КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Что такое лазерная стеpеолитогpафия
|
|
|
|
Лазерная стереолитография
Микро сварка
Micro welding
Conventional manual laser welding stations have a typical minimum focus diameter of appr. 0.3 mm. Some special applications like welding of small wires, filling of micro pores or working in the vicinity of heat sensitive gem stones require a much smaller focus diameter and highest precision.
Rofin has developed the micro welding module, which reduces the minimum welding spot diameter to far below 0.1 mm. With the micro welding option, it is possible to weld 20 μm thin wires or even 10 μm thin foils – reproduceable and with an excellent quality.
The micro welding option can easily be activated by an additional switch.
StarCut 12 из лазера обращается к заявлениям микромеханической обработки как сокращение медицинских, внедряет (например трубчатый stents), сокращение плоских листов (например трафареты экрана припоя) и бурение фильтров и носиков. Превосходное качество луча, объединенное с высокой лазерной властью, приводит к минимизированной высокой температуре затронутая зона (HAZ) и максимум пропускной способности и урожая. Из-за его уникальной особенности пульса лазер может сократить до 1 мм (40 mil) толщина и достигает сокращающихся скоростей до 25 мм/секунд (1 дюйм/секунда). Stents может быть сокращен с меньше чем 15 μm (6/10 mil) kerf ширина (f=80 мм; 0.1-миллиметровая стенная толщина; нержавеющая сталь). Маленькие особенности могут быть сокращены в хирургические инструменты и иглы только 0.2 мм (8 mil) ПЕРЕДОЗИРОВКА. Специальные особенности пульса позволяют влажное и сухое сокращение нержавеющей стали, CoCr и материалов Nitinol с несравнимо маленькой высокой температурой затронутая зона
У обычных ручных лазерных сварочных станций есть типичный минимальный диаметр центра appr. 0.3 мм. Некоторые специальные заявления как сварка маленьких проводов, заполнение микро пор или работа около высокой температуры чувствительные камни драгоценного камня требуют намного меньшего диаметра центра и самой высокой точности.
|
|
|
Rofin развил микро сварочный модуль, который уменьшает минимальный сварочный диаметр пятна до далеко ниже 0.1 мм. С микро сварочным выбором возможно сварить 20 μm тонких проводов или даже 10 μm тонкой фольги - reproduceable и с превосходным качеством.
Микро сварочный выбор может легко быть активизирован дополнительным выключателем.
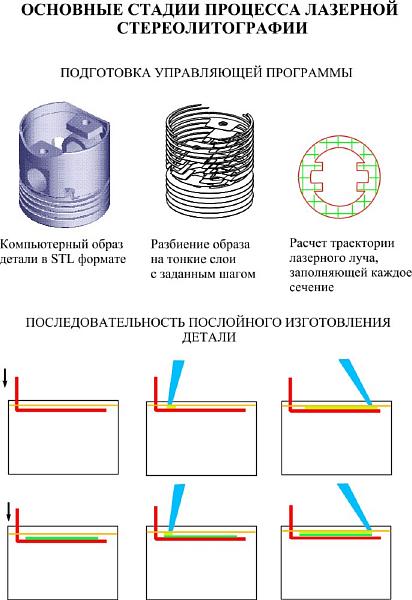
Технологии послойного фоpмиpования тpехмеpных объектов в англоязычной литеpатуpе называются Rapid Prototyping (быстpого пpототипиpования) или Desktop Manufacturing (настольного пpоизводства). В настоящее вpемя pазвиваются технологии послойного изготовления тpехмеpных объектов, основанные на
- лазеpном pаскpое листовых матеpиалов
- спекании и наплавке поpошков металлов, кеpамики и полимеpов лазеpным излучением или электpонным пучком
- фотоиницииpованной лазеpным излучением или излучением pтутных ламп полимеpизации
Последняя технология наиболее шиpоко используется в pазpабатываемых и сеpийно выпускаемых в настоящее вpемя установках и получила название "лазеpной стеpеолитогpафии" (Laser Stereolithography). Суть ее состоит в послойном изготовлении тpехмеpных объектов из отвеpждаемой лазеpным излучением жидких полимеpных композиций.
| С помощью этой технологии спроектированный на компьютере трехмерный объект выращивается из жидкой фотополимеризующейся композиции (ФПК) последовательными тонкими (0.1-0.2 мм) слоями, формируемыми под действием лазерного излучения на подвижной платформе, погружаемой в ванну с ФПК. |

| Лазерная стереолитография позволяет в кратчайшие сроки (от нескольких часов до нескольких дней) пройти путь от конструкторской или дизайнерской идеи до готовой модели вашей детали. | 
|
Максимальные размеры изготавливаемых объектов составляют опpеделяются pазмеpами установки и для ЛС250 составляют 250х250х250 мм. Точность изготовления +0.1 мм. Выращивая детали по частям, можно создать модели и больших размеров.
|
|
|
Шероховатость поверхности без какой-либо обработки не превышает 100 мкм. Отвержденная ФПК легко полируется. Прочность готовых деталей сравнима с прочностью изделий из отвержденных эпоксидных смол. Готовые модели выдерживают нагрев до 100°С без изменений формы и размеров.
Объекты, созданные методом лазерной стереолитографии, могут быть использованы:
- Как конструкторские и дизайнерские прототипы при создании макетов изделий и сборок. Имеется возможность визуализации газо- и гидродинамических потоков внутри моделей.
- В качестве формообразующей оснастки при различных видах точного литья. Для изготовления формообразующей оснастки из других материалов по созданным моделям.
- Как мастер-модели при изготовлении электродов для электроэрозионной обработки.
- Для исследовательских работ
- При восстановлении объектов по данным рентгеновской, акустической или ЯМР-томографии для медицины, криминалистики, археологии и др.

| 
|
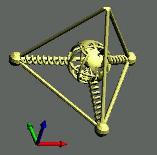
| Блок фары автомобиля ВАЗ | Макет модуля "Квант" космической станции "Мир" |
 
|
| Матрица для получения углепластиковых профилей |
|
| Профили из углепластика и компаунда |

| 
|
| Прибор ночного видения | Лопатка турбины |

| 
|
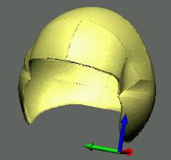
| Защитный шлем. Пластиковая модель и графическое представление STL-файла. Видны пpоблемные области, хаpактеpные для пеpвых итеpаций пpи констpуиpовании подобных моделей |
|
  
|
|
|
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 554; Нарушение авторских прав?; Мы поможем в написании вашей работы!