КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Соединений трубопроводов
|
|
|
|
И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ
СБОРКА, СВАРКА
СРОК ХРАНЕНИЯ ЭЛЕКТРОДОВ
| Сварочные материалы | Срок годности при хранении в сухих помещениях, сут |
| Электроды с основным видом покрытия | |
| Электроды с целлюлозным видом покрытия |
ПРИЛОЖЕНИЕ 11
1. Перед сборкой и сваркой труб необходимо:
произвести визуальный осмотр поверхности трубы (при этом трубы не должны иметь недопустимых дефектов, регламентированных техническими условиями на поставку трубы);
очистить внутреннюю полость труб от попавших туда грунта, грязи, снега;
выправить или обрезать деформированные концы и повреждения поверхности труб;
очистить до металла кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
2. Допускается правка плавных вмятин на торцах труб глубиной до 3,5 % диаметра труб и деформированных концов труб безударными разжимными устройствами. При этом на трубах из сталей с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) допускается правка вмятин и деформированных концов труб при положительных температурах без подогрева. При отрицательных температурах окружающего воздуха необходим подогрев на 100...150С. На трубах из сталей с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и выше — с местным подогревом на 150...200С при любых температурах окружающего воздуха.
Участки и торцы труб с вмятиной глубиной более 3,5 % диаметра трубы или имеющие надрывы необходимо вырезать.
Допускается ремонт сваркой забоин и задиров фаски глубиной до 5 мм.
Концы труб с забоинами и задирами фасок глубиной более 5 мм следует обрезать.
|
|
|
3. При сборке труб с одинаковой нормативной толщиной стенки смещение кромок допускается на величину до 20 % толщины стенки трубы, но не более 3 мм при дуговых методах сварки и не более 2 мм при стыковой сварке оплавлением.
4. Непосредственное соединение на трассе разнотолщинных труб одного и того же диаметра и труб с деталями (тройниками, переходами, днищами, отводами) допускается при следующих условиях:
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых 12 мм и менее) не превышает 2,5 мм;
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых более 12 мм) не превышает 3 мм.
Соединение труб или труб с деталями с большей разностью толщин стенок осуществляется путем вварки между стыкуемыми трубами или трубами с деталями переходников или вставок промежуточной толщины, длина которых должна быть не менее 250 мм.
При разнице в толщине труб до 1,5 толщины допускается непосредственная сборка и сварка труб при специальной разделке кромок более толстой стенки трубы или детали. Конструктивные размеры разделки кромок и сварных швов должны соответствовать указанным на рис. 11.1.
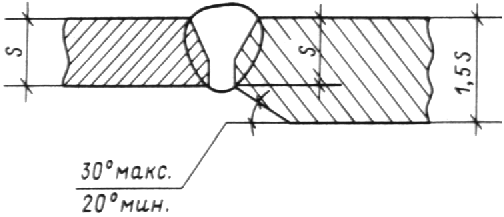
Рис. 11. 1. Конструктивные размеры разделки кромок и сварных швов разнотолщинных труб (до 1,5 толщины стенки)
Смещение кромок при сварке разностенных труб, измеряемое по наружной поверхности, не должно превышать допусков, установленных требованиями п. 3 данного приложения.
Подварка изнутри корня шва разностенных труб диаметром 1000 мм и более по всему периметру стыка обязательна, при этом должен быть очищен подварочный слой от шлака, собраны и удалены из трубы огарки электродов и шлак.
ПРИЛОЖЕНИЕ 12
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЦЕНТРАТОРОВ
Таблица 1
Технические характеристики центраторов
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 1061; Нарушение авторских прав?; Мы поможем в написании вашей работы!