КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Особенности допусков и посадок метрических резьб
|
|
|
|
Из нескольких разновидностей метрических резьб наиболее широко применяется и действительно является универсальной только резьба с зазорами. Система допусков для посадок с зазором у метрических резьб общего назначения, имеющих шаг 0,2...6 мм при диаметрах от 1 до 600 мм, устанавливается ГОСТ 16093-81.
На какие параметры резьбы назначаются допуски?
Основными параметрами, определяющими характер соединения резьбовой пары, как отмечалось раньше, являются три диаметра (наружный, средний, внутренний), шаг и угол наклона боковых сторон. Нормируются же полями допусков лишь средний диаметр болта и гайки (d2; D2), наружный диаметр болта (d) и внутренний диаметр гайки (D1). Вследствие того, что между шагом, углом профиля и средним диаметром существует геометрическая взаимосвязь, отклонения и допуски раздельно для этих параметров не устанавливаются.
Какие степени точности и основные отклонения предусмотрены для диаметров, на которые назначаются допуски?
ГОСТ 16093-81 устанавливается для метрических резьб степени точности 3...9, которые для ряда диаметров назначаются лишь выборочно (табл.22).
Таблица 22
Степени точности метрических резьб
| Вид резьбы | Диаметр резьбы | Степени точности |
| Наружная | d d2 | 4, 6, 8 3, 4, 5, 6, 7, 9, 10 |
| Внутренняя | D2 D1 | 4, 5, 6, 7, 8, 9 4, 5, 6, 7, 8 |
* Только для резьб деталей из пластмасс.
Все отклонения и допуски отсчитывают от номинального профиля в направлении перпендикулярном оси резьбы. На схемах принято указывать половинные величины, полагая вторые половины расположенными на диаметрально противоположных профилях изделия.
Положение полей допуска резьбы относительно элементов номинального профиля определяется основными отклонениями и обозначаются буквами латинского алфавита. Для наружных резьб предусмотрено пять верхних отклонений es, обозначаемых в порядке возрастания зазора буквами h, g, f, e, d, для внутренних резьб четыре нижних отклонений EI - H, G, F, Е (рис.50). Выбранная величина основного отклонения соблюдается единой по всему профилю, т.е. распространяется и на ненормируемые диаметры d1 или D.
|
|
|
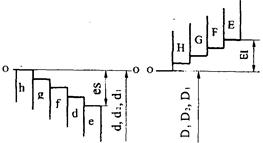
Рис.50. Основные отклонения для метрических резьб с зазорами
В чем особенности допусков диаметров сопрягаемых резьбовых деталей?
Допуски по среднему диаметру Td2 и TD2 являются суммарными, так как одновременно с допуском на изготовление собственно среднего диаметра болта  или гайки
или гайки  в их величину входят диаметральные компенсации fpα= fp + fα для ограничения в пределах длины свинчивания погрешностей резьбы по шагу и углу наклона сторон профиля.
в их величину входят диаметральные компенсации fpα= fp + fα для ограничения в пределах длины свинчивания погрешностей резьбы по шагу и углу наклона сторон профиля.

Предусмотренные стандартом допуски на наружный диаметр болта d и внутренний диаметр гайки D1 устанавливаются так, чтобы исключить возможность защемления по вершинам и впадинам резьбы, т.е. отклонения должны быть направлены в «тело» от теоретического профиля: для болта - в «минус», а для гайки - в «плюс».
На рис.51 показаны предельные контуры резьб болта и гайки для посадки G/g.

Рис.51. Схема расположения полей допусков и основных отклонений метрической резьбы для посадки G/g
Как образуется и обозначается поле допуска диаметра резьбы и поле допуска резьбы?
Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения. Условное обозначение поля допуска диаметра резьбы состоит из цифры, соответствующей принятой степени точности, и буквы, обозначающей основное отклонение, например, 6g, 4h, 8H, что отличает поля допусков резьбы от полей допусков гладких соединений.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра d2, D2, помещенного на первом месте, и обозначения поля допуска диаметра выступов, т.е. наружного диаметра болта d или внутреннего диаметра гайки D1, например: 7g6g, где 7g - поле допуска диаметра d2, 6g - поле допуска диаметра d, 5H6H, где 5Н - поле допуска диаметра D2, 6H - поле допуска диаметра D1.
|
|
|
Если обозначение поля допуска диаметра выступов или совпадает с обозначением поля допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется, а указывается только одно значение поля допуска, например: 6H, 6g.
В условном обозначении резьбы обозначение поля допуска должно следовать за обозначением размера резьбы. Например, обозначение резьбы с крупным шагом М12 – 6g, М12 - 6H, с мелким шагом М12х1 – 6g, М12х1 - 6H, левой резьбы М12х1LH – 6g, М12х1LH - 6H.
Посадка в резьбовом соединении о6означается дробью, в числителе которой указывается поле допуска наружной резьбы (гайки), а в знаменателе - поле допуска наружной резьбы (болта), например, М10 - 6Н/6g, М12х1 - 6Н/6g. В посадках допускается любое сочетание полей допусков наружной и внутренней резьб, установленных стандартом. Предпочтительно сочетать поля допусков одного класса точности.
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 3115; Нарушение авторских прав?; Мы поможем в написании вашей работы!