КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
В, мм Толщина стенки трубы, мм
|
|
|
|
Подготовка труб под сварку и сварка
8.3.1. Для сварки могут быть использованы трубы и детали трубопроводов, дефекты на поверхности которых не превышают размеров допусков, регламентируемых ГОСТами, ТУ на поставку труб и деталей трубопроводов.
8.3.2. Перед сборкой необходим визуальный контроль поверхности труб, деталей трубопроводов, запорной и распределительной арматуры в соответствии с требованиями СНиПов. Обнаруженные дефекты должны быть исправлены в соответствии с требованиями прил. 11.
8.3.3. Забоины и задиры фасок глубиной до 5 мм ремонтируются с применением электродов с основным покрытием и подогревом, рекомендуемым при сварке данных труб.
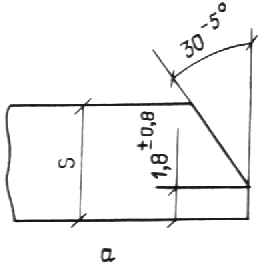
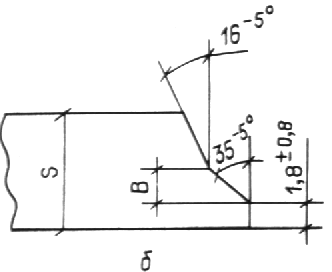
8.3.4. В монтажных условиях разделка кромок труб должна соответствовать рис. 8.1, а независимо от толщины стенки трубы. Размер В на рис. 8.1, б зависит от толщины стенки трубы:
7 Свыше 15 до 19
8 Свыше 19 до 21,5
10 Свыше 21,5 до 26
12 Свыше 26 до 30
| 
|
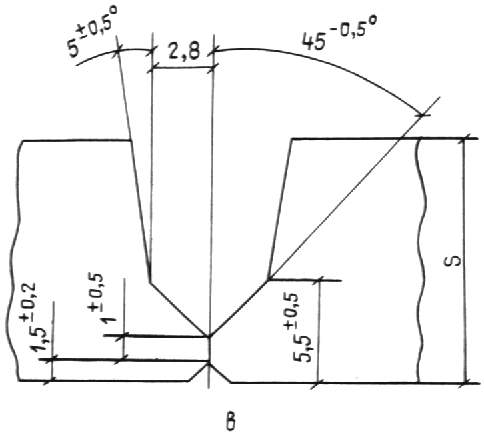
Рис. 8.1. Типы разделки кромок труб для ручной дуговой сварки, односторонней автоматической сварки под флюсом, автоматической дуговой сварки порошковой проволокой с принудительным формированием, полуавтоматической сварки в защитных газах: а — для труб D 57-1420 мм с толщиной стенки до 16 мм; б — для труб D 273-1420 мм с толщиной стенки более 15 мм; в — для автоматической сварки труб в защитных газах
Если изменяется форма заводской разделки кромок (см. рис. 8.1, а и б), для последующей двусторонней автоматической сварки под флюсом или в защитных газах эта операция должна быть выполнена механическим способом.
8.3.5. Соединение труб с разной толщиной стенок с деталями трубопроводов или труб с запорной и распределительной арматурой выполняется в соответствии с прил. 11.
|
|
|
8.3.6. При сборке труб с одинаковой нормативной толщиной стенки должны соблюдаться следующие требования:
смещение внутренних кромок бесшовных труб не должно превышать 2 мм. Допускается на длине не более 100 мм местное внутреннее смещение кромок, не превышающее 3 мм;
величина наружного смещения в этом случае не нормируется, однако должен быть обеспечен плавный переход поверхности шва к основному металлу в соответствии с технологической картой;
смещение кромок сварных труб не должно превышать 20 % нормативной толщины стенки, но не более 3 мм. Измерения величины смещения кромок допускается проводить по наружным поверхностям труб сварочным шаблоном.
Для труб с нормативной толщиной стенки до 10 мм допускается смещение кромок до 40 % нормативной толщины стенки, но не более 2 мм.
8.3.7. Сборку труб следует производить в соответствии с прил. 11, для сборки труб диаметром 1420 мм с толщиной стенки 21,5 мм и выше следует применять внутренние центраторы типа ЦВ (прил. 12).
Без применения внутренних центраторов можно осуществлять только сборку захлестов. Применение наружных центраторов обязательно независимо от диаметра труб.
8.3.8. Величины зазоров в стыках при сборке в случае сварки электродами приведены в табл. 8.1.
8.3.9. Сборку стыков при двусторонней автоматической сварке иод флюсом следует выполнять без зазора. На отдельных участках стыка длиной до 100 мм допускается зазор не более 0,8-1,0 мм.
8.3.10. Величина зазора при сборке стыков на трубосварочных базах зависит от способа и технологии выполнения подварочного слоя:
если подварку изнутри трубы выполняют вручную, то ее следует осуществлять сразу после сварки корня шва, при этом стыки собирают с зазором, рекомендованным для ручной дуговой сварки электродами с основным покрытием;
если подварку изнутри трубы выполняют автоматической сваркой под флюсом, то сборку стыка следует выполнять с зазором не менее 1,5 мм.
Таблица 8.1
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 948; Нарушение авторских прав?; Мы поможем в написании вашей работы!