КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Формирование виброакустического сигнала при трении в зоне стружкообразования
|
|
|
|
Сложности процесса резания и тех контактных явлений, которые проявляются при обработке металлов, не позволяют свести его просто к процессам внешнего трения, осложненным процессом стружкообразования. Необходимо иметь достаточно полную картину явлений, происходящих в процессе снятия стружки, и на базе закономерностей, выявленных при изучении трения, и результатов дополнительных исследований построить картину отображения явлений, сопровождающих резание, в параметрах ВА излучения. Такие исследования необходимы для обоснованной оценки возможностей использования ВА сигнала для контроля износа и поломок режущего инструмента, для обоснованного изменения режимов резания, для решения ряда прикладных задач, возникающих при создании и эксплуатации оборудования повышенной точности или автоматизированного станочного оборудования.
Изучая влияние процессов, протекающих в зоне резания, на ВА сигнал, необходимо учитывать, что непосредственно померить ВА сигнал на той или иной грани инструмента, или в зоне пластических деформаций не представляется возможным. Акселерометры устанавливаются на некотором отдалении от зоны резания и воспринимают поступающую от нее интегральную информацию. Дифференциация этой информации на отдельные составляющие возможна только умозрительным путем на основе синтеза знаний об особенностях процессов трения, пластического деформирования и информации о характере контактных процессов при резании. Правильность синтезированных гипотез и выводов проверяется только сопоставлением прогнозов, сделанных на основе этих гипотез, с реальными экспериментальными данными. Встречающиеся расхождения говорят о необходимости дополнения, усовершенствования или изменения гипотез, о необходимости более внимательного и осторожного подхода к исходной информации, которая тоже может быть не окончательной.
|
|
|
Современные представления о процессе стружкообразования опираются на исследования в этой области, проводившиеся под руководством А.М. Розенберга и Н.Н. Зорева [4, 5, 19]. Эти работы были развиты в трудах Н.В. Талантова [21, 22] и ряда других последователей.
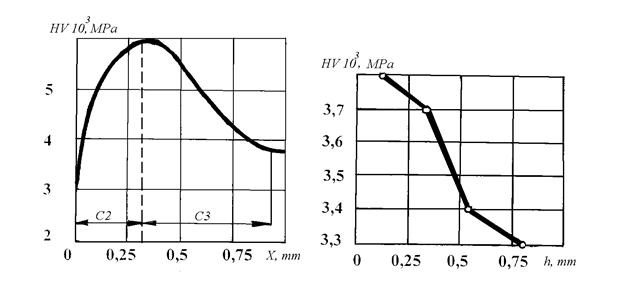
По современным представлениям процесс пластического деформирования металла при превращении срезаемого слоя в стружку протекает в зоне стружкообразования с параллельно, в первом приближении, расположенными начальной и конечной границами, показанными на рис. 2.8.1. Попадая на начальную границу в зоне стружкообразования, материал стружки начинает упрочняться, его микротвердость начинает расти. Этот процесс продолжается до момента достижения конечной границы зоны стружкообразования КМ. При прохождении через зону стружкообразования твердость материала будет тем выше, чем он ближе к границе КМ, и ближе к передней грани инструмента. На рис. 2.8.2 показаны графики изменения микротвердости по длине пластического контакта (рис. 2.8.2а) и по высоте над передней поверхностью (рис. 2.8.2б), полученные по данным работы [21].
Процесс контактного взаимодействия по передней поверхности инструмента характеризуется несколькими фазами. Общая длина контакта стружки с передней поверхности инструмента разделяется на участки пластического и вязкого контактов. Длины этих участков равны С1 и С4. Пластический контакт состоит из участков упрочнения и разупрочнения («отдыха» [22]) с размерами С2 и С3 (рис. 2.8.1).
Одним из принципиальных отличий процесса контактного взаимодействия формирующейся стружки с передней поверхностью инструмента от процесса сухого трения является то, что на прилегающей к режущей кромке части контакта, именуемого пластическим, внешнее трение заменяется контактным пластическим течением металла. Таким течением охватывается прилегающая к поверхности инструмента незначительная часть толщины стружки. Максимум высоты зоны контактного пластического течения находится в точке пересечения ее верхней границы с конечной границей зоны стружкообразования (точка К на рис. 2.8.1). Кинематика функционирования зоны пластического течения на рис. 2.8.1 показана эпюрами скоростей (Vх) течения слоев зоны по мере продвижения по передней поверхности. Из рисунка видно, что по всей длине пластического контакта на границе зоны контактного пластического течения и поверхности инструмента касательная скорость равна нулю. На верхней границе этой зоны, начиная с точки К скорость движения материала соответствует скорости движения стружки (Vc). Скорости течения внутренних слоев Vx занимают промежуточные положения. Начиная от точки К, в зоне KRD происходит постепенное выравнивание скоростей течения по слоям и к концу участка С3 стружка движется как единое тело со скоростью движения стружки Vc.
|
|
|
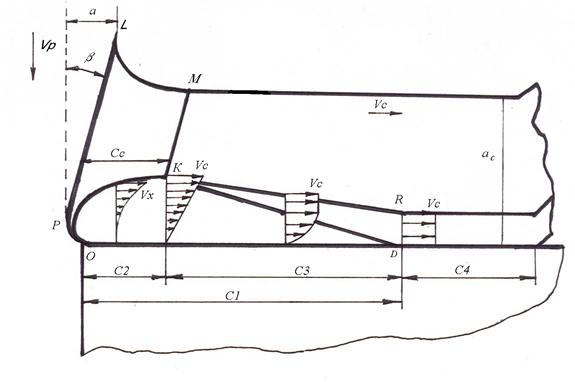
Рис. 2.8.1. Схема контактного пластического деформирования: С1 – длина пластического контакта, С4 – длина вязкого контакта, С2 и С3 – участки упрочнения и разупрочнения, PL и KM – начальная и конечная границы зоны стружкообразования с толщиной Сс.
Необходимыми условиями отсутствия на определенной части контакта внешнего трения и замены его контактным пластическим течением является следующее:
1. Формирование на границе инструментального и обрабатываемого материалов устойчивой адгезионной связи по всей действительной поверхности инструмента, при которой контактные касательные силы адгезионных связей превышают силы сопротивления пластическому течению в расположенных выше слоях зоны контактных пластических деформаций.
2. Формирование в месте зарождения контактного пластического течения на радиусе скругления режущей кромки отрицательного градиента степени упрочнения металла.
При наличии двух этих условий внешнее трение отсутствует, а процесс пластического течения развивается в объемах, удаленных от поверхности инструмента, где силы сопротивления пластическому течению ниже чем в граничных слоях.
|
|
|
Существование устойчивой адгезионной связи объясняется особыми условиями контактного взаимодействия при резании, к которым относятся высокий уровень давления и температур и взаимодействие поверхностей в ювенильном состоянии. Это состояние на участке пластического контакта объясняется тем, что поверхность деформированной стружки непрерывно вновь образуется в результате разрыва когезионных связей на участке радиуса скругления режущей кромки.
Относительно природы формирования отрицательного градиента упрочненного состояния срезаемого металла можно отметить следующее. Отрицательный градиент упрочненного состояния металла формируется в ходе перемещения объемов обрабатываемого металла по полосе раздела стружки и материала заготовки, расположенной в районе радиуса скругления режущей кромки. Элементарный объем металла перемещается с убывающей скоростью по направлению к поверхности инструмента и последовательно деформируется по схеме одноостного сжатия. По мере приближения металла к поверхности режущей кромки с ростом степени деформации растет и степень упрочнения металла. По данным [21] для стали 45 при Vp = 50 м/мин упрочнение возрастает на 50 – 60 процентов по сравнению с прочностью исходного металла. В точке, принадлежащей к поверхности раздела и находящейся на радиусе скругления резца, твердость будет максимальной по отношению к другим точкам поверхности раздела, но минимальной по сравнению с точками, продвинутыми вдоль передней поверхности и, соответственно, вдоль задней поверхности.
При дальнейшем перемещении металла вдоль передней поверхности инструмента течение металла развивается в связи с поворотом вектора скорости на верхней границе зоны контактного пластического течения от положения, перпендикулярного к поверхности инструмента, до положения, параллельного передней поверхности инструмента (рис. 2.8.1). Подробное исследование, проведенное в работе [21], по определению закономерности изменения микротвердости по длине зоны контактных пластических деформаций, показали, что при обработке упрочняемых материалов микротвердость изменяется по длине пластического контакта по кривой с максимумом ее значений на границе зоны стружкообразования. На второй части пластического контакта С3 (рис. 2.8.2а) протекает температурно-деформационный процесс, ведущий к разупрочнению металла и уменьшению высоты зоны контактных пластических деформаций. Длина зоны контактных пластических деформаций С1 (рис. 2.8.1) определяется по моменту окончания падения микротвердости в зоне пластических деформаций (на рис. 2.8.2а правая часть С3). На режущей пластине граница зоны С3 видна по характерному блеску от трения поверхности инструмента со сходящей стружкой.
|
|
|
Изменение микротвердости зоны пластического деформирования и сопротивления пластическому деформированию связаны пропорциональной зависимостью [19]:
t = 0,185 HV, (2.8.1)
где t - сопротивление пластическому деформированию, МПа, HV – микротвердость, МПа; 0,185 – переводной коэффициент.
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 421; Нарушение авторских прав?; Мы поможем в написании вашей работы!