КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основные параметры метрических резьб
|
|
|
|
Методы и средства измерения параметров резьбы
Контрольные вопросы к разделу 9
1. Дайте определение шероховатости и приведите причины ее образования.
2. Характеризуйте способы определения шероховатости.
3. Перечислите критерии для оценки шероховатости.
4. Как шероховатость обозначается на чертежах.
5. Чем вызывается разность хода лучей в интерферометре МИИ-4?
6. Что можно было бы наблюдать в поле зрения микроскопа МИИ-4, если бы исследуемая поверхность была идеально гладкой?
7. Назначение и характеристика интерферометра МИИ-4.
8. Назначение и характеристика прибора МИС-11.
9. Почему на микроскопе МИС-11 отсчеты нужно вести по одному и тому же краю видимой в поле зрения полосы?
10. Поясните принцип работы МИС-11.
11. Назначение и характеристика профилометра мод. 201.
12. Поясните принцип работы щуповых приборов.
Основными параметрами метрических резьб являются (рис. 10.1): d, (D) – наружный диаметр; d2, (D2 ) – средний диаметр; d1,(D1) – внутренний диаметр; d, d2, d1 – диаметры болта, D, D2, D1 – диаметры гайки; P – шаг резьбы; a - угол профиля резьбы; a2 – половина угла профиля; H – высота исходного треугольника; H1 – рабочая высота профиля.
Размеры резьбы стандартизованы по диаметру и шагу. Диаметр, условно характеризующий размеры резьбы и используемый при её обозначении, называется номинальным диаметром резьбы. Номинальное значение угла  для метрической резьбы равно 600.
для метрической резьбы равно 600.
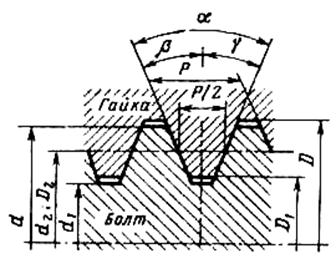 |
/2-половина угла профиля.
Рис. 10.1. Основные параметры резьбы
Метрическая резьба с крупным шагом обозначается буквой М и номинальным диаметром, например, М20. В обозначении резьбы с мелким шагом после номинального диаметра указывают величину шага в мм (М20 ´1,5).
|
|
|
Для левой резьбы в обозначении добавляются буквы LH, например: M20LH, M20 ´1,5LH.
В обозначении многозаходной резьбы указывают значение хода и в скобках шаг Р с числовым значением. Например, для трехзаходной резьбы с шагом 1 мм и значением хода 3 мм: M20´3(Р1); M20´3(Р1)LH.
При изготовлении резьбы из-за неточности станка, резьбонарезного инструмента и других причин неизбежно возникают ошибки в шаге и половине угла профиля, которые невозможно устранить. При наложении реального профиля резьбы, имеющей накопленную погрешность шага DР, на идеально точный профиль при равенстве средних диаметров болта и гайки детали не свинтятся.
Свинчиваемость резьбовых деталей обеспечивается тем, что средний диаметр резьбы болта уменьшается на величину fр или средний диаметр резьбы гайки увеличивается на эту же величину.
Причем для метрических резьб
fp = 1,73 × DR, (10.1)
где fp – диаметральная компенсация погрешности шага, мкм;
DP - накопленная погрешность шага (разность между действительным и номинальным значениями n шагов на длине отвинчивания), мкм.
Аналогично ошибка половины угла профиля компенсируется за счет уменьшения среднего диаметра резьбы болта или увеличения среднего диаметра резьбы гайки на величину
Для метрических резьб
 , (10.2)
, (10.2)
где fa - диаметральная компенсация погрешности половины угла профиля, мкм; Р – номинальный шаг резьбы, мм; Da2 – погрешность половины угла профиля (разность между действительным и номинальным значениями половины угла профиля), мкм. Для метрических резьб a2=300.
Половина угла профиля a2, а не полный угол профиля, принята за один из основных параметров для того, чтобы учесть не только правильность изготовления всего угла (a=6° для метрических резьб), но и не перпендикулярность биссектрисы этого угла к оси резьбы.
Погрешности шага резьбы и половины угла профиля, хотя и имеются при обработке, для резьбы с зазором стандартом отдельно не установлены.
|
|
|
Допуски в таблицах стандартов заданы на приведенный средний диаметр, т. е. это суммарные допуски, учитывающие допускаемые погрешности изготовления собственного среднего диаметра, а также шага и половины угла профиля.
Под приведенным средним диаметром болта следует понимать средний диаметр реального болта, увеличенный на (fp + fa), т. е. как бы возвращенный к идеальному среднему диаметру сопрягающейся с ним гайки:
d2пр = d2изм + (fp + fa), (10.3)
где d2пр - приведенный средний диаметр болта; d2изм – собственно средний диаметр болта.
Для гайки приведенный диаметр определяется так:
D2пр = D2изм – (fp + fa). (10.4)
Контролировать резьбу можно комплексным и дифференцированными методами.
При комплексном контроле с помощью проходного резьбового калибра одновременно контролируют средний диаметр, шаг и половину угла профиля. При дифференцированном методе проверяют каждый параметр резьбы отдельно.
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 1244; Нарушение авторских прав?; Мы поможем в написании вашей работы!