КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Групова організація
|
|
|
|
Груповою є така організація діяльності, яка допускає одночасне виготовлення декількох виробів без переналагодження робочих місць та устаткування, або при незначній мірі потрібного переналагодження. Групова організація може здійснюватися у формі групових потокових ліній (ГПЛ), або групових ділянок (ГД).
Дана форма організації характеризується оснащенням робочих місць комплектами групового оснащення, що дозволяє без переналагодження переходити від обробки одного виробу до іншого в межах певної групи виробів. Саме кількість найменувань виробів у групі k, які можуть бути оброблені на кожному робочому місці протягом календарного місяця, параметраданої форми організації виступає, при чому:
1< k ≤ Г. (5.4)
наприклад, у кількості 5-ти найменувань, які входять до групи Г, як це ілюструє рис. 5.2.
Рис. 5.2. Елементи групової організації:
1– верстат; 2 – робітник; 3 – оброблювані деталі групи
Зменшення фактичної кількості виробів, які приходяться на одне робоче місце, означає поступове виродження групової організації. Так, якщо на робоче місце за період місяця припадає менше 4-х виробів, то групова організація і відповідно дороге групове оснащення непотрібні, бо 2-4 переналагодження цілком допустимі при використанні звичайного універсального оснащення. На рис. 5.3 розділові лінії відображають границі застосування різних форм організації: групової, звичайної переналагоджуваної та індивідуальної, де на осях координат відзначено: ординатою – кількість завантажених робочих місць; абсцисою – кількість виробів.
Рис. 5.3. Розмежування областей застосування певних форм організації:
Гр – групової; П – переналагоджуваної; НП – не переналагоджуваної
(індивідуальної)
|
|
|
При зменшення групи виробів до одного означає виродження групової організації у індивідуальну, при якої відсутня змінність виробів і не потрібне ніяке переналагодження. Якщо ж кількість найменувань виробів перевищує Г в межах певного максимуму, то це означає збереження групової організації за рахунок додаткового переналагодження робочих місць для виготовлення виробу за межами визначеної групи, або переоснащення робочого місця іншими комплектами групового оснащення. Для групової потокової лінії встановлюється загальний (усереднений) такт випуску виробів із закріпленої групи, який розраховується:
 (5.5)
(5.5)
де  – річний випуск k-го виробу.
– річний випуск k-го виробу.
Розрахунковий такт випуску кожного окремого виробів більше й визначається:
 (5.6)
(5.6)
Типова організація.
Недоліком застосування традиційної індивідуальної форми організаціїрозробки є те, що вона вимагає значних витрат на розробку індивідуальних технологічних процесів, проектування і виготовлення спеціального оснащення на кожний виріб, індивідуальної підготовки і обслуговування кожного робочого місця, що припустимо лише при постійній продукції. Прискорення зміни її номенклатури збільшує неузгодженість між накопиченими засобами індивідуальної організації і можливістю їх подальшого використання, що стимулює розвиток типової, групової, гнучкої та інших форм організації, яким притаманна більша адаптивність до змін у структурі продукції.
Ознакою типової організації є наявність певного типу виробів, який охоплює основні характеристики деякої безлічі подібних виробів. Ознакою групової організації є наявність групитехнологічно однорідних виробів, які виготовляються на одному комплекті устаткування при можливості розробки й виготовлення єдиного переналагоджуваного оснащення та відповідної групової організації забезпечення робочих місць. Ознакою гнучкої організації є наявність кінцевого набору засобів виробництва – устаткування, технологічного оснащення, підйомно-транспортних механізмів і керуючих програм, налагоджуваних для виробництва будь-якого виробу із широкої номенклатури.
|
|
|
Оскільки трудомісткість робіт загального призначення при типовій, груповій або гнучкій організації значна, їх здійснення виправдовується тільки при досягненні мінімальної кількості застосувань для конкретних виробів. У загальному виді синтез даних адаптивних форм організації типової і групової організації економічно доцільний, якщо витрати стадії підготовки В п у сукупності з витратами застосування В з стають менше, чим сукупні витрати при індивідуальній організації В і, тобто при виконанні умови:
В п + В з * К < В і * К, (5.7)
де К – число випадків застосування даної адаптивної форми організації.
Доцільність переходу від індивідуальної до однієї з форм багатопредметної організації відповідно до наведеної моделі (10.1) визначається у формі графіка, наведеного на рис. 5.4.
 |
Рис. 5.4. Визначення доцільності переходу від однопредметної
до багатопредметної організації
Широкі адаптаційні можливості типової, групової і гнучкої форм організації обумовлюються перенесенням вирішального обсягу робіт з підготовки і здійснення виробництва на попередню стадію, при значнім скороченні робіт на стадії індивідуалізації для кожного конкретного виробу, що проілюструємо характеристикою цих форм організації в табл. 5.2.
Таблиця 5.2
Розподіл робіт з підготовки і здійснення виробництва
при різних формах його організації (ФО)
| ФО | Призначення робіт з підготовки й здійснення | |
| Загального характеру | Індивідуалізації до конкретного виробу | |
| Індивідуальна | Проектування індивідуального технологічного процесу | |
| Розробка і виготовлення індивідуального (спеціального) технологічного оснащення | ||
| Індивідуальне налагодження і інструментальне оснащення робочих місць | ||
| Типова | Проектування комплексного типового технологічного процесу на виріб – типовий представник | Виключення з типового технологічного процесу операцій, не застосовуваних для конкретного виробу |
| Проектування і частково – виготовлення типового комплекту технологічного оснащення | Індивідуальне складання пристосувань із типових комплектів | |
| Проектування типового налагодження робочих місць | Призначення елементів налагодження з типового набору | |
| Групова | Проектування групового технологічного процесу, як індивідуального, орієнтованого на групу однорідних виробів | Пряме застосування для будь-якого виробу групи з індивідуалізацією шляхом незначного пристосування |
| Створення групового технологічного оснащення | ||
| Створення групового налагодження робочих місць | ||
| Гнучка | Забезпечення устаткування системами ЧПУ | Розробка програми ЧПУ для конкретного виробу |
| Оснащення робочих місць універсальними засобами технологічного оснащення | Індивідуальне налагодження й інструментальне оснащення робочих місць |
|
|
|
Гнучка організація з використанням обладнання з ЧПУ.
Гнучкою організацією вважається така, яка сприймає змінюваність виготовлюваних виробів без істотної перебудови всього процесу діяльності. Найбільш яскраве втілення гнучка організація отримала у машинобудуванні у вигляді гнучких виробничих систем (ГВС) завдяки застосуванні виробничого обладнання із числовим програмним управлінням (ЧПУ) автоматизованих транспортно-складських систем (АТСС), управлінських комплексів тощо. Продемонструємо прикладом на рис. 5.5 схему типової механообробної ГВС для корпусних деталей на базі 5-ти верстатів з ЧПУ типу обробних центрів (ОЦ), які формують гнучкі виробничі модулі (ГВМ), автоматизованого складу і автоматизованої транспортної системи.
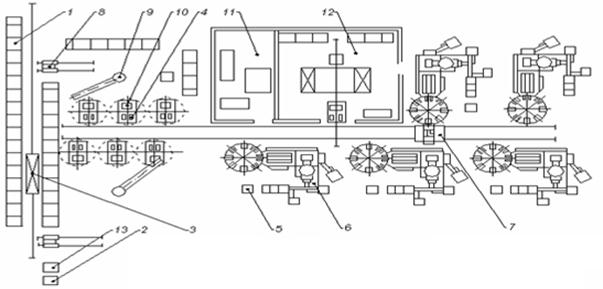
Рис. 5.5. Схема ГВС виробництва корпусних деталей
На рис. 5.5 позначено: 1 – автоматизований склад; 2 – стійка зв’язку із ГАЦ; 3 – кран-штабелер; 4 – ділянка технічного контролю; 5 – стійка АСУ ГВМ; 6 – ГВМ; 7 – транспортний візок; 8 – транспортний стіл; 9 – маніпулятор; 10 – стіл поворотний; 11 – ділянка налагодження інструментів; 12 – ділянка промивки та сушки; 13 – стійка АСУ складу.
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 657; Нарушение авторских прав?; Мы поможем в написании вашей работы!