступающего из баллона по реакции
2С + Н2 + О2  2СО + Н2.
2СО + Н2.
Углерод сгорает не полностью, а водород, как имеющий меньшее сродство к кислороду по сравнению с углеродом, в этой зоне не окисляется (не сгорает).
Зона 2, имеющая самую высокую температуру и обладающая восстановительными свойствами, называется сварочной или рабочей зоной. В зоне 3 (факеле) протекает вторая стадия горения ацетилена за счет атмосферного кислорода по реакции.
2СО + Н2 + 3/2О2 = 2СО2 + Н2О.
Углекислый газ и пары воды при высоких температурах окисляют железо, поэтому эту зону называют окислительной.
Для полного сгорания одного объема ацетилена требуется два с половиной объема кислорода: один объем поступает из кислородного баллона и полтора объема — из воздуха. Количество тепла в джоулях, получаемое при полном сгорании 1 м3 газа, называется теплотворной способностью.
Газовое пламя нагревает металл, вследствие процессов теплообмена — вынужденной конвекции и излучения.
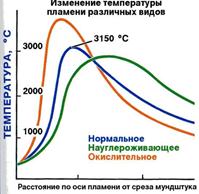
Тепловые характеристики газового пламени (температура, эффективная тепловая мощность, распределение теплового потока пламени по пятну нагрева) зависят от теплотворной способности горючего газа, чистоты кислорода и их соотношения в смеси.

Нормальное пламя. Ядро - резко очерченное, цилиндрической формы с плавным закруглением, ярко светящейся оболочкой, четко выражены все три зоны. Используют для сварки большинства сталей, сплавов и цветных металлов
|
|
|
 Науглероживающее пламя. Ядро теряет резкость очертания, на конце появляется зеленый венчик, восстановительная зона бледнеет и почти сливается с ядром. Факел желтеет. Используют для сварки чугуна, наплавки твердыми сплавами
Науглероживающее пламя. Ядро теряет резкость очертания, на конце появляется зеленый венчик, восстановительная зона бледнеет и почти сливается с ядром. Факел желтеет. Используют для сварки чугуна, наплавки твердыми сплавами
 |
|
Газовое пламя является рассредоточенным источником тепла. Наибольший тепловой поток на оси ацетилено-кислородного пламени обычной сварочной горелки в 8— 12 раз меньше, чем у открытой сварочной дуги примерно одинаковой эффективной мощности, поэтому газовое пламя нагревает металл медленнее и плавнее, чем сварочная дута
Контрольные вопросы:
1. Из каких зон состоит сварочное пламя?
2. Как распределяются температура в газовом пламени?
3. Какие виды пламени вы знаете?
4. Какими зонами характеризуется сварочное пламя?
|
|
Дата добавления: 2014-12-10; Просмотров: 4361; Нарушение авторских прав?; Мы поможем в написании вашей работы!