КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Понятие о старении и восстановлении машин и их составных частей
|
|
|
|
1.2.1. Виды изнашивания и причины отказов
Изменение технического состояния обусловлено работой узлов механизмов, случайными причинами, а также воздействием внешних условий работы и хранения автомобиля. К случайным причинам относятся скрытые дефекты, перегрузки конструкции и т. п.
Основными постоянно действующими причинами изменения технического состояния деталей и автомобиля в целом являются изнашивание, пластические деформации, усталостные разрушения, коррозия, физико-химические изменения материала деталей. Виды изнашивания деталей представлены на рис. 3.
Изнашивание - это процесс разрушения и отделения материала с поверхности детали и (или) накопления ее остаточной деформации при трении, проявляющейся в постепенном изменении размеров и формы деталей. Результат изнашивания, определяемый в установленных единицах (например, мкм/км), называется износом.
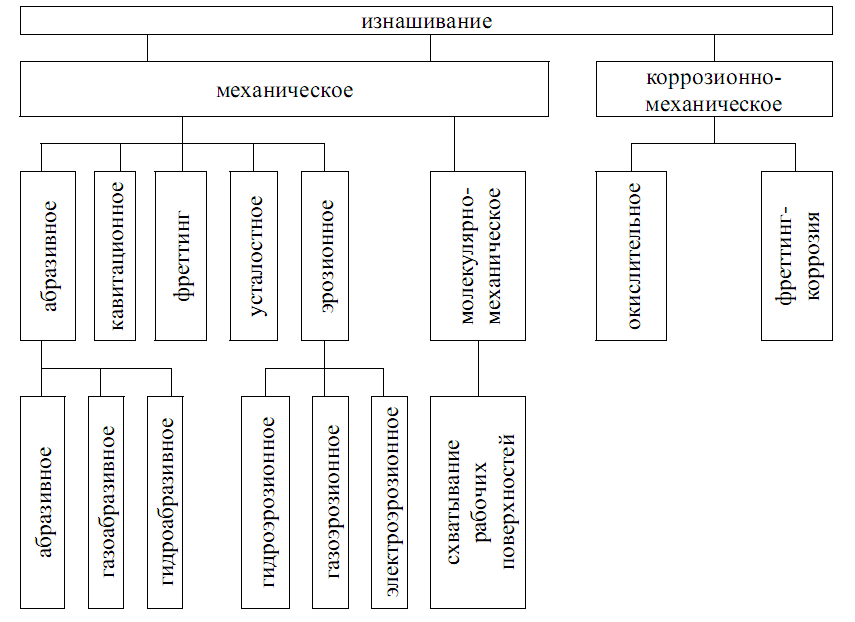
Рис. 3. Виды изнашивания деталей
Знание основных причин изменения технического состояния важно как для совершенствования конструкции автомобилей, так и для выбора наиболее эффективных мероприятий по предупреждению неисправностей в эксплуатации.
Процесс изнашивания возникает под действием трения, зависящего от материала и качества обработки поверхностей, смазки, нагрузки, скорости относительного перемещения поверхностей и теплового режима работы сопряжения.
Основной причиной сокращения срока службы оборудования является износ сопрягаемых поверхностей, движущихся относительно друг друга. В результате износа образуются мельчайшие осколки материала. Износ включает в себя один или несколько следующих процессов:
· микросрезание, происходящее при наличии осколков изнашиваемого материала или абразивных частиц, которые срезают крошечные частицы металла или вызывают поверхностную реформацию;
|
|
|
· пластическая или упругопластическая деформация, возникающая в определенных областях поверхности как результат высоких местных напряжений, появившихся при контакте микрошероховатостей на соприкасающихся поверхностях;
· поверхностную усталость, образующуюся при повторяющихся упругих деформациях поверхности и действующих флюктуирующих силах;
· местный перегрев, являющийся результатом недостаточного теплоотвода; локальные увеличения температуры бывают столь велики, что имеются случаи расплавления трущихся поверхностей (сварной спай);
· окисление, вызывающее образование легко разрушающихся твердых пленок или окислов,
· молекулярное взаимодействие, возникающее при больших давлениях и малой частоте вращения, при этом происходит холодная сварка и переход частиц металла с одной поверхности на другую;
· эффект Ребиндера, заключающийся в том, что смазка забивает микротрещины и является причиной возрастания давления, которое приводит к повреждению поверхностного слоя.
Эти процессы могут происходить одновременно и вызвать любой из перечисленных ниже видов износа.
Обычно в практике ТЭА (технической эксплуатации автомобилей) выделяют абразивное, усталостное, коррозионно-эрозионное, окислительное, электроэрозионное, а также изнашивание при заедании, фретинге и фретинг-коррозии.
Изнашивание при фреттинге, абразивное, эрозионное и усталостное относится к механическому виду изнашивания, а окислительное и при фретинг-коррозии - к коррозионно-механическому.
Молекулярное изнашивание характеризуется развитием локальных металлических соединений и отторжением образовавшихся частиц от трущихся поверхностей. Этот тип износа происходит при высоких давлениях и, как правило, развивается с высокой скоростью.
|
|
|
Абразивное изнашивание является следствием режущего или царапающего действия твердых частиц, находящихся между поверхностями трения. Такие частицы, попадая извне в виде пыли и песка между трущимися деталями или в смазочные материалы открытых узлов трения (рессорные шарниры), резко увеличивают их износ. В ряде механизмов, например кривошипно-шатунном, в качестве абразивных частиц выступают сами продукты изнашивания, отделившиеся от трущихся деталей.
Эрозионное изнашивание происходит в результате воздействия потока жидкости и (или) газа. Такому изнашиванию на автомобиле подвержены в первую очередь рабочие поверхности тарелок выпускных клапанов двигателя.
Задир (скаффинг) - это явление, при котором парные поверхности соприкасаются в условиях разрушения масляной пленки. Развитие этого процесса приводит к задиру подшипников скольжения, цилиндровых втулок и повышенному износу поршневых колец.
Изнашивание при заедании происходит в результате схватывания, глубинного вырывания материала, переноса его с одной поверхности на другую и воздействия возникших неровностей на сопряженную поверхность. Оно приводит к задирам, заклиниванию и разрушению механизмов. Такое изнашивание обусловливается наличием местных контактов между трущимися поверхностями, на которых вследствие больших нагрузок и скоростей происходят разрыв масляной пленки, сильный нагрев и «сваривание» частиц металла. При дальнейшем относительном перемещении поверхностей происходит разрыв связей. Типичный пример - заклинивание коленчатого вала при недостаточной смазке.
Окислительное изнашивание происходит в результате сочетания механического изнашивания и агрессивного воздействия среды, под действием которой на поверхности трения образуются непрочные пленки окислов, которые снимаются при механическом трении, а обнажающиеся поверхности опять окисляются. Такое изнашивание наблюдается на деталях цилиндропоршневой группы, гидроусилителей, тормозной системы с гидроприводом и др.
Изнашивание при фретинге — это механическое изнашивание соприкасающихся деталей при малых колебательных движениях. Если при этом агрессивно воздействует среда, то происходит изнашивание при фретинг-коррозии. Такое изнашивание может происходить в местах контакта вкладыша шеек коленчатого вала и постели в картере и крышке.
|
|
|
Электроэрозионное изнашивание проявляется в эрозионном изнашивании поверхности в результате воздействия разряда при прохождении электрического тока, например между электродами свечи зажигания.
Пластические деформации и разрушения связаны с достижением или превышением пределов текучести или прочности соответственно у вязких (сталь) или хрупких (чугун) материалов. Обычно этот вид разрушений является следствием либо ошибок при расчетах, либо нарушений правил эксплуатации (перегрузки, неправильное управление автомобилем, дорожно-транспортные происшествия и т.п.). Иногда пластическим деформациям или разрушениям предшествует механическое изнашивание, приводящее к изменению геометрических размеров и сокращению запасов прочности детали.
Усталостные разрушения возникают при циклическом приложении нагрузок, превышающих предел выносливости метериала детали. При этом происходят постепенное накопление и рост усталостных трещин, приводящие при определенном числе циклов нагружения к усталостному разрушению деталей.
Совершенствование методов расчета и технологии изготовления автомобилей (повышение качества металла и точности изготовления, исключение концентраторов напряжения) привело к значительному сокращению случаев усталостного разрушения деталей. Как правило, оно наблюдается в экстремальных условиях эксплуатации (длительные перегрузки, низкие или высокие температуры) у рессор, полуосей, рамы.
Коррозия происходит вследствие агрессивного воздействия среды на детали, приводящего к окислению (ржавлению) металла и, как следствие, к уменьшению прочности и ухудшению внешнего вида.
Основными активными агентами внешней среды, вызывающими коррозию, являются соль, которой посыпают дороги зимой, кислоты, содержащиеся в воде и почве, а также компоненты, входящие в состав отработавших газов автомобилей, и их химические соединения. Коррозия главным образом поражает детали кузова, кабины, рамы. Для деталей кузова, расположенных снизу, коррозия сопровождается абразивным изнашиванием в результате воздействия на поверхность при движении автомобиля абразивных частиц — песка, гравия. Сильно способствует коррозии сохранение влаги на металлических поверхностях, в том числе под слоем дорожной грязи, что особенно характерно для всякого рода скрытых полостей и ниш.
|
|
|
Коррозия способствует усталостному изнашиванию и разрушению, так как создает на поверхности металла концентраторы напряжения в виде коррозионных язв. Такой вид разрушений наблюдается, например, в местах сварки, крепления кронштейнов рессор.
Старение. Показатели технического состояния деталей и эксплуатационных материалов изменяются под действием внешней среды. Так, резинотехнические изделия теряют прочность и эластичность в результате окисления, термического воздействия (разогрев или охлаждение), химического воздействия масла, топлива и жидкостей, а также солнечной радиации и влажности.
В процессе эксплуатации свойства смазочных материалов и эксплуатационных жидкостей ухудшаются в результате накопления в них продуктов износа, изменения вязкости и потери свойств присадок. Детали и материалы изменяются не только при их использовании, но и при хранении: снижаются прочность и эластичность резинотехнических изделий; у топлива, смазочных материалов и жидкостей наблюдаются процессы окисления, сопровождаемые выпадением осадков.
Неисправности оборудования могут быть классифицированы в зависимости от характера разрушающего воздействия (химическое, термическое, механическое) и вида разрушения: ползучесть, коррозия, усталостные трещины.
Наиболее часто встречающиеся неисправности оборудования - трещины, возникающие вследствие перегрузок, наличия поверхностных дефектов, коррозии.
Усталостное изнашивание состоит в том, что поверхностный слой материала в результате трения и циклической нагрузки становится хрупким и разрушается, обнажая лежащий под ним менее хрупкий материал. Такой вид изнашивания может наблюдаться на беговых дорожках подшипников, шестерен, зубьях.
Усталость металла оборудования связана с действием циклических нагрузок, результат которых - возникновение и рост усталостных трещин. Хотя предел усталости материала - его свойство, степень роста трещины является следствием многих факторов и определяется условиями эксплуатации.
Как правило, развитие трещины начинается с образования микротрещин, «огрубления» поверхности, растрескивания по границам зерен, а также вокруг твердых включений и сопровождается дальнейшим проникновением в глубину материала. Испытаниями на усталость при мало- и многоцикловом нагружении установлено, что независимо от числа циклов зарождение трещин происходит по границам зерен. Направление развития поверхностных трещин вначале совпадает с плоскостями скольжения и остается таким до тех пор, пока образовавшаяся микротрещина под действием циклических напряжений не захватит достаточно большой объем деформированного материала.
Процессы роста микротрещины связаны с объемом деформированного материала в ее вершине, а направление движения является нормальным по отношению к направлению циклического растягивающего усилия и ориентация трещины уже не зависит от направления сдвига кристаллов. В этом случае микротрещина превращается в макротрещину и достаточно быстро распространяется в металле.
На ранних стадиях развития трещины в элементах могут быть обнаружены с помощью методов неразрушающего контроля (МНК). За обнаруженными трещинами может быть установлено регулярное наблюдение, так как по развитию трещины можно судить о сроке службы элемента до его замены.
Осмотр усталостных трещин под микроскопом позволяет выявить их следующие внешние признаки: небольшую остаточную деформацию; метки от разрыва, указывающие на рост трещины и видные под микроскопом; метки от разрыва - гладкие (ровные); направление распространения трещины, нормальное к основной оси растяжения.
Поверхность усталостной трещины включает две определенные области: гладкую и грубую (зону мгновенного действия). Гладкая поверхность получается в результате трения поверхностей трещины при ее смыкании и размыкании вследствие циклических нагрузок. В каждой трещине можно найти ее начало, являющееся центром распространения волн усталости. Эти волны обычно называют «метками остановок», они хорошо видны на пластинах из алюминиевого сплава. Следует отметить, что при лабораторных усталостных испытаниях эти отметки редко проявляются. Это объясняется тем, что отметки возникают из-за остановок процесса развития трещины вследствие различных уровней повторных напряжений, свойственных эксплуатационным условиям.
Неисправности, возникающие вследствие усталостных явлений, часто выражаются в виде изменений геометрической формы детали, в результате чего возникает концентрация напряжений. Возможное изменение геометрической формы можно определить с помощью специальных покрытий детали, которые в поляризованном свете меняют свой цвет, или математическими методами расчета, например, методом конечных элементов.
Изменение геометрии, приводящее к высокой концентрации напряжений в конструкции, необходимо учитывать при проектировании на основе предполагаемых технологических дефектов, которые существенно влияют на появление усталости и известны как концентраторы напряжений.
Наиболее типичными концентраторами напряжений являются:
· выемки (кольцевые канавки, царапины, резьбы и т.д.), т.е. любое изменение поверхности, которое приводит к перераспределению напряжений, особенно чувствительны к выемкам твердые и высокопрочные на разрыв металлы;
· обезуглероживание, при котором углерод теряется с поверхности сплавов железа после нагрева в активной среде, что значительно снижает сопротивление усталости в некоторых местах поверхности;
· коррозия, при которой трещины на поверхности металла действуют так же, как выемки с таким же отрицательным эффектом; при этом коррозионная среда ускоряет процесс усталости, так как во время действия цикла нагружения трещина раскрывается и оголенный металл подвергается действию коррозионной среды;
· фретинг-коррозия, возникающая в местах плотного соединения двух деталей, подвергающихся переменному изгибу;
· включения, которые являются как бы «инородными частицами» в структуре металла;
· внутренние напряжения, возникающие в результате термической обработки, протяжки, прокатки, холодной обработки, некачественной сварки, ослабляющие материал.
Фретинг-коррозия в сочетании с усталостью может значительно снизить предел выносливости металла. В качестве примера фретинговой усталости можно привести отказ шарнирных соединений в лонжеронах крыла из алюминиевого сплава. При кадмированных шпильках такое соединение работает надежно, так как кадмий, видимо, действует как смазка и тормозит электрохимическую коррозию. Если же шпильки не кадмированы, то в результате фретинг-коррозии наблюдаются усталостные явления.
Другой случай фретинга характерен для зубчатых зацеплений редукторов. Осмотр показывает, что потери металла в результате фретинга таковы, что только несколько зубьев находятся в нормальном контакте между собой, в результате чего нагрузка распределяется весьма неравномерно и приводит к высоким напряжениям. Металлографическое исследование поверхности зубьев показало на присутствие усталостных трещин. Продукты окисления были в основном типа β-Fe2 H2O, которые обычно образуются в условиях слабокислой среды.
Большинство усталостных повреждений происходит из-за наличия поверхностных дефектов, однако в ряде случаев причиной развития усталостной трещины может явиться неоднородность материала, вызванная различного рода включениями, закаливанием и скручивающими нагрузками
Наличие включений приводит к нарушению однородности материала и, как следствие, к концентрации напряжений, которая особенно опасна для твердых и хрупких материалов. Область перехода от закаленного слоя к более мягкому, часто является местом начала развития усталостных трещин. Причиной этого, вероятно, являются изменения в микроструктуре металла совместно с остаточными напряжениями.
Скручивающие нагрузки являются нормальными рабочими условиями для шарикоподшипников, которые испытывают изгибные напряжения в соответствии с циклом качения.
Типичным примером эксплуатационных нагрузок, вызывающих усталостные разрушения, являются вибрационные напряжения
Нагрузки, вызывающие напряжения, превышающие предел упругости, могут привести к отказам в виде трещин.
Нагрузки бывают трех различных типов статические, циклические и динамические.
Статические нагрузки действуют постепенно таким образом, что в любой момент все элементы оборудования находятся в равновесии. Такие кратковременные статические нагрузки обычно повторяются, поэтому не возникает условий для появления усталостных явлений. Если же статические нагрузки действуют в течение длительного периода, то в этом случае характеристики ползучести или текучести материала являются факторами, определяющими предельный срок службы материала оборудования.
Циклические нагрузки обычно отождествляют с усталостью, так как действующие напряжения циклически изменяются с большой частотой.
Динамические нагрузки возникают при движении объектов, при этом в течение длительного периода не существует положения статического равновесия. Классификация динамических нагрузок включает внезапные нагрузки и ударные нагрузки.
Внезапные нагрузки происходят, когда масса (или «мертвый груз»), находящаяся в покое, внезапно прикладывается к объекту. Можно показать, что возникающие напряжения удваиваются по величине в случае «мягкого» приложения массы.
Ударные нагрузки связаны с движением при столкновении одного объекта с другим и возникновении исключительно высоких напряжений при переходе кинетической энергии в потенциальную энергию напряжений.
Известно, что материалы, которые отказывают по вязкости (пластичности) при статических нагрузках, часто отказывают по хрупкости, если величина динамического нагружения очень велика.
Теория Герца, рассматривающая упругий контакт между криволинейными поверхностями, хотя и не объясняет непосредственно причины эксплуатационных отказов, которые включают пластическую деформацию материала, приводящую к взаимной «подгонке» контактирующих поверхностей, тем не менее, анализ напряжений на ее основе все еще широко используется в инженерной практике.
Герц вывел уравнения для величины и типа напряжений, возникающих на поверхности и под поверхностью при сжатии контактирующих деталей. Предположив, что в условиях статики давление распределяется нормально к контактным поверхностям двух упругих цилиндров, и их можно заменить четырехугольником.
Усилия сжатия увеличиваются с глубиной, при этом деформация возрастает от нуля в поверхностном слое до максимальной величины.
Если цилиндры катятся, в дополнение к упомянутым силам прикладывается еще и крутящий момент, который искажает полуэллиптическое распределение давления. Для коэффициента трения, равного 0,33, максимальное усилие сжатия возросло на 39% и деформация на 42%.
Выбоины, выемки, пазы, коробление возникают обычно от приложения избыточных нагрузок.
Теория пластической деформации часто применяется для вычисления напряжений, порождающих углубления, выемки. Пластическая деформация начинается тогда, когда среднее давление равно 1.1Y (Y-предел текучести материала при соосном сжатии).
Излом по плоскости скольжения образуется между точно определенными кристаллографическими плоскостями в зернах. Как правило, поверхность трещины имеет большие гладкие области и отличается многочисленными другими характерными признаками.
Вязкое разрушение обычно возникает в результате перегрузки материала. Металл разрывается под действием приложенных сил в местах неоднородностей по границам зерен. При возрастании усилия микрораковины растут и, сливаясь, формируют сплошную поверхность разрыва, имеющую язвочки. В вязких материалах при растягивающих усилиях язвочки в основном равноосные и более или менее круглые, в то время как при наличии сдвига они принимают параболическую форму.
Трещины при статической нагрузке являются результатом приложения единичной нагрузки, вызывающей напряжения, превышающие предел выносливости материала.
Растяжение вызывает локальную деформацию или «шейкообразование»; поверхность трещины формируется плоскостями разделения, наклоненными под углом около 45° к направлению нагрузки. Две части стержня, разорванного осевым растяжением, напоминают «чашу и сердцевину» с краями, скошенными под углом 45°.
Отказы из-за сжатия происходят в двух основных формах: сжатие бруса и изгиб (выпучивание).
Сжатие бруса происходит в коротких тяжелых частях, которые разделяются наклонными плоскостями так же, как и при растяжении, отличие лишь в том, что при разделении между двумя половинами трещины существует трение.
Изгиб происходит в длинных частях и вызывает типичное изгибное изменение формы.
Моменту изгиба, приложенному к материалу, оказывают сопротивление растягивающие и сжимающие напряжения самого материала. Как следствие, разрушение материала при этом аналогично образованию трещин при растяжении с внешней стороны изгиба и сжатии - с внутренней стороны изгиба.
Можно выделить два вида разрушений при сдвиге: срез бруса и изгиб (коробление).
При срезе бруса две половины трещины скользят одна по другой, поверхность подвергается трению, в результате чего трещина заглаживается или происходит задир поверхности. Направление задира показывает направление приложения силы среза.
Изгиб характерен для металлических листов и происходит так, что направление гребней или впадин изгибной волны совпадает с диагональю сдвинутой плоскости.
Кручение - это форма сдвига. Две половины разрушенного металлического образца сохраняют некоторый остаточный изгиб. Поверхность трещины часто имеет вид такой же, как и при растяжении, и наклонена под углом скручивания.
При столкновениях и взрывах возникающий удар вызывает волны напряжений.
Коррозионный износ происходит при наличии агрессивной (окислительной) среды. Циклическая нагрузка разрушает окисную (защитную) пленку и обнажает свежий подслой металла, который при наличии кислорода окисляется, образующаяся пленка снова разрушается, и процесс повторяется.
Кавитационный износ (кавитационная эрозия) является следствием локальных гидравлических ударов жидкости в зоне кавитации. Если элемент работает в потоке горячих газов, то поверхность размягчается и окисляется, при этом из металла уносятся вместе с потоком газа отколовшиеся частицы металла (газовая эрозия).
Рельеф, химический состав и физическая структура трущихся поверхностей, условия окружающей среды, в которых они работают, влияют на трение и износ. Любая металлическая поверхность покрыта тонким слоем оксидной пленки толщиной в несколько ангстрем, состоящей в основном из химически абсорбированного кислорода, который в большинстве случаев поглощается из атмосферного воздуха. Пленка действует как защитное средство, но, будучи разрушенной в результате трения локальными участками, теряет это свойство, так как металлический контакт способствует активному взаимодействию поверхностей деталей не только со смазочным маслом, но и с химически активными примесями.
Наряду с этим экспериментально установлено, что сопротивление некоторых твердых тел нагрузкам и деформациям снижается в присутствии поверхностно-активных веществ (эффект Ребиндера). Этот эффект связан с обратимой абсорбцией, снижающей поверхностную энергию материала. Такие поверхности очень чувствительны к абсорбции поверхностно-активных веществ и значительно облегчают процесс деформации, часто ускоряя разрушение материала более эффективно, чем химическая реакция.
Выделяют три отчетливо различимые фазы износа элемента при его эксплуатации (рис. 4). Во время первой фазы идет приработка элементов, т. е. изменяется микро- и макроструктура поверхностей. Износ во второй фазе называется нормальным периодом. Во многих случаях можно принять линейную связь между величиной износа и временем. Основными факторами, влияющими на величину износа в этой фазе, являются удельное давление и относительная скорость движения трущихся деталей. При абразивном износе последний прямо пропорционален удельному давлению на трущиеся поверхности и пути скольжения. Третья фаза - аварийный износ является результатом количественных изменений в структуре поверхности сопрягаемых деталей, причем процесс развивается с катастрофической скоростью.
Из косвенных методов измерения температуры поверхности твердых тел с высокой степенью точности можно выделить методы измерения температуры по цвету поверхности, по температуре плавления специальных покрытий (красок) и с помощью металлов-индикаторов с известными фазовыми характеристиками. Для прямых методов измерения температуры используются термопары, термометры сопротивления, приемники излучения, термография.
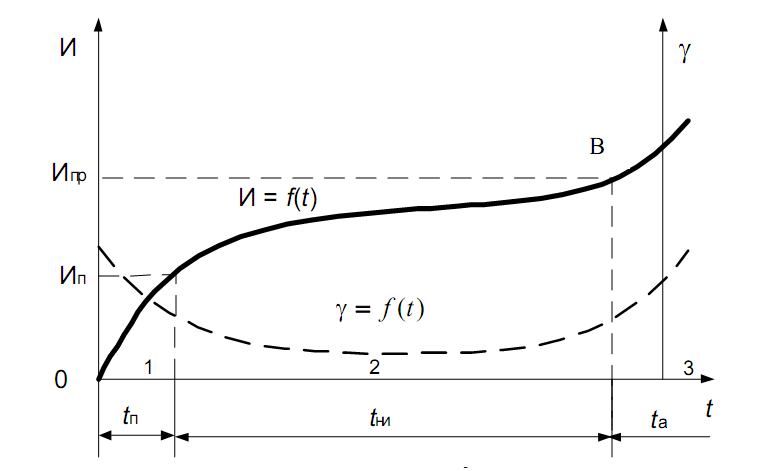
Рис. 4. Кривая изнашивания деталей машин:
tп – период приработки; tни- период нормального изнашивания;
tа – аварийное изнашивание; Ип – износ за период приработки;
Ипр – предельный износ; И = f (t) – кривая износа;
J = f (t) – скорость изнашивания
При контакте поверхностей сопрягаемых деталей может возникнуть давление, способное разорвать смазывающую пленку и обнажить сопрягаемые поверхности, что создает условия для сваривания локальных участков. Повреждение поверхности, в результате которого образуются локальные спайки между трущимися поверхностями, называется скаффингом. Этот процесс является следствием резкого возрастания коэффициента трения между трущимися поверхностями. Возрастание коэффициента трения на 30% может быть достаточным для возникновения деформации сдвига по всей контактной области сопрягаемых деталей.
Опасность задира увеличивается, когда между поверхностями происходит скольжение и качение, при этом влияние скольжения более значительно. При таких условиях могут возникнуть высокие мгновенные температуры, так как во время контакта теплота не рассеивается, что приводит к расплавлению металла. Для этой формы разрушения характерны царапины, заканчивающиеся в области сплавления.
Скаффинг характерен в основном для зубчатых зацеплений и поршней в двигателях внутреннего сгорания. Наблюдаются две стадии этого процесса: увеличение коэффициента трения вследствие нарушения режима смазки, резкий нагрев и разрушение поверхностного слоя, сопровождающееся интермолекулярным свариванием металла двух поверхностен.
1.2.2. Виды коррозии
Коррозионное разрушение - результат электрохимических и химических процессов, протекающих на поверхности металла, находящегося в коррозионно-активной среде.
Как правило, коррозионные процессы начинают развиваться еще в период хранения или монтажа, а также сборки оборудования. Большинство фирм для этого периода используют соответствующие средства защиты от коррозии, однако их эффективность целиком определяется соответствующей подготовкой поверхности, так как иначе средства защиты только прикроют продолжающийся коррозионный процесс, продукты которого, в конце концов, попадут внутрь механизма.
В собранном оборудовании характер протекания коррозии определяется условиями эксплуатации. Обычно различают коррозию под напряжением, коррозионную усталость металла и кавитационную эрозию.
Коррозия под напряжением является причиной растрескивания металла под действием постоянного напряжения в коррозионно-активной среде. Трещины в этом случае располагаются нормально к растягивающим напряжениям, имеют неровные грубые грани и могут быть межкристаллитными или транскристаллитными в зависимости от материала.
Коррозионная усталость характерна для деталей, находящихся в коррозионно-активной среде и подверженных растягивающим циклическим нагрузкам. Образующиеся в этом случае трещины распространяются вглубь материала перпендикулярно к растягивающим напряжениям и имеют в основном транскристаллитный характер и обычно заполняются продуктами коррозии.
Кавитационные процессы обычно возникают в гидравлических механизмах, к числу которых могут быть отнесены корабельные винты и рули, цилиндровые втулки двигателей, подшипники скольжения, системы впрыска топлива, насосы и гидравлические системы.
Разрушение материала под действием кавитации является следствием одновременного механического воздействия смыкающихся пузырьков жидкости и электрохимической коррозии.
Большинство видов топлив содержит примеси серы, которые после сгорания топлива, соединяясь с конденсировавшимися парами воды, образуют серную кислоту в виде сернокислого тумана. Эта кислота абсорбируется поверхностью газового тракта или твердыми частицами, такими как зольная пыль, и другими несгоревшими углеводородами. В результате происходит интенсивная коррозия омываемых газом деталей, повышенное образование нагара и лаковых отложений. Кроме того, судовые дизельные двигатели, работающие на сернистых сортах топлива, имеют повышенный износ втулок и поршневых колец. Было установлено, что высокий износ является следствием недостаточных нейтрализующих и моющих свойств смазочного масла.
1.2.3. Нагарообразование
Используемые в двигателях топлива, содержащие воду, загрязнения, асфальтовые примеси, парафин и т.п., являются причиной коррозии впрыскивающих сопел, а также нагарообразования.
В дизелях отложения нагара вызывают закоксовывание распылителей форсунок, потерю подвижности поршневых колец и другие нарушения.
В газовых турбинах нагар искажает фронт и структуру пламени, вызывает коробление камер сгорания, износ лопаток турбин вследствие эрозии и коррозии и т.п.
1.2.4. Отложения в охлаждающих системах
Реальное состояние теплопередающих поверхностей двигателей внутреннего сгорания далеко от идеала, так как охлаждаемая сторона двигателя обычно покрывается накипью и ржавчиной, которые являются следствием низкого качества охлаждающей жидкости. Засорение охлаждающей системы и ухудшение теплопередачи ведет к термическим напряжениям - одной из наиболее частых причин появления и развития трещин.
Вопросы для самоконтроля:
1. Для чего необходимо знать характер отказов каждой детали?
2. Приведите полную характеристику понятия объекты.
3. Перечислите свойства качества продукции.
4. В чем разница между понятиями неработоспособное и неисправное состояние?
5. Что понимается под понятием ремонтируемый объект?
6. В чем заключается невозможность дальнейшей эксплуатации объекта?
7. Всякое ли повреждение приводит к отказу?
8. В чем заключается отличие постепенного отказа от внезапного?
9. Чем вызывается эксплуатационный отказ?
10. Поясните сущность понятия назначенный ресурс.
11. В каком случае ремонтируемое изделие после отказа может быть восстановлено?
Раздел 2. Основные показатели и характеристики надежности
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 1647; Нарушение авторских прав?; Мы поможем в написании вашей работы!