КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Правила оформления работы
ПРИЛОЖЕНИЕ
Ключение РГ, включение СОЖ.
Установ 2
Шпинделя и подачи, конец УП1
Смена инструмента
№022 Х46000 Z-60000 E * - подвод в нач. т. 9 цикла L02
№023 L02 D1000 Х26000 А 5500 РЗ000* -цикл L02 (2 прохода, пере-
крытие2 мм)
№024 S3 800 Т5 * - переключение шпинделя и РГ
№025 Х36000 Z4000 Е * - подвод в начальную т. 11 цикла L01
№026 L01 F4000 W-62000 Х30400 А0 Р400 С0 * - uuкл L01
№027 М09 * - выключение СОЖ
№028 М20 * - передача управления ПР
N029 М02 * - отвод суппорта в ИП, выключение
Управляющая программа №2
№001 S3 400 F400 Т2 М08 * - п=400 об/мин, So=0,4 мм/об, пере-
№002 X120000 Z-68000 E* - подвод к начальной т. 1 цикла L08
№003 Z-69000 * - подвод на рабочей подаче в нач. т. 1
№004 L08 А2000Р3500* - цикл L08 (4 прохода)
№005 Х88000 С2000* - точение торца с фаской
№006 Z -82000 Q3000 * - точение Æ90 с галтелью
№007 X121000 C3500 M17 * - точение торца с фаской
|
(п=600об/мин, So=0,1 мм/об)
№009 Z –68000 Е* - подвод к начальной т. 3 цикла L10
№010 Х82000 Е *
№011 Z-70000* - подвод в нач. т. З на рабочей подаче
№012 L10 В5 * - цикл L10
№013 S3 1800 F200 Т6* - включение режима расточки
№014 Z-69000 Х24000 E* - подвод в начальную т. 5
№015 L04 W-27000* - цикл “внутренняя петля”
№016 Х23000 Z -72500Е* - подвод в m. 6
№017 U3000 W3000* - точение фаски
№018М09* - выключение СOЖ
№019 M20* - передача управления ПР
№020 М02* - конец УП2 (отвод суппорта в ИП,
выключение n u Sо.
Инструменты для станков с ЧПУ
Номенклатура инструментов для станков c ЧПУ приведена в табл. 6. Пример технологического комплекта для токарного станка с ЧПУ модели 16К20Ф3С32 приведен на рис.7.
Таблица 6. Режущие инструменты для обработки типовых элементарных поверхностей деталей на токарных станках с ЧПУ средних типоразмеров
| Элемент обработки | 
| 
| 
|
| Режущий инструмент |  Сверло центровочное
ГОСТ 14952-75
Сверло центровочное
ГОСТ 14952-75
|  Сверло спиральное
ГОСТ 14952-75
Сверло спиральное
ГОСТ 14952-75
|  Резец проходной ГОСТ 26611-85, 20872-80
Резец проходной ГОСТ 26611-85, 20872-80
|
| Элемент обработки | 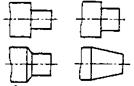
| 
| 
|
| Режущий инструмент |   Резец проходной ТУ 035-892-82
Резец проходной ТУ 035-892-82
|
Резец проходной ГОСТ 20872-80
|   Резец копировальный ГОСТ 20872-80
Резец копировальный ГОСТ 20872-80
|
| Элемент обработки | 
| 
| 
|
| Режущий инструмент |  Резец отрезной ГОСТ 18884-73
Резец отрезной ГОСТ 18884-73
|  Резец для проточки канавок ГОСТ 18884-73
Резец для проточки канавок ГОСТ 18884-73
|  Резец канавочный КО1-4112
Резец канавочный КО1-4112
|
| Элемент обработки | 
| 
| 
|
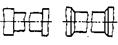
| Режущий инструмент |  Резец расточной для торцевых выточек МН 618-64
Резец расточной для торцевых выточек МН 618-64
|  Резец резьбовой ТУ2 035-884-82
Резец резьбовой ТУ2 035-884-82
|  Резец резьбовой ТУ2 035-884-82
Резец резьбовой ТУ2 035-884-82
|
| Элемент обработки | 
| 
| 
|
| Режущий инструмент |  Резец расточной специальный К2 -567
Резец расточной специальный К2 -567
|  Резец расточной специ-альный К01-4205 Резец расточной специ-альный К01-4205
|  Резец расточной ГОСТ 20874-75
Резец расточной ГОСТ 20874-75
|
| Элемент обработки |

| 
| 
|
| Режущий инструмент |  Резец расточной МН 619-64
Резец расточной МН 619-64
|  Резец расточной специ-альный К01- 4209 Резец расточной специ-альный К01- 4209
|  Резец расточной ГОСТ 20874-75
Резец расточной ГОСТ 20874-75
|
| Элемент обработки |
|  
| 
|
| Режущий инструмент |
 Резец расточной ГОСТ 20874-75
Резец расточной ГОСТ 20874-75
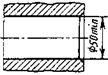
|  Развертка машинная цельная ГОСТ 1672-80
Развертка машинная цельная ГОСТ 1672-80
|  Развертка машинная насадная ГОСТ 1672-80
Развертка машинная насадная ГОСТ 1672-80
|
| Элемент обработки |

| 
| 
|
| Режущий инструмент |  Резец для внутренних канавок специальный ТУ2 035-558-77
Резец для внутренних канавок специальный ТУ2 035-558-77
|  Резец для расточки канавок МН 617-604
Резец для расточки канавок МН 617-604
|  Резец для расточки канавок МН 617-604 Резец для расточки канавок МН 617-604
|
| Элемент обработки | 
| 
| |
| Режущий инструмент |  для внутренней резьбы ГОСТ 20874-75
для внутренней резьбы ГОСТ 20874-75
|  Резец резьбовой специальный ТУ2 035-276-71
Резец резьбовой специальный ТУ2 035-276-71
|
Режимы резания при обработке на станках с ЧПУ
Выбор режимов резания следует осуществлять аналитическим или табличным способом. В таблицах 7 и 8 приведены рекомендуемые диапазоны режимов резания для различных видов обработки (обрабатываемый материал – сталь 45 с твердостью150 HB).
При назначении глубины резания следует обеспечивать возможность срезания припуска за один проход, учитывая при этом ограничения по мощности оборудования и прочности инструмента. При черновой обработке определяющими являются силовые и прочностные факторы, а при чистовой обработке – величина шероховатости обработанной поверхности.
При выборе подачи при черновой обработке следует стремиться выбрать максимально возможную подачу. Экономически целесообразны при черновой обработке такие режимы, при которых большой удельный съем металла достигается за счет комбинации большой подачи и умеренной скорости резания. При чистовой обработке подача выбирается в зависимости от требуемого качества обработанной поверхности и параметров геометрии режущей части резца.
Исходными данными для определения скорости резания являются: марка обрабатываемого материала, марка твердого сплава и величина подачи. Необходимо также задаться требуемым периодом стойкости инструмента.
Таблица 7. Параметры режимов резания в зависимости от типа обработки
| Параметры режимов резания | Тип обработки | |||
| Чистовая | Полу-чистовая | Легкая черновая | Черновая | |
| Глубина резания, t, мм | 0,25-2,0 | 0,5-3,0 | 2,0-6,0 | 5,0-10,0 |
| Подача, S0, мм/об | 0,05-0,15 | 0,1-0,3 | 0,2-0,5 | 0,4-1,8 |
Таблица 8. Рекомендуемые режимы резания
| Наименование перехода | Скорость резания, V, м/с | Подача, S0, мм/об |
| Точение | 400-120 290-90 210-55 | 0,1 0,4 0,8 |
| Отрезка и обработка канавок | 0,05 0,5 | |
| Резьбонарезание -резцом -метчиком | 140-200 5-13 | |
| Сверление отверстий F 16-21 F 20-33 F 31-43 F 42-58 | 130-210 | 0,06-0.14 0,08-0,18 0,10-0,20 0,12-0,24 |
ПРИМЕЧАНИЕ: обрабатываемый материал – сталь 45.
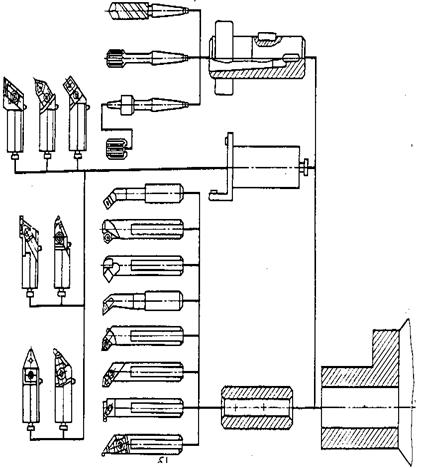
Рис.7. Пример технологического комплекта инструментов для токарного станка с ЧПУ модели 16К20Ф3С32
Расчетно-графическая работа оформляется в соответствии с правилами ЕСКД, предъявляемыми к конструкторской и технологической документации, на листах формата А4. Образцы титульного листа и содержания приведен на рис.8 и 9.
В Исходных данных приведите характеристики модуля из таблицы 2; компоновку РТК, отражающую маршрут загрузки-выгрузки с точками позиционирования; упрощенную компоновку ПР и тип схвата. В штампах привести номер работы (образец: РГР (или КР)-2168. 120100.35.02, где РГР-расчетно-графическая (или контрольная) работа, 2168-код ТГТУ, 120100-специальность, 35-вариант, 02-год)
На Чертеже детали укажите все размеры, шероховатость поверхностей, материал детали; нанесите контуры заготовки в соответствии с выбранным видом заготовки.
В Плане обработки приведите эскизы технологической обработки по установам 1 и 2 с переходами; укажите схемы базирования; пооперационные размеры обрабатываемых поверхностей, выделяемых жирной линией; исходное положение и положения опорных точек инструментов с указанием их номеров.
В Расчете режимов резания и параметров модуля приведите расчетные формулы и расчеты времен и перемещений инструмента для установа 1 и установа 2 по всем переходам; приведите расчет параметров модуля в соответствии с п. 5.2.5. и таблицей 4 настоящих указаний.
В Расчетно-технологической карте приведите перечень этапов цикла работы модуля (станка и ПР), координаты опорных точек и перемещения; определите режимы резания и рассчитайте время рабочих и холостых ходов (образец - таблица 3 настоящих указаний).
В Управляющей программе приведите тексты управляющей программы УП1 и УП2 для обработки детали с двух сторон (с переустановом) и краткую расшифровку кадров программы.
На Циклограмме работы станочного модуля обозначьте номера этапов работы станка и ПР в соответствии с нумерацией в расчетно-технологической карте, время работы станка, ПР (в том числе перекрываемое время), модуля в целом в выбранном масщтабе времени (образец - таблица 4 настоящих указаний).
В Выводе дать краткий анализ степени загрузки и совмещения времени работы узлов и механизмов станочного модуля и предложить пути оптимизации его работы (сокращение времени цикла работы модуля, совмещение времени работы станка и робота и т.п.).
В Библиографическом списке привести список источников информации, использованных при выполнении работы.
Министерство образования и науки Российской Федерации
Тверской государственный технический университет
Кафедра “Технология и автоматизация машиностроения”
|
|
Дата добавления: 2014-12-16; Просмотров: 452; Нарушение авторских прав?; Мы поможем в написании вашей работы!