КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Оборудование для упаковки вязких молочных продуктов
|
|
|
|
Оборудование для упаковки вязких и пастообразных молочных продуктов делится на автоматы карусельного и линейного типов, которые могут иметь непрерывный или периодический режим работы.. Автоматы фасуют продукт в готовую тару или имеют механизмы для ее изготовления. Линейные автоматы в свою очередь подразделяются на автоматы с горизонтальной и вертикальной компоновкой.
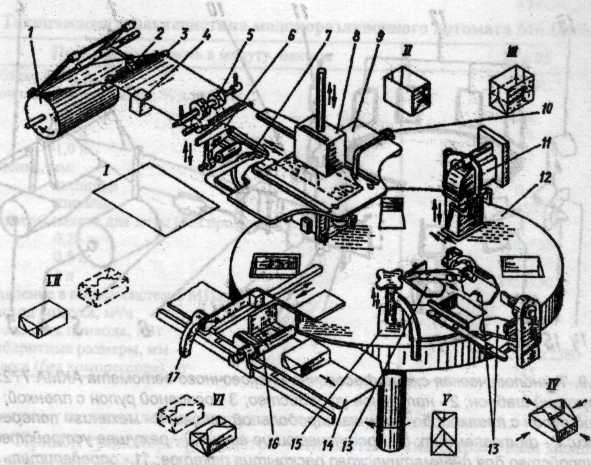
На рис. 4.13 представлена схема работы фасовочно-упаковочного автомата периодического действия АРМ для фасовки молочных продуктов повышенной вязкости (сливочное масло, творог). На данном автомате можно также фасовать мясной фарш. Упаковка осуществляется в пергамент или алюминиевую фольгу брикетами массой по 100, 125, 200 и 250 г. основными узлами автомата являются станина, в которой размещен главный привод, формующий стол, механизм образования пакетов, дозатор, механизм заделки пакетов, транспортер и бункер.
При работе автомата лента упаковочного материала с рулона подается на направляющий валик, от которого секторами направляется к ножам для отрезки заготовки. (позиция Ι). Заготовка с помощью секторов и рычагов поступает на матрицу, где ее поступление контролируется щупом.
Пуансон при своем движении вниз формует из заготовки с помощью матрицы коробку (позиция ΙΙ), которая попадает в одно из гнезд формующего стола и перемещается им к дозатору.
|
Дозатор объемного типа состоит из дозирующего цилиндра, поршня, крана и отсекателя дозы. Наполненный продуктом цилиндр поворачивается отверстием к крану. При совпадении отверстий в кране и цилиндре продукт давлением поршня выдавливается в коробку, находящуюся в гнезде формующего стола. Отсекатель отделяет продукт от крана. После отделения дозы поршень возвращается назад и отсасывает продукт внутрь цилиндра Продукт к дозатору поступает и бункера с помощью шнеков.
|
|
|
Рис. 4.13 Схема работы автомата АРМ
1 – рулон упаковочного материала, 2 – механизм прижима, 3 – направляющий валик, 4 – механизм датировки, 5 – секторы, 6 – ножи, 7 – рычаги, 8 – пуансон, 9 – матрица, 10 – щуп, 11 – дозатор, 12 – формующий стол, 13 – механизм заделки. 14 – транспортер, 15 – механизм подпрессовки, 16 – переворачиватель, 17 - съемник
При повороте стола коробка с продуктом перемещается к механизму заделки брикетов. После загибания краев коробки (позиция ΙУ) гнездо с пакетом поворачивается к механизму подпрессовки, для придания брикету окончательного вида (позиция У).
Далее продукт перемещается выталкивателем из гнезда формующего стола (позиция УΙ) и подается съемником на переворачиватель для укладки закрытой стороной вниз на транспортер (позиция УΙΙ).
Для фасовки и упаковки творога и творожной массы служат автоматы моделей М6-АР2Т, М6-АР2С1, М6-АР2С
Общий вид фасовочно-упаковочного автомата АРМ приведен на рис. 4.14.

Рис. 4.14. Общий вид фасовочно-упаковочного автомата типа АРМ
Технические данные автоматов АРМ и М6-АР
| Марка | AРM | PA1/1 | М6-AР2T | М6-AР1С | М6-AР2С | ||
| Упаковываемый продукт | масло, мясной фарш | масло, мясной фарш, творог | творог | Сладкая творожная масса | |||
| Масса дозы, г | 100-125 | 200-250 | 100-125 | 200-250 | 250 ± 6 | 50 ± 2 | 100 ± 4 |
| Производительность, Брик./мин | 40-80 | 60-130 | до 85 | до 70 | до 85 | ||
| Габаритные размеры брикета, мм | 100х75х37 | 75х50х37 | 100х75х38 | 75х50х38 | 100х75х37 | 50х37х30 | 75х50х29 |
| Упаковочный материал: | алюминиевая кэшированная фольга или пергамент | ||||||
| Наружный диаметр рулона, мм | до 400 | до 330 | до400 | до400 | до 400 | ||
| Ширина рулона, мм | 238; 230 | 170; 188 | 238; 230 | 170; 188 | |||
| Толщина, мм | 0,05 до 0,08 | ||||||
| Установленная мощность, кВт | 2,2 | ||||||
| Габаритные размеры, мм | 2900х2490х1540 | 2850х2205х1560 | 2920х1470х1560 | 2920х1470х1560 | 2920х1470х1560 | ||
| Масса, кг |
|
|
|
Для фасовки и упаковки плавленого сыра в фольгу служат автоматы моделей М6-АРУ и М6-АР1У (рис. 4.15). Первый из них упаковывает сыр в брикеты массой 62.5 и 100 г и наклеивает на них этикетки, второй формует и упаковывает сыр в брикеты массой 30 г. Принцип их работы имеет много общего с циклом автомата АРМ.
Рис. 4.15 Общий вид автомата модели М6-АРУ
Технологический цикл работы автомата состоит из следующих операций:
- разматывание упаковочного материала и подача его под штамп,
- наклеивание бумажных этикеток на ленту упаковочного материала
- вырезка развертки из ленты упаковочного материала,
- подача развертки на формующую матрицу,
- образование коробки и укладка ее в гнездо формующего стола
- проверка наличия коробки в гнезде,
- дозировка определенной порции продукта в коробку,
- подача упаковочного материала для крышки,
- отрезка крышки,
- накладка крышки на коробку с продуктом,
- загибание краев коробки
- подпрессовка и окончательная заделка брикета,
- нанесение даты,
- съем готовых брикетов с формующего стола на транспортер.
Технические данные автомата модели М6-АРУ
| Производительность, упаковок/мин. | до 65 |
| Номинальная масса дозы, г | 62,5 и 100 |
| Размеры брикета, мм: | |
| для 62,5 г | 50х50х24 |
| для 100 г | 71х52х26 |
| Точность дозировки, г | ±2 |
| Электродвигатель главного привода: | |
| мощность, кВт | 2,2 |
| скорость вращения, об/мин. (рад/сек.) | 1000 (104,72) |
| напряжение, в | 220/380 |
| частота, Гц | |
| Электродвигатель регулировки производительности: | |
| мощность, кВт | 0,08 |
| скорость вращения, об/мин. (рад/сек.) | 2760 (289,4) |
| напряжение, в | 220/380 |
| частота, Гц | |
| Размеры этикеток, мм: | |
| для 62,5 г | 42х42х±0,2 |
| для 100 г | 60х40±0,2 |
| Габаритные размеры, мм | 2580х1510х1630 |
| Масса автомата, кг |
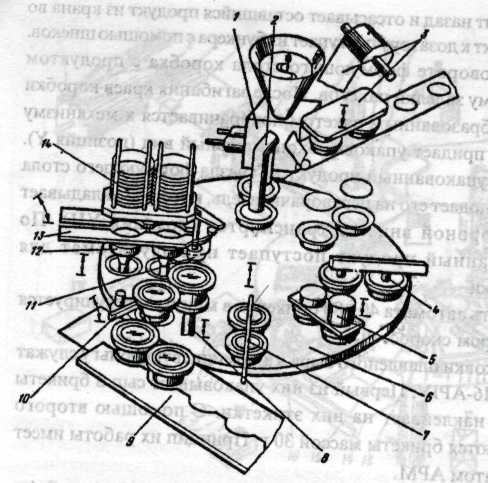
Для фасовки плавленого сыра в готовые полистироловые стаканчики служит фасовочно-упаковочный автомат М6-АРИ, схема которого приведена на рис. 4.16. Он также может использоваться для фасовки бутербродного и столового сливочного масла. Масса дозы составляет 100 и 250 г.
Автомат содержит станину с приводом, карусельный стол, механизм подачи стаканчиков, дозатор, механизм изготовления и подачи вкладышей, механизм подачи крышек, транспортер, бункер и станцию управления.
|
|
|
Принцип работы автомата заключается в следующем. При повороте карусельного стола с восьмью парами гнезд на 45 градусов в каждой паре выполняются определенные операцию Отделитель стаканчиков отделяет из кассеты по одному стаканчику и присоска вакуум-головки опускает его вниз и устанавливает в гнездо карусельного стола. Упор дозатора опускается на дно стаканчика и выдает заданную порцию продукта. одновременно маркиратор наносит дату на дно стаканчика.
Механизм изготовления вкладышей штампует их из алюминиевой фольги и накладывает на продукт в стаканчике.
|
Вакуум-присоска механизма подачи крышек отделяет крышку от общей стойки в кассете крышек и после поворота на 180 градусов надевает ее на верхний борт стаканчика. Игла механизма подачи клея наносит в двух точках клей и вакуум-присоска накладывает на крышку этикетку. Упакованный стаканчик выталкивателем поднимается вверх и съемником подается на транспортер. Производительность автомата составляет 72 уп./мин
Рис. 4.16 Схема автомата модели М6-АРИ
1 – дозатор, 2 – упор дозатора, 3 – механизм изготовления вкладышей, 4 – механизм подачи крышек, 5 – механизм подачи клея, 6 – стол, 7 – механизм подачи этикеток,8 – выталкиватель, 9 – транспортирующее устройство, 10 – съемник стаканчиков, 11 – маркиратор, 12 – присоска вакуум-головки, 13 – отделитель стаканчиков, 14 – кассета стаканчиков
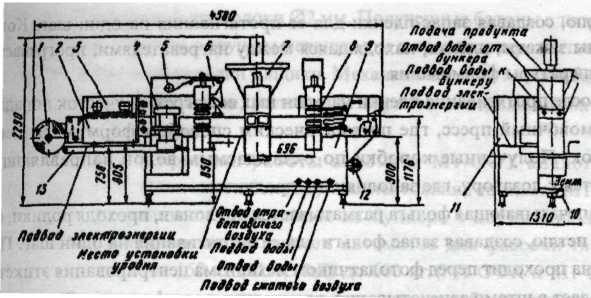
Для упаковки пастообразных плавленых сыров применяются фасовочно-упаковочные автоматы периодического действия моделей М6-ОРК-1 и М6-ОРК-2 с горизонтальной компоновкой. Данные автоматы формуют тару из полистирольной ленты и фасуют в нее продукт с запечатыванием алюминиевой фольгой, ламинированной термосвариваемым слоем.
Формуемая на автоматах тара представляет собой коробки в виде усеченной четырех угольной пирамиды с отбортовкой сверху и вместимостью 100 и 200 г.
|
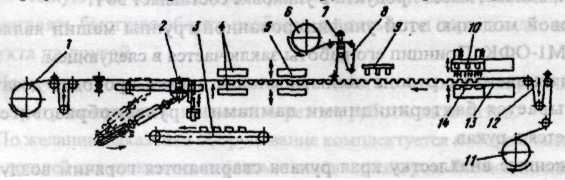
Технологическая схема автомата М6-ОРК представлена на рис. 4.17.
|
|
|
Рис. 4.17 Схема автомата модели М6-ОРК-1
1 – барабан, 2 – траверса, 3 – отводящий конвейер, 4 – штамп вырубки, 5 – штамп запечатывания, 6, 11 – рулоны, 7 – фотодатчик, 8 -, 12 – направляющие ролики, 9 – дозатор, 10 – пуансон, 13 нагреватели, 14 – матрица
Пленка сматывается с рулона и с помощью роликов образует петлю для определенного запаса при ее протягивании на один шаг. Когда штампы сближены, пленка нагревателем прогревается до температуры формования. После протягивания нагретый участок пленки попадает в формовочный пресс, где формуются шесть коробок. Коробки подаются по охлаждаемым направляющим в зону дозатора для заполнения продуктом.
Фольга для запечатки сматывается с рулона и, проходя ролики, образует петлю для ее последующего протягивания на шаг При этом она проходит под фотодатчиком механизма центрирования этикеток и попадает в штамп запечатывания, где сваривается с формуемой пленкой.
Протягивание на шаг формуемой пленки, ленты отходов, заполненных коробок и запечатывающей фольги осуществляется траверсы, совершающей возвратно-поступательное движение.
Автоматы М6-ОРК-1 и М6-ОРК-2 (рис. 4.18) содержат следующие основные части: несущую раму, механизмы формования и запечатывания коробок, дозатор, штамп, механизм протягивания пленки, конвейер и комплект технологической оснастки.
|
Рис.4.18 Состав фасовочно-упаковочного автомата типа М6-ОРК
1 – барабан. 2 – механизм протягивания пленки. 3 – пульт, 4 – штамп, 5 – рулонодержатель, 6 – механизм запечатывания, 7 – дозатор, 8 – механизм формования коробок, 9 – рама, 10 – аварийный выключатель, 11 – шкаф электроаппаратуры, 12 – рулонодержатель упаковочной пленки, 13 – конвейер
Для фасовки мягкого диетического творога, творога, выработанного кислотно-сычужным способом и детского используются автоматы с вертикальной компоновкой моделей М1-ОФК, М1-ОФТ, М1-ОФД. Первые два автомата фасуют продукт в полиэтиленовую пленку массой 250 и 500 г, а детский творог фасуется по 50 г.
Общий вид автомата модели М1 –ОФК приведен на рис. 4.19.

Рис. 4.19 Общий вид фасовочно-упаковочного автомата модели М1-ОФК
Конструктивно автомат состоит из следующих основных частей:
- рамы с главным приводом,
- устройства образования рукава продольного нагревателя,
- механизма, протягивающего рукав,
- дозатора с приводом,
- ламп бактерицидных,
- дататора,
- рулонодержателя,
- механизма заделки батонов,
- механизма распределительного вала в сборе,
- блока катушек,
- транспортера,
- пульта управления.
Разматываемая с рулона полиэтиленовая пленка проходит дататор, подвергается обработке бактерицидными лампами и при помощи рукавообразователя свертывается в рукав. Уложенные в нахлестку края рукава свариваются горячим воздухом продольного нагревателя. Рукав протягивается равномерно протягивающим механизмом. Творог из бункера насосом дозатора подается в образованный рукав. В определенные промежутки времени на рукав надеваются металлические скрепки, и полученные батоны с творогом отделяются друг от друга. Механизм заделки концов батонов во время образования шейки, наложения скрепок и отделения батонов движется вместе с рукавом. Готовые батоны при помощи транспортера отводятся из зоны обслуживания автомата и вручную укладываются в ящики.
Техническая характеристика автомата М1-ОФК
| Тип автомата | Вертикальный непрерывного действия |
| Производительность (техническая) при массе дозы, батонов/мин | |
| 250 г | 30…51 |
| 500 г | 30…38 |
| Допустимая погрешность дозирования при массе дозы, % | |
| 250 г | 2,5 |
| 500 г | 2,0 |
| Размеры батона, мм | |
| Диаметр | |
| длина (между скрепками) | 100, 260 |
| Упаковочный материал: | |
| Вид | пленка полиэтиленовая наполненная для упаковки молока и молочных продуктов |
| толщина, мкм | 60±10 |
| ширина, мм | 190±3 |
| Материал для заделки концов батонов: | |
| вид | Проволока алюминиевая Ǿ 2 |
| расход на одну упаковку, мм | |
| Материал для маркирования упаковочных единиц: | |
| Вид | Фольга цветная для горячего тиснения пластмасс |
| параметры рулона, мм: | |
| - ширина | |
| - наружный диаметр | |
| - внутренний диаметр втулки рулона | 35±2 |
| расход на одну упаковку, мм | 7х40 |
| Число цифр при маркировании | |
| Потребление: | |
| электроэнергии, кВт/час | |
| воздуха, м³/час | 6,3 |
| Габаритные размеры, мм: | |
| Длина | |
| ширина с отводящим транспортером и трапом | |
| ширина без отводящего транспортера | |
| Высота | |
| Масса, кг |
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 4454; Нарушение авторских прав?; Мы поможем в написании вашей работы!