КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Непрерывные методы формования
|
|
|
|
Непрерывные методы формования позволяют получить “протяженные” изделия (прутки, листы) методами порошковой металлургии. К непрерывным процессам формования относится формование в открытой пресс форме – клиновое или формование скошенным пуансоном; выдавливание или экструзия; а также формование в валках – прокатка. Все эти методы формования характеризуются постоянным или постепенно возрастающим давлением.
Клиновое формование.
Процесс формования, названный клиновым, позволяет получить толстые листы и прямоугольные стержни большого сечения из порошковых материалов при использовании оборудования сравнительно небольшой мощности.
Метод производства непрерывной полосы состоит в периодическом формовании и продвижении в направлении, перпендикулярном прилагаемому давлению, порошка в матрице, имеющей вид длинного желоба. В процессе формования скошенный пуансон (поэтому метод иногда называют формованием скошенным пуансоном) уплотняет только часть порошка таким образом, что получается плавный переход плотности от сформированного до свободно насыпанного порошка. После этого пуансон поднимается, а матрица передвигается ему навстречу, перемещая засыпаемый из бункера порошок. Пуансон уплотняет новый участок формуемого изделия и т. д.
Процесс клинового формования – циклический. В зависимости от профиля матрицы, движения пуансона и давления можно получать необходимую степень обжатия. При формовании скошенным пуансоном требуется значительно меньшее усилие пресса, чем при наиболее распространенном способе формования в закрытых пресс-формах. Так, на формование медной пластины размером 6х50х700 мм в закрытой пресс-форме потребовалось бы усилие в 50–60 раз большее, чем при формовании скошенным пуансоном.
|
|
|
Процесс клинового формования происходит медленнее, чем обычное формование, однако для формования длинных пластин и прутков является рациональным и перспективным способом.
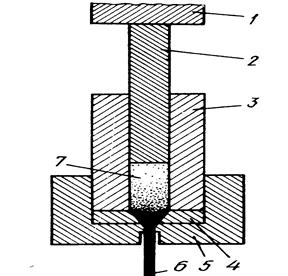 К непрерывным методам прессования порошковых заготовок относят также мундштучное прессование, которым получают прутки, уголки и другие большие по длине изделия с равномерной плотностью из плохо прессуемых материалов (тугоплавкие металлы и соединения, твердые сплавы, керметы на основе окислов и др.). Принципиальная схема мундштучного прессования представлена на рис. 12. Очевидно, что к основным преимуществам мунд-штучного, клинового и других методов непрерывного прессования является высокая производительность и стабильность процесса. Основным же недостатком является сложность изготовления фасонных порошковых изделий.
К непрерывным методам прессования порошковых заготовок относят также мундштучное прессование, которым получают прутки, уголки и другие большие по длине изделия с равномерной плотностью из плохо прессуемых материалов (тугоплавкие металлы и соединения, твердые сплавы, керметы на основе окислов и др.). Принципиальная схема мундштучного прессования представлена на рис. 12. Очевидно, что к основным преимуществам мунд-штучного, клинового и других методов непрерывного прессования является высокая производительность и стабильность процесса. Основным же недостатком является сложность изготовления фасонных порошковых изделий.
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 658; Нарушение авторских прав?; Мы поможем в написании вашей работы!