КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Общие сведения. Цель работы: практическое ознакомление с операциями термической обработки; изучение влияния режимов термической обработки на свойства и структуру
|
|
|
|
Закалка стали
Лабораторная работа № 2
Цель работы: практическое ознакомление с операциями термической обработки; изучение влияния режимов термической обработки на свойства и структуру конструкционной и инструментальной сталей.
Материалы и оборудование: коллекция нетравленых и травленых микрошлифов различных марок углеродистых сталей; приборы Бринеля и Роквелла для определения твердости, микротвердомер 402 MVD для определения микротвердости, металлографический комплекс, включающий оптический микроскоп МИ-1, цифровую камеру Nikon Colorpix-4300 с фотоадаптером; травитель (4%-ный раствор HNO3 в спирте).
Задания: 1. Ознакомиться с основными операциями термической обработки. 2. Изучить влияние режимов термической обработки на свойства и структуру конструкционных и инструментальных сталей. 3. Составить отчет о проделанной работе.
Термической обработкой называют процессы теплового воздействия на сплав по определенным режимам для изменения его структуры и свойств.
От термической обработки зависят свойства и стойкость деталей и инструмента.
Существуют четыре основных вида термической обработки стали:
- закалка;
- отпуск;
- отжиг;
- нормализация.
На результаты термической обработки влияют следующие факторы:
- время (скорость) нагрева;
- температура нагрева;
- время (продолжительность) выдержки;
- скорость охлаждения.
Закалкой стали называют термическую операцию нагрева стали до температуры выше критической точки Ас1 или Ас3 с последующим быстрым охлаждением, обеспечивающим получение неравновесной структуры – в основе мартенситной. Назначение закалки – получение высокой твердости, прочности и износоустойчивости.
На получение оптимальной структуры после закалки и формирование конечных свойств, получаемых при отпуске закаленной стали, влияет правильный выбор температуры и времени выдержки при нагреве под закалку.
В зависимости от температуры нагрева различают полную и неполную закалку стали.
Полной закалкой называют закалку с нагревом до температур однофазной аустенитной области.
Неполной закалкой называют закалку с нагревом до межкритических температур (Ас1-Ас3), при которых сохраняется избыточная фаза – феррит или вторичный цементит.
Доэвтектоидные стали подвергают полной закалке: оптимальной температурой нагрева является температура, превышающая критическую точку Ас3 на 30-500С (рис. 9). При таком нагреве исходная феррито-перлитная структура превращается в аустенит, а после охлаждения со скоростью больше критической образуется структура мартенсита.
При нагреве доэвтектоидной стали до температуры выше Ас1, но ниже Ас3 в структуре наряду с аустенитом останется часть непревращенного феррита, который приводит при закалке к образованию мартенситно-ферритной структуры (рис. 10). Феррит, имеющий низкую твердость, понижает общую твердость закаленной стали и ухудшает ее механические свойства после отпуска.
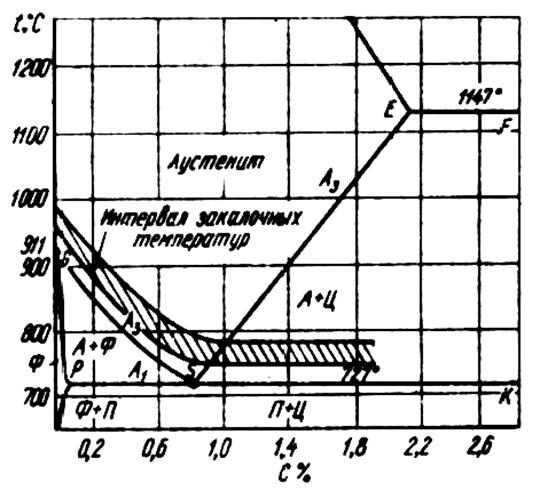
Рис. 9. Оптимальный интервал закалочных температур
углеродистой стали
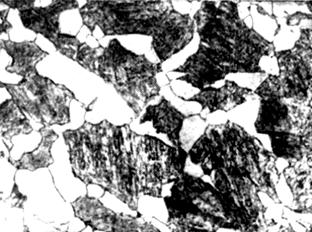
Рис.10. Феррит + мартенсит доэвтектоидная сталь (неполная закалка)
При нагреве доэвтектоидной стали до температур больших, чем на 30-500С выше Ас3 будет происходить рост зерна аустенита и соответственный рост зерна после охлаждения (рис. 11), что ухудшает свойства стали.
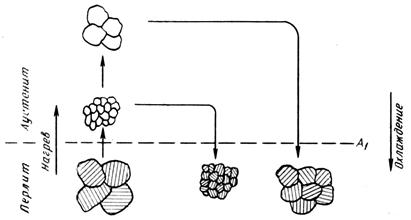
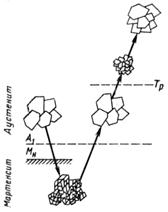
Рис. 11. Схемы образования аустенита, перлита, мартенсита
Для заэвтектоидных сталей оптимальная температура закалки наоборот лежит в интервале между Ас1 и Ас3 и теоретически является неполной.
При таком нагреве исходная структура – перлит и цементит – не будут полностью превращаться в аустенит, часть вторичного цементита остается нерастворенной. После охлаждения со скоростью выше критической аустенит превратится в мартенсит. Структура закаленной стали будет состоять из мартенсита и цементита (рис. 12). Наличие в структуре избыточного цементита повышает твердость, а, следовательно, и износостойкость стали.
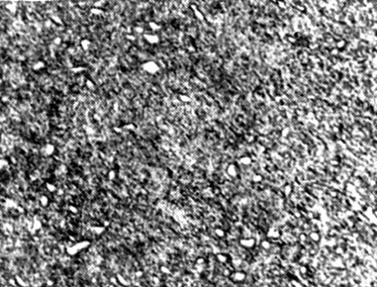
Рис. 12. Мартенсит + цементит заэвтектоидная сталь (неполная закалка)
Нагрев под закалку производится в печах периодического и непрерывного действия, чаще – электрических или работающих на газообразном (жидком) топливе. Широко применяются печи-ванны, в которых изделие нагревается в расплавленных солях, например, в 100% ВаCl2 или 78 % BaCl2 и 22 % NaCl, или в сильвините (естественный минерал, состоящий из NaCl + КCl), реже - в металлах (обычно в свинце).
Общая продолжительность нагрева, т.е. общее время tобщ пребывания деталей в нагревающей среде, состоит из времени tн нагрева до заданной температуры и времениtв выдержки при этой температуре:
tобщ = tн + tв.
Скорость нагрева зависит от химического состава стали, размера и формы обрабатываемых деталей, характера расположения изделий в печи, типа нагревательного устройства, температуры нагрева и т.д.
При термической обработки в печах возможны три способа нагрева:
1. Детали загружают в холодную или разогретую до невысокой температуры печь и нагревают до заданной температуры, при этом время нагрева достаточно большое, но разность температур по сечению небольшая. Этот способ применяют при нагреве деталей сложной формы и изготовленных из высоколегированных сталей.
2. Детали загружают в печь, имеющую постоянную заданную температуру; время нагрева меньше, чем при первом способе, но разность температур по сечению больше. Этот способ самый распространенный.
3. Детали загружают в печь, имеющую температуру выше заданной. По мере нагрева деталей температура печи снижается до заданной. При этом способе скорость нагрева, разность температур и возникающие внутренние напряжения наибольшие. Этот способ является способом форсированного нагрева.
Время нагрева зависит от расположения деталей в печи и от их взаимного расположения. Детали нагреваются быстрее при всестороннем подводе тепла, самый медленный нагрев – при расположении нескольких деталей вплотную (продолжительность нагрева увеличивается в четыре раза). Это отражено в примерных нормах нагрева деталей (табл. 3).
Таблица 3
Примерные нормы нагрева деталей диаметром (толщиной) более 3мм при нагреве для закалки 750-9000С
| Агрегат | Время нагрева на 1мм диаметра или наименьшей толщины для сталей, с | ||
| Углеродистые и низколегированные стали | Легированные стали | ||
| Электрическая печь | 50-80 | 70-90 | |
| Соляная ванна | 20-25 | 25-30 | |
| Свинцовая ванна | 6-8 | 8-10 | |
При достижении заданной температуры нагрева проводят выдержку для полного прогрева изделия по сечению, завершения всех фазовых превращений и выравнивания состава аустенита по сечению.
Время выдержки, так же как и температура нагрева, зависят от химического состава стали, формы и размеров изделия. Чем выше температура нагрева, тем меньше требуется времени для полного прогрева детали и гомогенизации аустенита. Время выдержки при заданной температуре может быть принято равным 3 мин. для углеродистых сталей и 5-6 мин. для легированных сталей.
В процессе нагрева деталей в печах металл взаимодействует с атмосферой печи. Результатом такого взаимодействия являются:
- окисление, ведущее к образованию окалины на поверхности нагреваемого металла;
- обезуглероживание – частичное или полное выгорание углерода в поверхностных слоях стали.
Окисление приводит к потерям металла, усложняет обработку деталей, затрудняет получение высокой и равномерной твердости. Потери металла при нагреве составляют 3% массы обрабатываемых деталей.
В обезуглероженном слое появляются «мягкие пятна» и возникают растягивающие напряжения, что снижает прочность, износостойкость и предел выносливости, т.е. снижает срок службы деталей.
Для предохранения поверхности деталей от окисления и обезуглероживания в рабочее пространство печи искусственно вводят защитную газовую среду, называемую контролируемой атмосферой.
Для предупреждения обезуглероживания используют продукты диссоциации аммиака или частичного их сжигания (Н2 – Н2О – N2) или генераторный газ (СО – СО2– N2), предварительно очищаемый от СО2 и осушенный.
Для защиты от окисления могут применять инертные газы – аргон, неон, азот.
Предохранение деталей от окисления и обезуглероживания осуществляется также нагревом в хорошо раскисленных расплавленных солях.
В последнее время получает распространение нагрев с применением защитных покрытий – стекловидных эмалей. Для таких покрытий применяют механические смеси тонких порошков стекол с огнеупорными наполнителями. В процессе нагрева происходит плавление легкоплавких, а затем тугоплавких составляющих смеси, и тем самым обеспечивается получение стекловидной расплавленной пленки, изолирующей металл от печной атмосферы.
Наиболее ответственной операцией при закалке является охлаждение, цель которой – в большинстве случаев получение мартенситной структуры.
Мартенситом называется пересыщенный раствор углерода в альфа железе — α-Fe с тетрагональной объемноцентрированной кристаллической решеткой (рис. 13).
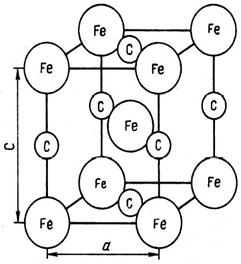
Рис. 13. ОЦТ решетка мартенсита
Превращение аустенита в мартенсит бездиффузионное, поэтому содержание углерода в мартенсите такое же, как и в исходном аустените. Твердость мартенсита зависит от содержания в нем углерода (рис. 14).
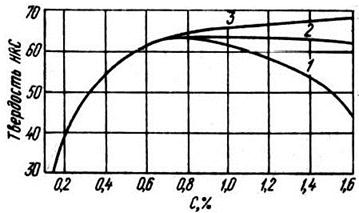
Рис. 14. Изменение твердости закаленной стали в зависимости от содержания углерода и температуры закалки: 1 – нагрев выше Ас3; 2 – твердость мартенсита; 3 – нагрев выше Ас1 (7700С)
Для превращения аустенита в мартенсит скорость охлаждения должна быть больше критической скорости υкр (рис. 15).
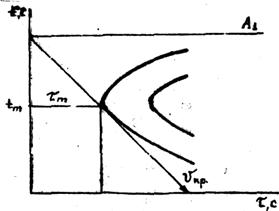
Рис. 15. Определение критической скорости закалки по диаграмме изотермических превращений
Критической скоростью закалки называется наименьшая скорость охлаждения, при которой весь аустенит переохлаждается до мартенситного превращения.
Микроструктура мартенсита приведена на рис. 16.

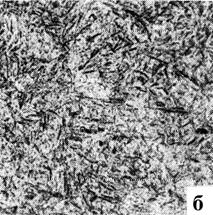
Рис. 16. Структура мартенсита в сталях массового назначения:
а – крупноигольчатый; б – мелкоигольчатый
Мартенсит в стали, содержащей 0,1%С, имеет твердость НRC примерно 30. При 0,7%С твердость мартенсита достигает максимального значения (НRC 64) и при дальнейшем увеличении содержания углерода она существенно не увеличивается (рис. 14).
Если скорость охлаждения будет меньше υкр., аустенит распадается на феррито-цементитную смесь – бейнит, троостит, сорбит (рис. 17, 18).
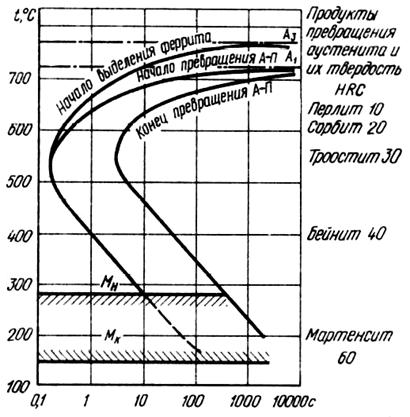
Рис. 17. Диаграмма изотермического распада аустенита доэвтектоидной стали (0,4%С)
Бейнит (игольчатый троостит) – высокодисперсная смесь феррита и цементита игольчатого строения (рис. 19). Имеет твердость НВ 4500-5500 МПа. Наряду с высокой твердостью обладает некоторой вязкостью.
Троостит представляет собой высокодисперсную смесь феррита и цементита (рис. 20). Троостит закалки имеет пластинчатое строение и твердость НВ 3500-4500 МПа. Обладает вязкостью с высоким пределом пропорциональности.
Сорбит – механическая смесь феррита и цементита, но более грубого строения, чем троостит. Частицы цементита в сорбите различимы под микроскопом при увеличении в 500 раз (рис. 21). Для сравнения на рис. 22 приведена микроструктура перлита.
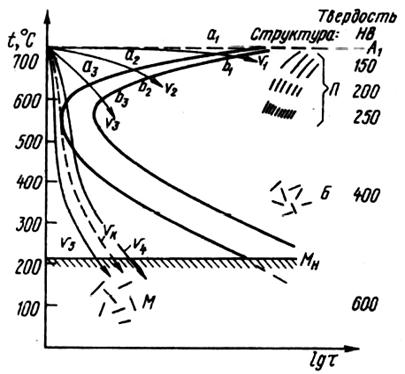
Рис. 18. Наложение на диаграмму изотермического распада аустенита кривых охлаждения. Схемы структур и их твердость

Рис. 19. Структура бейнита: а, б – верхний бейнит; в, г – нижний бейнит (а, в – х500; б, г – электронный микроскоп х3000)
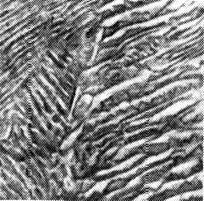
Рис. 20. Троостит (х16000), распад при Т=6000С
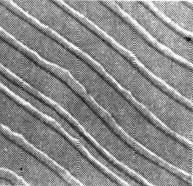
Рис. 21. Сорбит (х7500), распад при Т=6500С

Рис. 22. Перлит (х7500), распад при Т=7000С
Мартенситное превращение реализуется в интервале температур Мн – Мк. Температуры начала Мн и конца Мк мартенситного превращения зависят от содержания углерода в аустените стали (рис. 23).

Рис. 23. Влияние содержания углерода на понижение мартенситных температур – точек Мн и Мк
При содержании в стали углерода больше 0,6% температура конца мартенситных превращений снижается в область отрицательных температур, поэтому при охлаждении этих сталей до комнатных температур со скоростью больше критической в них остается повышенное количество остаточного аустенита (рис. 24).
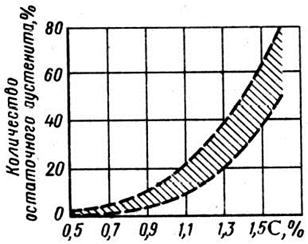
Рис. 24. Влияние содержания углерода на количество остаточного аустенита в закаленной стали
Скорость охлаждения не влияет на положение температур начала и конца мартенситного превращения. Однако скорость охлаждения в интервале температур мартенситного превращения (точек Мн и Мк) влияет на количество остаточного аустенита. Немного ниже точки Мн более медленное охлаждение вызывает большую степень превращения.
Величина критической скорости закалки неодинакова для разных сталей и зависит от устойчивости аустенита. Чем больше его устойчивость, а, следовательно, чем больше смещены вправо линии превращений на диаграмме изотермического распада аустенита, тем меньше критическая скорость закалки.
Факторы, повышающие скорость закалки:
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 1519; Нарушение авторских прав?; Мы поможем в написании вашей работы!