КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
И приспособлений на точность обработки
|
|
|
|
Влияние погрешностей режущего инструмента
Определение жесткости заготовки.
Жесткость технологической системы.
Влияние погрешностей режущего инструмента и приспособлений на точность обработки.
План
ЛЕКЦИЯ 10
Точность обработки непосредственно связана с точностью изготовления режущего инструмента в двух случаях:
1. При использовании мерного инструмента (сверл, зенкеров, разверток и т.п.).
2. При использовании профильного инструмента (фасонных резцов, фрез и т.п.).
Дополнительное увеличение (разбивка) диаметра отверстия может вызываться биением режущей части инструмента относительно основной конструкторской базы (рис. 10.1,а), смещением переклички сверла
(рис. 10.1,б); неодинаковостью углов в плане у режущих кромок (рис. 10.1,в).
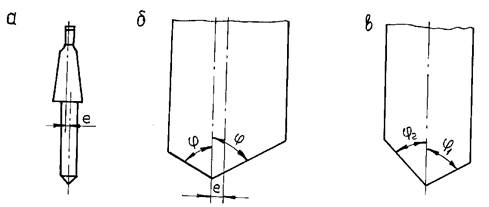
Рис. 10.1. Погрешности изготовления мерного инструмента
Погрешности профиля фасонных резцов и фрез также непосредственно сказываются на точности обрабатываемой поверхности (pис. 10. 2).
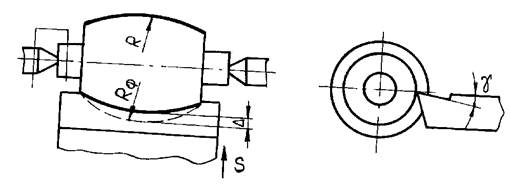
Рис. 10.2. Влияние погрешностей изготовления фасонного инструмента
на точность обработки
В ряде случаев установить связь между погрешностями изготовления инструмента и погрешностями детали, ими вызываемыми, удается установить лишь расчетным путем. Такие задачи обычно решаются конструкторами–инструментальщиками.
Так, например, ошибка, допущенная при заточке фасонного резца по передней грани  , приводит к искажению профиля изделия.
, приводит к искажению профиля изделия.
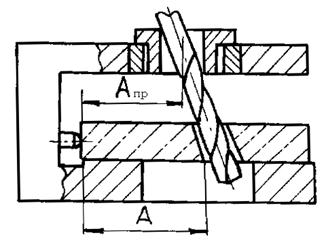
Рис. 10.3. К влиянию погрешностей изготовления приспособлений
на точность обработки
В ряде случаев точность обработки снижается из–за погрешностей изготовления приспособлений, наличия зазоров между деталями приспособлений. Например, при сверлении отверстия в кондукторе точность размера А (рис. 10.3) зависит от точности размера  приспособления, зазора между постоянной и сменной кондукторными втулками, соосности наружных и внутренних поверхностей втулок, а также зазора между сверлом и сменной кондукторной втулкой.
приспособления, зазора между постоянной и сменной кондукторными втулками, соосности наружных и внутренних поверхностей втулок, а также зазора между сверлом и сменной кондукторной втулкой.
|
|
|
|
|
Дата добавления: 2014-12-16; Просмотров: 339; Нарушение авторских прав?; Мы поможем в написании вашей работы!