КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Автомат для завертывания штучных изделий в целлофан
|
|
|
|
Производительность автомата составляет 50 пачек в минуту, габариты 5502х2620х1730 мм, масса - 1660 кг.
Для перехода от завертывания квадратных бисквитов на завертывание бисквитов прямоугольной формы заменяются сменные детали и проводится наладка автомата в соответствии с руководством по эксплуатации машины.
Кулачками 60, 54 управляются механизмы питателя, кулачками 34, 24, 5-10, 2 - механизмы станции подготовки оберточных материалов, кулачками 50, 49, 36, 35, 33, 32, 31, 23, 22 - механизмы заверточной станции, кулачками 48, 37 - механизмы выключения подачи оберточных материалов при отсутствии бисквитов в ячейке конвейера.
От левого поперечного вала мальтийским механизмом 25-26 движение с остановками сообщается конвейеру 55, подающему стопки бисквитов от питателя к заверточной станции.
От вала привода клеевого валика шестернями 18-19-20 движение сообщается клеевому валику 21. От вала привода механизма подачи пергамента цепной передачей 17-16 и сцепной муфтой 15 приводится во вращение барабан 14, сматывающий пергамент с рулона 13.
От главного вала на правый и левый поперечные валы движение передается коническими шестернями 38-39 и 29-30. От него же с помощью цепной передачи 27-28 приводится масляный насос. От правого поперечного вала с помощью трех пар конических шестерен 51-52, 3-4, 11-12 приводятся в движение продольный вал, вал привода клеевого валика и вал привода механизма подачи пергамента. От продольного вала с помощью пары цилиндрических 55-56 и пары конических 57-58 шестерен приводится в движение вал питателя и от последнего, с помощью цепной передачи 59-61 и храпового механизма 62, движение с остановками сообщается приемному ленточному транспортеру 1.
|
|
|
Автомат типа АЗМ для завертывания штучных изделий в целлофан относится к группе автоматов с непрерывным образованием трубки оберточного материала и осуществляет упаковку в форме прямоугольного параллелепипеда длиной 220 мм, шириной 120 мм и высотой 50 мм в термически склеиваемый рулонный оберточный материал. Схема автомата АЗМ приведена на рис. 8.24.
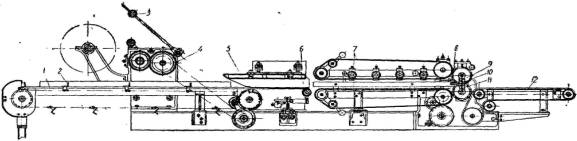
Рис. 8.24 Автомат типа АЗМ для завертывания штучных изделии и целлофан
1 – транспортер пластинчатый, 2 – упор, 3 – ролик направляющий, 4 - барабан, 5 – устройство формирования трубки, 6 – рифленый ролик, 7 – транспортер ленточный, 8 - подгибатель, 9 – сектор рифленый, 10 - термоэлемент, 11 - нож, 12 – транспортер ленточный
Автомат состоит из следующих частей: устройства, подающего оберточный материал; устройства для свертывания в трубку ленты оберточного материала; транспортера, подающего завертываемые изделия; устройства для термического склеивания продольного шву трубки оберточного материала; транспортеров, непрерывно протягивающих трубку вместе с помещенными в ней изделиями; механизма вдавливания боковых сторон трубки и механизма для термического склеивания и разрезания поперечного шва трубки.
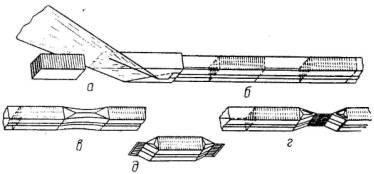
Рис. 8.25 Схема завертывания штучных изделий в целлофан
а – подача продукта в сформированную трубку упаковочного материала, б – термическая сварка продольного шва, в – деформация боковых стенок трубки между изделиями, г – термическая сварка поперечного шва, д – отрезка упаковки
На рис. 8.25 показана последовательность операций завертывания изделий. Лента обертки непрерывно подается из рулона к устройству, где свертывается в трубку прямоугольного сечения. Изделие подается в трубку транспортером (а). Образующийся при свертывании трубки продольный шов внахлестку непрерывно термически склеивается (б). Подвижными подгибателями боковые стенки трубки вдавливаются в промежутках между изделиями (в). Вращающимися секторами трубка сплющивается, термически склеивается поперечный шов (г), который посредине разрезается ножом (д).
|
|
|
Размотанная из рулона барабаном 4 (рис. 8.24) лента оберточного материала через направляющий ролик 3 поступает к устройству 5 для свертывания в трубку.
Это устройство (рис. 8.26) представляет собой коробку, имеющую в сечении прямоугольную форму с открытыми торцами и незамкнутым на дне контуром, образующим щель между стенками дна для пропуска одной из кромок ленты. Вторая кромка ленты проходит через прорезь 1 верхней стенки дна коробки и накладывается на первую с помощью Г-образной детали 2, служащей площадкой для склейки обеих кромок.
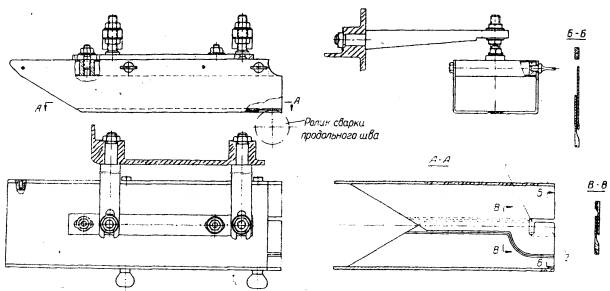
Рис. 8.26 Устройство для свертывания ленты целлофана в трубку
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 857; Нарушение авторских прав?; Мы поможем в написании вашей работы!