КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Ш камералы жуу машинасы 3 страница
Істен шығуының белгiлерiмен және белбеулерi шектi күйi алып жүретiнге дейiн тереңдiгiн жарықшағын жырасымен қабаттай есептеу керек, қабыршақтану өтемі 1/3 ұзындықтан аса болғанда жетекте ұзару мүмкiн болмайды. Белбеулердi кепiлдiк жұмыс нәтижесi 7.6-кестеге сәйкес келуi керек.
Белбеулерге кепiлдiк берiлген сақтау мерзiмі – дайындалып шығарылған күнінен бастап үш жыл. Температурасы 0о – 25о дейін сөрелерде немесе жылыту қондырғыларынан 1м қашықтықта орналасып, сақталыну қажет.Олар май, бензин секілді қауіпті заттардың әсеріне ұшырамайды.
7.6-кесте - Кепiлдiк жұмыс нәтижесi, сағ
| Белбеудің жұмыс режiмi | Белбеулердің класы | ||||||
| Өнеркәсiптiкжабдықта: | |||||||
| жеңіл және орташа | |||||||
| ауыр және өте ауыр | |||||||
7.6 Сыналы белбеулі берілістің макеттік сипаттамасы
Сыналы белбеулі берілістерде макет еліктеуішті болады, яғни тірекпен шкив негізге бекітулі болады, ал екіншісі бағыттағышпен жылжымалы болады. Тарту қондырғыларының көмегімен макетте белбеудің тартылуын реттеуге болады. Жүк көмегімен белбеудегі жүк салпыншағының (подвеска) көмегімен белбеудің бұтағының жоғарғы жағына жүктемені жасауға мүмкіншілік алады.
7.7 Жабдықтар және құралдар
4.1 Сыналы белбеулі беріліс макеті.
4.2 Белбеудегі жүктiң салпыншағы үшiн тетiк.
4.3 Металдық метрлік сызғыш.
4.4 Штангенциркуль.
4.5 5 кг салмақты жүк.
7.8 Қауiпсiздiк техникасының сұрақтары
5.1 Белбеуге тетiктiң салпыншағын және жүктi ұқыпты өндiру
5.2 Жүктiң салпыншағының күйiне белбеудiң иiлiсiнiң тiлiн өлшеуді және макет негiзiнен ықыласпен қадағалау.
7.9 Жұмысты орындау ретi
6.1 Жалпы сыналы белбеулі беріліс туралы мағлұматтармен танысу.
6.2 Сыналы белбеулі берілістің макетінің эскизін және белбеудің иілу кезінде кернеуін, жүк салпыншағының тетігін сызу керек.
6.3 Есептеп және жаңа белебудің иілісінің шамасын макетте реттеу.
6.4 Макеттегі есептеу натижесін және белбеуді тарту өлшемдерін кестеге жазу.
| Белбеудің типі | Ілулі жүктің салмағы, Н | Белбеудің көлденең қимасының ауданы, мм | Центраралық қашықтық, мм | Белбеудің бүгілуі,мм | |
| есептік | нақты | ||||
7.10 Өзін-өзі тексеру сұрақтары
7. 1. Неліктен шкив тармақтарының тереңдігі белбеу биіктігінен артық?
7. 2. Неліктен белбеудiң сынасының бұрышы шкивтiң бұрышынан кем?
7. 3. Бұрғылау қондырғыларында қандай белбеу түрлері қолданылады?
7. 4. Белбеулі берілістің ұзақмерзімділігі қандай факторларға байланысты?
7. 5. Шкив тоғынының қалыңдығы неге байланысты?
7. 6. Жинақтау кезінде қандай пайыздардағы ұзындық бойымен белбеулердiң ауытқуы жіберіледі?
№ 8 ЗЕРТХАНАЛЫҚ ЖҰМЫС
ШЫНЖЫРЛЫ БЕРІЛІСТЕР
Жұмыстың мақсаты: Шынжырдың, шынжырлы берілістердің құрылымын және оларды пайдалану шарттарын зерттеу.
8.1 Шынжырлы берілістер туралы негізгі мәліметтер
Шынжырлы беріліс – параллель біліктер арасында, олар шексіз шынжыр асырылып, бекітілген екі жұлдызша көмегімен айналу моментін беретін механизм. Техникада шынжырлы берілістің келесі топтары кең қолданыс тапты: жүктік (көтергіш-транспортты механимзмдерде жүкті көтеру және ілу үшін),0,5 м/c жоғары емес жылдамдықта, ауырлық (жүкетерді элеваторда тасу үшін) 2-4 м/c жылдамдыққа дейін, жетектегі қозғалтқыштық (айналдырушы моментті беру үшін) тұрақты беріліс қатынасымен жылдамдықтардың ауқымы кең болғанда. Көп қолданылатыны – жетектегі қолғалтқыштық шынжырлар.
Шынжырлы берілістің артықшылықтары: едәуір ось аралық қашықтықтарда қолданылу мүмкіндігі (8 м-ге дейін), сыналы белбеу берілістермен салыстырғанда өлшемдерінің аздығы, пайдалы әсер коэффициентінің жоғары болуы (0,95-0,89), үлкен қуатты беру мүмкіндігі, айналымды бір шынжырмен бірнеше біліктерге берілуі.
Кемшіліктері: жу, топсалардың тозуынан шынжырдың ұзаруы, қосымша динамикалық жүктемелер, сыналы белбеу берілістермен салыстырғанда мұқият құрастыру қажет.
Отандық және шетелдік бұрғылау қондырғыларының БҚ жетек қозғалтқышының қосынды және аралық редуторларында көпқатарлы жетек қозғалтқышы төлкешік – доңғалақты шынжырлар қолданылады. Шынжырлы берілістер барлық біліктердің бір бағытта айналуын қамтамасыз етеді, бұл БҚ кинематикасын жеңілдетеді. Көп жағдайда жоғары жүргізуші таралымдарымен жабық көлденең берілістер қолданылады.
Беріктігі және дәлдігі жоғары жетек қозғалтқышының доңғалақты шынжырлары қалыпты және ауыр типті болып дайындалады. Шартты белгіленуінің үлгісі: берікітігі және дәлдігі жоғары, екі қатарлы типі қалыпты, қадамы 50,8 мм,ұзындығы 108 қадам:
Шынжыр 2ҚҚ -50,8-108 МЕСТ 21834-87
Дәл осы шынжыр ауыр типті:
Шынжыр 2АҚ-50,8
8.2 Шынжырдың құрылысы
Шынжыр – тізбектей жалғанған үзбелерден тұратын иілгіш металл құрылымды білдіреді. Құрылымдық белгілері бойынша қозғалтқыштық шынжырлар (8.1-сурет) төлкешік-доңғалақтарға жатады және ішкі үзбелерден тұрады. Біріктіруші үзбе кішкене білікке (6) клинтпен (5) сығымдалған екі тіліммен (5) жиналады. Ішкі үзбе ішіне төлке (4) ұстатылған екі тіліммен (2) тұрады. Төлке-тілім біріктірмесінде тартылыстардың төменгі шегі 0,075-0,080 мм, жоғарғысы 0,14-0,15 мм құрайды. Төлкеде доңғалақтар (3) бар, олар жұлдызшамен ілінісе берген кезде төлкеге қатысты бұралады. Осының себебінен үйкеліс азаяды және жұлдызша тістерінің және доңғалақтардың түйіспелерінің беттерінің тозуы төмендейді. Сыртқы (5)және ішкі (2) тілімдер сегіздікке ұқсас болып келеді. Үлкен жүктемелер мен жылдамдықтардан БҚ–да орта тілімдер (5) аралық тілімдерге (1) ауыстырылған көп қатарлы шынжырлар кең қолданылады. Үзбелер саны тақ болса, шынжыр өтпелі тілімдерден (8), кішкене біліктен, доңғалақтардан тұратын өтпелі үзбелермен біріктіріледі. Ол шынжырға жіңішке аяғымен және оның қозғалу бағытына қарай қойылады.
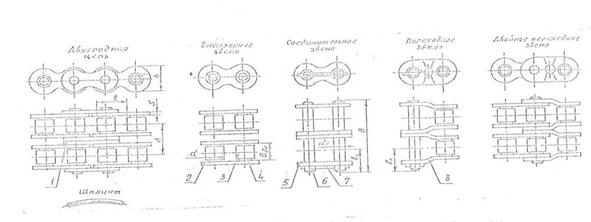
1- аралық тілім; 2- ішкі тілім; 3 –доңғалақ; 4 –төлке; 5 –ішкі тілім; 6 – кішкене білік; 7 – шплинт; 8 – өтпелі тілім.
8.1-сурет. Екі қатарлы доңғалақты жетектік қозғалтқышты шынжыр құрылымы
Доңғалақты шынжырлар келесі геометриялық параметрлермен сипатталады: қадам (калибр) t, доңғалақ диаметрі d, ішкі тілімдер арасындағы қашықтық Віш, шынжыр ені В. Шынжыр қадамы екі көршілес доңғалақтардың осьтерінің арақашықтығына тең және ол негізгі параметр болып табылады.
Жетектік қозғалтқышты доңғалақты шынжырларға техникалық шарттар МЕСТ 21834-87 белгіленеді. (1-кестені қараңыз)
БҚ шынжырлы берілістерінде қадамы 25,4-тен 63,5 мм дейінгі (1”-ден 2 ½”) сандар қатары сегізге дейін шынжырлар қолданылады. Қадамы аз шынжырларды қолдану ұсынылмайды, олардың төзімділігі жеткілікті емес және қатарлардың көптігін қажет етеді. Қадамы 38,1 шынжырларды айналу жиіліктері жоғары берілістерде қолдану тиімді емес. Жай жүретін және ауыр жүктелген берілістер үшін қадамы 63,5 дейін және қатарлар саны 4-3 шынжырларды таңдауға болады.
8.1-кесте-Жетектік қозғалтқышты шынжырлардың өлшемдері
| Шынжырдың белгіленуі | Шынжыр ені В, жоғары емес | Қиратушы жүктеме, кН, кем емес | 1 м шынжырдың массасы, кг | ||||
| ҚК | АҚ | ҚК | АҚ | ҚК | АҚ | ҚК | АҚ |
| 1ҚК-25,4 2ҚК-25,4 3ҚК-25,4 4ҚК-25,4 6ҚК-25,4 8ҚК-25,4 1ҚК-31,75 2ҚК-31,75 3ҚК-31,75 4ҚК-31,75 6ҚК-31,75 8ҚК-31,75 1ҚК-38,10 2ҚК-38,10 3ҚК-38,10 4ҚК-38,10 6ҚК-38,10 8ҚК-38,10 | 1АҚ-25,4 2АҚ-25,4 3АҚ-25,4 4АҚ-25,4 6АҚ-25,4 8АҚ-25,4 1АҚ-31,75 2АҚ-31,75 3АҚ-31,75 4АҚ-31,75 6АҚ-31,75 8АҚ-31,75 1АҚ-38,10 2АҚ-38,10 3АҚ-38,10 4АҚ-38,10 6АҚ-38,10 8АҚ-38,10 | T = 25,4; BBH = 15,88; d = 15,88; h = 24,13; d1 = 7,95 ТипҚК: A = 29,29; b1 = 22; s = 3,2 ТипAҚ: A = 32,59; b1 = 24; s = 4,0 39 42 65 2,8 3,2 68 75 130 5,6 6,4 98 107 195 8,4 9,6 127 140 260 11,2 12,8 185 205 39016,819,2 244 270 520 22,4 25,6 T = 31,75; BBH = 19,05; d = 19,05; h = 30,18; d1 = 9,55 ТипҚК: A = 35,76; b1 = 26,0; s = 4,0 ТипAҚ: A = 39,10; b1 = 28,0; s = 4,8 46 50 100 4,2 4,7 85 892008.49,4 118 127 30012,6 14,1 153 16640016,818,8 225 24560025,228,2 29732280033,637,6 T = 38,10; BBH = 25,40; d = 22,23; h = 36,10; d1 = 11,12 ТипҚК: A = 45,44; b1 = 31,0; s = 4,8 ТипAҚ: A = 48,87; b1 = 32,0; s = 5,6 57611506,26,8 103 110 300 12,4 13,4 14815845018,6 20,1 194 20760024,8 26,8 284 30490037,2 40,2 3754021 200 49,6 53,6 |
8.1-кесте (жалғасы)
| 1ҚК-44,45 2ҚК-44,45 3ҚК-44,45 4ҚК-44,45 6ҚК-44,45 8ҚК-44,45 1ҚК-50,8 2ҚК-50,80 3ҚК-50,80 4ҚК-50,80 6ҚК-50,80 1ҚК-57,15 2ҚК-57,15 3ҚК-57,15 4ҚК-57,15 1ҚК-63,50 2ҚК-63,50 3ҚК-63,50 4ҚК-63,50 | 1АҚ-44,45 2АҚ-44,45 3АҚ-44,45 4АҚ-44,45 6АҚ-44,45 8АҚ-44,45 1АҚ-50,80 2АҚ-50,80 3АҚ-50,80 4АҚ-50,80 6АҚ-50,80 1АҚ-57,15 2АҚ-57,15 3АҚ-57,15 4АҚ-57,15 1АҚ-63,50 2АҚ-63,50 3АҚ-63,50 4АҚ-63,50 | T = 44,45; BBH = 25,40; d = 25,40; h = 42,24; d1 = 12,72 ТипҚК: A = 48,87; b1 = 34,0; s = 5,6 ТипAҚ: A = 52,20; b1 = 36,0; s = 6,4 61 64 209 8,1 8,8 110 116 418 16,0 17,4 159168 627 24,0 25,9 208220 836 32,0 34,5 305325 1200 48,0 51,7 403429 1600 64,0 69,0 T = 50,80; BBH = 31,75; d = 25,58; h = 48,26; d1 = 14,29 ТипҚК: A = 58,55; b1 = 39,0; s = 6,4 ТипAҚ: A = 61,90; b1 = 42,0; s = 7,2 707326310,811,5 12813552621,422,8 187 19778932,134,2 246259 1 05242,845,6 363383 1 50064,268,4 T = 57,15; BBH = 35,72; d = 35,70; h = 54,0; d1 = 17,45 ТипҚК: A = 65,84; b1 = 42,0; s = 7,2 ТипAҚ: A = 69,16; b1 = 44,0; s = 8,0 7882340 14,1 16,1 144152680 28,0 32,0 2102221 020 42,0 48,0 276 2891 360 56,0 64,0 T = 63,50; BBH = 38,10; d = 39,67; h = 60,32 ТипҚК: A = 72,50; b1 = 48,0; s = 8,0; d1 = 19,85 ТипAҚ: A = 78,31; b1 = 52,0; s = 9,5; d1 = 22,2 8895430 52017,520,1 160173860 1 04034,840,0 2312511 290 1 560 52,260,0 304330 1 720 2 08069,680,0 |
Шынжырлардың тілімдерін 30ХН3А маркалы болаттан алынатын, дәлдігі жоғары суықтай төселетін илемдемеден дайындайды. Тілімді термоөңдегеннен кейін HRC 33-45 қаттылығын алады. Тотықтан қорғау үшін тілімдер фосфаттауға ұшырайды. Кіші біліктер 12XH3A болаттан немесе 25Н3 болаттан дайындалады, олардың диаметрінен 0,05-0,08 тереңдікке цементтейді және термоөңдеуден кейін олардың бетінің қаттылығы HRC 43-48 болады, жаймалау алдында кіші біліктердің аяқтарын күйдіріп алады. Төлкелерді 12XH3A немесе 12XH2 болатттан дайындайды және қадамы 31,75 пен 38,1 шынжырлар үшін 0,3-0,7 мм тереңдікке, қадамы 44,45 – 63,5 мм шынжырлар үшін 0,4 – 0,8 мм тереңдікке цементтейді. Термоөңдеуден кейінгі қаттылығы HRC 54-61, жұлдызшалардың тісшелерімен түйісуден соққыларға және тозуға ұшырайтын шынжырлардың доңғалақтарын 30Х43А болатттан дайындайды және HRC 42-52 қаттылыққа дейін шыңдайды.
Шынжырлы берілістердің төзімділігі мен беріктігі айтарлықтай деңгейде тістердің пішінін, материалды дұрыс таңдаудан, термоөңдеуден және жұлдызшаларды дайындау дәлдігіне тәуелді. Жұлдызшалар 40X, 40Г2, 50Г2, 35ГС, 40ХНАЭФ маркалы болаттан HRC 42-52 қаттылыққа дейін беттік шыңдалумен дайындалады.
8.3 Шынжырлы берілістерді пайдалану
Шынжырлы берілістерді пайдалану кезінде шынжырлардың, жұлдызшалардың және майлау жүйесінің күйін мұқият қадағалап отыру қажет. Шынжырлы берілістің жұмысы кезіндегі шу сипатына көңіл аудару қажет – шу тегіс, соққыларсыз болуы қажет. Тозу шамасына қарай берілістің жұмысының жатықтығы бұзылады, жұлдызшалардың тісіне топсалардың соққылары, шу және жоғарылаған тозу пайда болады. Қосу кезінде шынжырлардың кенет жұлқынуының және шынжырлардың қаптамаға ұрынуының пайда болуы, шынжырдың созылып кетуін білдіреді және салбырауы үлкен болады, бұны жөндеу қажет.
Шынжырлы берілістің білігі параллель орналасуы қажет, ол жұлдызшалардың тістері – қарама-қарсы. Біліктердің параллель еместігі біліктің 100 мм ұзындығына 1 мм аспауы қажет. Жұлдызшалардың осьтік жылжуы 1 м ось аралық қашықтыққа 2 мм-ден жоғары емес рұқсат етіледі және егер ось аралық қашықтық 1 м жоғары болса, әрбір 100 мм-ге 0,2 мм-ге немесе одан көп емес жоғарылайды.
Шынжырлардың ауыстырылғанға дейінгі орташа жұмыс уақыты (шынжырдың шектік жағдайға дейінгі күнтізбелік ұзақтығы) 3 жылға тең деп алынады. Белгіленген жұмыс мерзімінде шынжырдың жұмыс атқаруы (толық қор), орташа статистикалық мәліметтерден алынған, 3000 сағатты құрайды.
8.4 Шынжырлы берілістерді майлау
Дайындаушы зауыттан шығатын шынжырлар, оларды пайдалануда топсаларға сұйық майларды кептіретін саңылауларды бекітіп жабатын қою майлаумен қорғауға жиі ұшырайды. Сондықтан, шынжырды қондырмастан бұрын қорғаныс майларын алып тастау қажет, шынжырды қыздырылған солярлы майда металл щетка көмегімен жуу. Кейбір зауыттар шынжырларды сұйық ингибирленген маймен қорғайды. Бұл жағдайларда кәсіпте шынжырлардың қорғанысын алып тастаудың қажеті жоқ.
Майлау шынжырлы берілістердің тозуға беріктілікке және төзімділігіне оң әсерін тигізеді, жұлдызшалардың тісшелеріне доңғалақтардың соққыларын жұмсартады және топсалы біріктірмелерде үйкелістен пайда болатын жылжуды жояды.
Сұйықтық үйкелісі қамтамасыз етілетін майлау жүйесі ең жақсысы болып табылады.
Майлау тәсілін шынжырдың жылдамдығына тәуелді 2- кесте таңдау ұсынылады.
8.2-кесте-Ұсынылатын майлау тәсілдері
| Майлау тәсілі | ең үлкен сызықтық жылдамдық, немесе қадамы төмендегідей шынжырлар үшін | ||||||
| 25,40 | 31,75 | 38,10 | 44,45 | 50,80 | 57,15 | 63,50 | |
| Қолмен Тамшылай Майлы ванна Айналмалы | 0,86 0,86-3,30 3,30- 7,62 7,62 | 0,76 0,76-2,64 2,64- 6,60 6,60 | 0,66 0,66- 2,18 2,18- 6,10 6,10 | 0,58 0,58- 1,88 1,88- 5,59 5,59 | 0,51 0,51-1,68 1,68- 5,08 5,08 | 0,48 0,48- 1,52 1,52- 4,83 4,83 | 0,43 0,43- 1,32 1,32- 4,57 4,57 |
Қолмен істелетін тәсілде майда шынжырға шоқтың немесе май шелектің көмегімен жұмыстың әрбір 8-10 сағаты сайын қояды.
Тамшылай майлау май шелек тамшы көмегімен жүзеге асырылады. Майды ішкі және сыртқы саңылаулары арасына тамызады. Майлы ваннада шынжырды майға батырғанда, ең төменгі нүктеде батырылу тереңдігі шынжырдың тілімінің биіктігінен аспауы тиіс. Айналмалы майлау шынжырдың жүргізуші жұлдызшамен түйісу шықпасында белгілі бір тарамға майөткізгіш арқылы майда беретін сорғы көмегімен жүзеге асырылады.
Айналмалы майлау үшін, МЕСТ 20799 – 75 сәйкес майдың келесі маркаларын қолдану қажет:
И-20А, И-30А қоршаған орта температурасы +5оС төмен +5оС-тан + 300 дейін немесе жоғары болады.
Шынжырлы берілістің майын 6 ай пайдаланудан кейін ауыстырады. Кезектен тыс ауыстыру қоршаған орта температурасының өзгеруінен болады, майдың тұтқырлығын жоғарылату немесе төмендету қажет болған жағдайда қолданылады.
Айналмалы майланған шынжырлы берілістерде май өткізбейтін қоршау болуы қажет. Қаптамалардың қақпақтары тез алынатындай дайындалады және шынжырларды қарау және жөндеу үшін терезелері болады. Қарайтын терезелері жұлдызша үстінде, ал жөндеу үшін терезелер қақпақтың орта бөлігінде орналасады.
Периодты майланып отыратын ротордың шынжырлы берілісін қоспағанда, БҚ шынжырлы берілістерде май сақтау үшін арналған май өткізбейтін қаптамасы болады. Берілістерді майлау жүйесіне сорғы, май сүзгісі, құбыр жүргізулері және шынжырға май беріп отыратын таратушылар кіреді. Сорғы әдетте БҚ агрегаттарының біліктерінің біреуінен кіші қадам тізбегімен қозғалысқа келтіріледі, бірақ жеке электр қозғалтқышы да орнатылуы мүмкін. Шынжырға берілетін май көлемі шынжырдың қатарының санына, айналу жилігіне және кшкентай жұлдызшаның тісшелерінің санына тәуелді.
Пайдалану үрдісінде ауысымына 2 рет май айналымын және оның шынжырлы бәсеңдеткіштегі деңгейін тексеріп отыру қажет және қажетті деңгейде майды қосып отыру қажет. Майлау жүйесінде бұзылулар кезінде шынжырды пайдалану рұқсат етілмейді.
8.5 Шынжырлы берілістерді керу.
Асырып тарту шынжырдың жұлдызшаға жылжуын нашарлатады, топсаларда салыстырмалы қысымды және жұлдызшаның тісшелеріне жүктемені жоғарылатады, кезектен тыс тозуға алып келеді. Жеткізбей, яғни аз тарату сол тарамның айтарлықтай салбырауына оны тартудан тәуелді. Сондықтан тәжірибеде тек шынжырдың салбырауын бақылайды.
Шынжырды алдын – ала тартуды шынжырдың салбырау тілінен орнатады: көлденең және көлбеу берілістер үшін L = 0,02 A, тігінен және соған жақын берілістер үшін L = (0,005 + 0,015) A мұндағы А - орталарының ара қашықтығы. Салбырау тілінің шамасы екі жұлдызшаның тәждерін байланыстыратын жанамадан салбыраған шынжырдың төменгі нүктесіне дейінгі ең көп қашықтықпен анықталады.
Шынжырдың қажетті салбырауы үшін жұлдызшалардың Ао орталарының арасындағы қашықтығын келесі формулалармен анықтау қажет:
Ац=  мунда
мунда 
мұнда А-жаңа шынжырдың салбырауы болмағандағы орталарының қашықтығы,
Z1,Z2 – үлкен және кіші жұлдызшалардың тісшелерінің саны.
t - шынжыр қадамы.
Пайдалану уақытында топсалы байланыстардың тозуы нәтижесінде шынжыр ұзарады және салбырау тілі үлкейеді. Салбырау тілінің 0,03 А дейін жоғарылауы кезінде тарту құрылғысының көмегімен реттеу жүргізу қажет. Шынжырдың айтарлықтай созылуы кезінде арнайы құрал көмегімен екі үзбе шешіледі. Бұл жағдайда жұлдызшалардың орталарының арасындағы қашықықтың азаюы мына формуламен анықталады:
 (8.2)
(8.2)
Шынжырлы берілістерді пайдалануда қауіпсіздік талаптары.
Шынжырлы берілістердің бұзылмауы көп жағдайда қауіпсіздік техникасының ережелері ұстанудан тәуелді. Шынжырлы берілістерді пайдаланғанда келесі ережелерді сақтау керек:
1. Шынжырлы берілістерде 3,5 – нан кем емес - құратушы жүктеме бойынша қысқаша беріктік сұранысы болуы керек.
2. Қарау кезінде шынжырдың бүлінген элементтері ауыстырылады. Шынжырдың аралық тілігін сыртқы тілімнің орнына орнатуға тыйым салынады. Шплинттері кіші біліктердің саңылауларына мықталып орнатылған болуы тиіс.
3. Салбырау тілінің ортадағы қашықтықтан 3% - тен асып үлкеюі кезінде шынжырды қолдануға тыйым салынады.
3. Майлау жүйесінде бұзылулар кезінде шынжырды пайдалануға тыйым салынады.
4. Шынжырлы берілістерді пайдалануға қаптамалар мен шектерді орнатып, бекіткеннен кейін жіберіледі. Қаптамалардың қақпақтары алынып тұрғанда шынжырлы берілісті қосу тыйым салынады.
7. Шынжырды тиеу және түсіру көтергіш құралдар көмегімен жүзеге асырылады. Шынжырды тиеу және түсіру үшін орау тиым салынады.
8.6 Жабдықтар және аспап
1. Шынжырлы берілістің макеті.
2. Шынжырдың және оның үзбелерінің үлгілірі.
3. Метрлі металл сызғыш.
4. Штангенциркуль.
5. Ветошь.
8.7 Жұмысты орындау реті
1. Шынжырлы берілістер туралы және оларды пайдалану туралы жалпы шарттармен танысу.
2. Шынжыр үлгілерімен және олардың құрылымдарымен танысу шынжыр телімін ажырату және жинау.
3. Шынжырда біліктердің параллельдігінің ауытқуы, жұлдызшалардың
4. Бос қалыпта шынжырдың салбырау тілін есептеп, макетте реттеу.
5. Есептеу және өлшеу нәтижелерін кестеге енгізу:
| Шынжырдың салбырау тілі | Біліктердің ауытқуы | Жұлдызшалардың торцты ауытқуы | |||
| Есептік | Нақты | ||||
8.8 Өзін - өзі бақылау үшін сұрақтар
|
|
Дата добавления: 2014-12-16; Просмотров: 1129; Нарушение авторских прав?; Мы поможем в написании вашей работы!