КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Химико-термическая обработка стали
|
|
|
|
Химико-термической обработкой называют процесс изменения химического состава, микроструктуры и свойств поверхностного слоя стальных изделий насыщением тем или иным веществом при высокой температуре. Твердость поверхностных слоев повышается при достаточно вязкой сердцевине. Такими видами обработки являются цементация, азотирование, цианирование, диффузионная металлизация.
Цементация. При цементации поверхность изделий из малоуглеродистых сталей с 0,1–0,3 % С насыщается углеродом на глубину 0,5–2,5 мм. Содержание углерода на поверхности металла достигает 1 %.
Изделия помещают в огнеупорный ящик и засыпают цементационной смесью из активизированного угля и углекислой соли К2СО3, Na2CO3 или ВаСО3. В течение 8–10 часов ящик выдерживают в печи при 880–950 °С, в котором образовавшийся из смеси углерод диффундирует в кристаллическую решетку y-Fe, образуя аустенит. Можно выполнять газовую цементацию, нагревая стальные детали в газовых смесях с СО, СКЦ и других в течение 5–7 часов.
После цементации изделия подвергают закалке на мартенсит с последующим низким отпуском. Цементация повышает твердость поверхностного слоя стального изделия до 580–650 НВ.
Азотирование. При азотировании поверхностный слой стальных изделий насыщается азотом. Оно осуществляется в атмосфере аммиака (NH3) в течение 60 часов при 500–600 °С и достигает глубины 0,3–0,6 мм. Азотируются стали, легированные хромом, молибденом или алюминием. Сталь приобретает повышенные коррозионную стойкость, износостойкость и предел усталости. Твердость ее достигает 1200 HV, а после цементации она составляет 900 HV.
Цианирование. При цианировании поверхностный слой стальных изделий насыщают азотом и углеродом. Их нагревают в расплавленных цианистых солях NaCN или KCN или в газовой среде, состоящей из смеси СН4 и NH3.
|
|
|
Различают высокотемпературную обработку при 850–950 °С и низкотемпературную при 500-600 °С.
При низкотемпературном цианировании поверхностный слой насыщается преимущественно азотом на глубину 0,01–0,04 мм и имеет твердость 1000 HV. Его применяют для обработки режущих инструментов из быстрорежущих сталей.
При высокотемпературном цианировании толщина насыщенного слоя составляет 0,6–1,8 мм. После обработки детали подвергают закалке, а затем отпуску. Твердость составляет 50–92 HRC. Цианированная поверхность по сравнению с цементированной имеет более высокую твердость, износостойкость и коррозионную стойкость.
Диффузионная металлизация. При диффузионной металлизации поверхность изделия насыщается алюминием (алитирование), хромом (хромирование), кремнием (силициро-вание), бором (борирование).
При алитировании детали приобретают повышенную коррозионную стойкость; при хромировании – стойкость в газовой среде, морской воде и кислотах; при силицировании – высокую кислотостойкость в соляной, серной и азотной кислотах; борирование придает верхнему слою твердость до 1800–2000 HV, повышенную износостойкость и коррозионную стойкость.
18 .5.5 Сварка, газовая резка и пайка металлов
Сварка металлов. Сварка представляет собой технологический процесс получения механически неразъемных соединений металлических изделий путем местного нагрева до плавления или до пластического состояния. С применением сварки изготавливают строительные металлоконструкции для мостов, гидротехнических сооружений, промышленных зданий и сооружений и др.
В зависимости от источника получения тепла, степени нагрева свариваемых деталей и технологии ведения процесса сварки ее подразделяют на следующие виды: электрическую (электродуговая, электроконтактная); химическую (газовая, термитная); электрохимическую (атомно-водородная); электромеханическую (кузнечная, давлением); лучевую (лазерная). В строительстве чаще всего применяют ручную электродуговую, газовую и электроконтактную виды сварки.
|
|
|
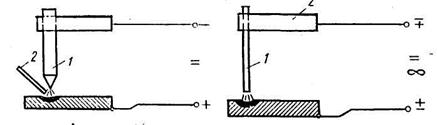
При электродуговой сварке (рисунки 18.21,18.22 для местного плавления свариваемых деталей используют тепловой эффект электрической дуги,
| которая возникает между свариваемым металлом и угольным электродом или свариваемым металлом и металлическим электродом. |
 При первом способе в качестве присадочного материала используется металлическая проволока, которая смешивается с основным материалом и образует сварочный шов. Температура дуги составляет 3800–3900 °С. Этот способ применяется при сварке тонколистовой углеродистой конструкционной стали, некоторых цветных металлов и их сплавов.
При первом способе в качестве присадочного материала используется металлическая проволока, которая смешивается с основным материалом и образует сварочный шов. Температура дуги составляет 3800–3900 °С. Этот способ применяется при сварке тонколистовой углеродистой конструкционной стали, некоторых цветных металлов и их сплавов.
При втором способе электродом является металлический стержень и он же служит присадочным материалом. Для защиты наплавленного металла от вредного воздействия кислорода и азота воздуха электроды защищаются различными покрытиями. Наиболее простым является смесь жидкого стекла и мела. Сварка осуществляется на переменном и постоянном токе. Температура дуги при металлическом электроде составляет 2400–2600 °С. Этот способ является основным в строительстве.
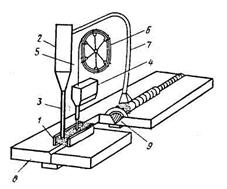
В настоящее время широко применяется автоматическая сварка под слоем флюса (рисунок 18.23). Состав флюса: 43–48 % МnО, 38–43 % SiO2, 9–10 % CaF2. Скорость сварки составляет 10–70 м/ч, производительность труда по сравнению с ручной повышается в 5–10 раз, улучшается качество шва.
При электроконтактной сварке к соединяемым изделиям прикладываются механические усилия и пропускается электрический ток напряжением 0,5–10 В. Выделяется большое количество тепла, которое разогревает изделия и происходит сварка.
По форме соединений различают следующие виды контактной сварки:стыковую, точечную, шовную или роликовую (рисунок18.24)
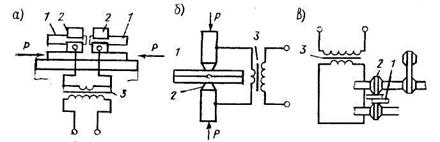
Рисунок 18.24 – Виды контактной сварки: а – стыковая, б – точечная, в – шовная, 1 – соединяемые детали, 2 – электроды, 3 – сварочный трансформатор, Р – усилие сжатия
|
|
|
При стыковой сварке свариваемые детали соединяются по всей поверхности соприкосновения. Изделия помещают в зажимы машины, прижимают друг к другу и пропускают электрический ток. Концы изделий разогревают до пластического состояния металла, затем выполняется их сжатие и сварка. Стыковая сварка применяется при сварке арматурной стали, рельсов, полос и пр.
При точечной сварке свариваемые части сжимаются между двумя медными электродами. Электрический ток проходит между электродами и металлом и разогревает его вплоть до температуры плавления в виде пятна в несколько миллиметров (точки). Этот вид сварки применяют при соединении арматурных стержней, листов внахлестку.
При шовной (роликовой) сварке электроды имеют форму роликов диаметром 40–350 мм, катящихся по изделию. Процесс сварки происходит непрерывно. Этот вид сварки применяется для соединения листов внахлестку.
При газовой сварке нагрев и расплавление кромок металла осуществляется за счет сгорания горючих газов в кислороде. Для этой цели применяют ацетилен, светильный газ, пары бензина, водород. Чаще всего применяют ацетилен. Кислород поставляется в баллонах, ацетилен в баллонах или получают на месте воздействием воды на карбид кальция. Смешивание ацетилена с кислородом осуществляется в горелке. Посредством газового пламени (температура 3100 °С) разогревают кромки свариваемых изделий и заполняют сварной шов металлом присадочной проволоки, расплавляемой одновременно с кромками основного металла. В строительстве газовую сварку применяют для сварки труб при монтаже систем газоснабжения, водоснабжения, отопления.
При газопрессовой сварке металлические изделия разогревают до оплавления специальной газовой горелкой и соединяют сжимающим усилием.
Газовая резка. При газовой резке твердый металл прожигают в струе сжатого кислорода, а образующиеся оксиды выдувают струей кислорода. Газовой резке поддаются металлы, у которых температура горения ниже температуры его плавления, чтобы сам металл не плавился, а продукты горения были жидкими и могли удаляться из реза. Хорошо поддаются резке железоуглеродистые сплавы с содержанием углерода до 0,7 %. Температура их горения ниже температуры плавления, а при содержании углерода более 0,7 % температура горения приближается к температуре плавления, и эти сплавы плохо поддаются резке. Высоколегированные стали и чугуны не поддаются резке, так как образуются тугоплавкие оксиды. В этом случае применяют кислородно-флюсовую резку. Вдувают специальные порошкообразные флюсы, состоящие чаще всего из железного порошка. При этом в процессе горения флюса образуются легкоплавкие комплексные соединения FeO·SiO2, FeO × Сг2О3 и др. Доступ кислорода к неокисленному металлу вследствие удаления тугоплавких оксидов облегчается.
|
|
|
Для меди и медных сплавов в качестве флюсов применяют фосфорные и в меньшей степени алюминиевые оксиды. Алюминий за счет термитной реакции повышает тепловой эффект.
Пайка металлов. Пайка – процесс соединения материалов в твердом виде припоями. Припои в расплавленном состоянии заполняют зазор между соединениями, смачивают их поверхности, а при охлаждении, кристаллизуясь, образуют паяный шов. В результате химических связей в контакте основной металл - припой образуется соединение материалов. Паяный материал и припой нагревают до температуры плавления припоя. Основной материал имеет температуру плавления выше температуры плавления припоя и остается в твердом состоянии.
Пайке поддаются все углеродистые и легированные стали, чугун, медь, никель, алюминий и другие металлы и сплавы.
Чаще всего применяются для пайки оловянно-свинцовые припои. Например, припой ПОС-40 содержит олова 40 % и свинца 60 % и имеет интервал плавления 235–183 °С.
Нагрев осуществляется в печах электросопротивления, газопламенных печах паяльниками периодического нагрева или электропаяльниками, в соляных ваннах, в расплаве припоя, газовыми горелками, паяльными лампами и др.
18.5.6 Металлы, стали и сплавы, применяемые в строительстве:
|
|
|
|
|
Дата добавления: 2014-12-16; Просмотров: 440; Нарушение авторских прав?; Мы поможем в написании вашей работы!