КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Навчально-методичні матеріали
Вступ
В вступі вказується важливість практичного застосування статистичних методів контролю якості продукції, що використовуються на рівні підприємств і окремих технологічних процесів. Дається стислий огляд всіх статистичних методів контролю якості продукції та висвітлюється роль технологічних карт при управлінні якості продукції в цілому.
4.2 Аналіз статистичних методів контролю якості продукції
Сучасні інструменти контролю якості — це методи, які використаються для вирішення завдання кількісної оцінки параметрів якості. Така оцінка необхідна для об'єктивного вибору й прийняття управлінських рішень при стандартизації й сертифікації продукції, плануванні підвищення її якості т.д.
Отже, до семи основних методів або інструментів контролю якості відносяться наступні статистичні методи:
контрольний листок (аркуш)
гістограма
діаграма розкиду
діаграма Парето
стратифікація (розшарування)
діаграма Ісікави (причинно-наслідкова діаграма)
контрольна карта
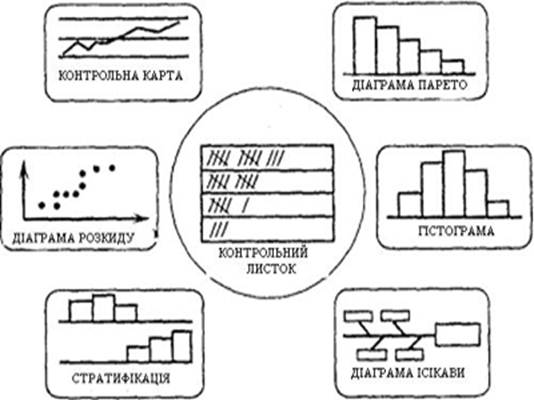
Рис.2.1 – Інструменти контролю якості.
Перераховані інструменти контролю якості можна розглядати і як окремі методи, і як систему методів, що забезпечує комплексний контроль показників якості. Вони — найбільш важлива складова комплексної системи контролю загального керування якістю.
Особливості застосування інструментів контролю якості на практиці
Впровадження семи інструментів контролю якості повинне починатися з навчання цим методам всіх учасників процесу. Наприклад, успішному впровадженню інструментів контролю якості в Японії сприяло навчання керівництва й співробітників компаній методикам контролю якості. Більшу роль у навчанні статистичним методам у Японії зіграли Кружки контролю якості, у яких пройшли навчання робітники й інженери більшості японських компаній.
Говорячи про сім простих статистичних методів контролю якості, варто підкреслити, що основне їхнє призначення — контроль процесу, що протікає, і надання учасникові процесу фактів для коректування й поліпшення процесу. Знання й застосування на практиці семи інструментів контролю якості лежать в основі одного з найважливіших вимог TQM — постійного самоконтролю.
Статистичні методи контролю якості в цей час застосовуються не тільки у виробництві, але й у плануванні, проектуванні маркетингу, матеріально-технічному постачанні і т.д. Послідовність застосування семи методів може бути різної залежно від мети, що поставлена перед системою. Точно так само застосовувана система контролю якості не обов'язково повинна включати всі сім методів. Їх може бути менше, а може бути й більше, тому що існують й інші статистичні методи.
Однак можна з повною впевненістю сказати, що сім інструментів контролю якості є необхідними й достатніми статистичними методами, застосування яких допомагає вирішити 95 % всіх проблем, що виникають на виробництві.
4.3 Методика статистичного регулювання технологічних процесів за допомогою контрольних карт
Метод контрольних карт дозволяє відслідковувати стан процесу в часі й більше того — впливати на процес до того, як він вийде з-під контролю.
Контрольні карти — інструмент, що дозволяє відслідковувати хід протікання процесу й впливати на нього (за допомогою відповідного зворотного зв'язку), попереджаючи його відхилення від запропонованих до процесу вимог.
Використання контрольних карт переслідує наступні цілі:
тримати під контролем значення певної характеристики;
перевіряти стабільність процесів;
негайно вживати коректувальних заходів;
перевіряти ефективність вжитих заходів.
Однак, слід зазначити, що перераховані цілі є характерними для діючого процесу. У період же запуску процесу контрольні карти використають для перевірки можливостей процесу, тобто його можливостей стабільно витримувати встановлені допуски.
Типовий приклад контрольної карти наведений на рисунку.
Рис.2.9 – Контрольна карта.
При побудові контрольних карт на осі ординат відкладаються значення контрольованого параметра, а на осі абсцис — час t узяття вибірки (або її номер).
Усяка контрольна карта складається, звичайно, із трьох ліній. Центральна лінія являє собою необхідне середнє значення характеристики контрольованого параметра якості. Так, у випадку (х-R) – карти, це будуть номінальні (задані) значення х та R, нанесені на відповідні карти.
Дві інші лінії, одна із яких перебуває над центральною — верхня контрольна межа (Кв або UCL — Upper Control Level), а інша під нею — нижня контрольна межа (Кн або LCL — Lower Control Level), являють собою максимально припустимі межі зміни значень контрольованої характеристики (показника якості), щоб вважати процес таким, що задовольняє запропонованим до нього вимогам.
Якщо всі крапки відповідають вибірковим середнім значенням контрольованого параметра і його розсіювання, отримані за результатами обстеження вибірок, виявляються усередині контрольних меж, не проявляючи, яких би то не було тенденцій, то процес розглядається як такий, що перебуває в контрольованому стані. Якщо ж, навпаки, вони потраплять за контрольні межі або приймуть яку-небудь незвичайну форму розташування, то процес вважається таким, що вийшов з-під контролю.
Процес вважається контрольованим, якщо систематичні складові його похибки регулярно виявляються й усуваються, а залишаються тільки випадкові складові похибок, які, як правило, розподіляються відповідно до нормального (гаусівського) закону розподілу.
Для успішного впровадження на практиці контрольних карт важливо не тільки опанувати технікою їхнього складання й ведення, але, що значно важливіше, навчитися правильно «читати» карту.
Розташування контрольних крапок на х – карті вказує на зростання середнього вибіркового значення в часі. А значення х у четвертій вибірці виявилося за контрольною межею, що говорить про те, що в момент, коли бралася четверта вибірка, процес уже не відповідав запропонованим вимогам. Однак цього можна було б уникнути, якби на підставі результатів уже перших трьох вибірок, коли процес перебував ще у встановлених межах, але вже була видна тенденція його зміни, що вказує на явний вплив систематичних похибок, були б початі відповідні заходи для їхнього усунення. Наочним прикладом такої систематичної похибки може служити стан різця, переміщення якого при автоматичній обробці деталі на токарському верстаті не враховує його затуплення.
Таким чином, контрольна карта допомагає не тільки виявити невідповідність процесу вимогам споживача, але й передбачати можливості його появи в майбутньому.
4.4 Розрахунок характеристик і побудова Х-R карти для контролю технологічного процесу
Нижче наведені результати лабораторних аналізів відсотку вологості вибірки з 10 послідовних партій порошку сухого молока. Вибірка порошку сухого молока, яка представляє партію, аналізується в лабораторії за такими різноманітними характеристиками як жирність, вологість, кислотність, індекс розчинності, осад, бактеріальність та протеїнова сироватка. На основі отриманих даних по варіантах побудувати контрольну карту індивідуальних спостережень Х і ковзних розмахів R, коли стандартні значення не задані.
Таблиця 1 Процент вологості для 10 послідовних вибірок порошку сухого молока
| Х % воло- гості | 4,9 | 4,2 | 4,6 | 4,3 | 4,8 | 4,5 | 4,0 | 4,1 | 4,6 | 4,5 |
| R ковз- ний розмах | - | 0,8 | 0,4 | 0,6 | 0,5 | 0,7 | 0,4 | 0,3 | 0,6 | 0,7 |
Виконання розрахунків:
Варіація процесу у випадку карт індивідуальних спостережень визначається через ковзні розмахи, які є абсолютною різницею між наступним і попереднім значенням:
Середньоквадратичне відхилення процесу визначається на основі середнього ковзного розмаху:

Перед створенням власне карти окремих значень потрібно оцінити стабільність варіації процесу за допомогою карти ковзних розмахів. Вона створюється подібно до карти розмахів, але замість середнього розмаху у формулу підставляється значення середнього ковзного розмаху  . Константи
. Константи  беруться відповідно до розміру розмаху між спостереженнями. На практиці майже завжди використовують розмах між двома послідовними значеннями, а для вибірки у два спостереження
беруться відповідно до розміру розмаху між спостереженнями. На практиці майже завжди використовують розмах між двома послідовними значеннями, а для вибірки у два спостереження  і
і  .
.
Між середнім ковзним розмахом і стандартним відхиленням процесу існує співвідношення:

Оскільки межі регулювання відкладаються від центральної лінії на відстані:
 ,
,
то для відношення  , яке є константою для різних значень
, яке є константою для різних значень  , вводиться заміна Е2. Найчастіше використовують ковзний розмах між двома послідовними спостереженнями, для якого =1,128. Таким чином, Е2 =3/1,128=2,66.
, вводиться заміна Е2. Найчастіше використовують ковзний розмах між двома послідовними спостереженнями, для якого =1,128. Таким чином, Е2 =3/1,128=2,66.
Центральна лінія контрольної карти окремих спостережень визначається як середня з індивідуальних спостережень:
 =4,45
=4,45
Межі регулювання для карт, заснованих на ковзному розмаху між послідовними спостереженнями, визначаються за формулами:


де ВМР – верхня межа регулювання;
НМР – нижня межа регулювання;
 – середня з спостережень;
– середня з спостережень;
2,66 – константа для розрахунку меж регулювання;
- середній ковзний розмах між спостереженнями.
Побудова карт:
З графіку видно що досліджуваний процес, а саме лабораторні аналізи знаходяться у стані норми, оскільки варіація всіх замірів наближається до середнього значення, а також знаходиться між граничними значення – верхньої межі розмаху та нижньої.
5 Порядок захисту курсової роботи
Завдання на курсову роботу видається викладачем не пізніше двох тижнів після початку семестру. У завданні обов’язково повинні бути вказані терміни виконання і захисту роботи. Графік виконання роботи визначається викладачем.
У процесі виконання курсової роботи обов’язковим є використання засобів обчислювальної техніки для виконання необхідних розрахунків.
Виконана курсова робота повинна бути перевірена і підписана керівником не пізніше як за тиждень до захисту з метою її перевірки.
Після перевірки курсової роботи студент одержує допуск до захисту. Захист відбувається на засіданні комісії, яка складається не менше ніж з двох викладачів. Студент на захисті курсової роботи коротко (в межах 5-7 хв.) доповідає про виконану роботу і відповідає на поставлені комісією запитання.
У разі успішного захисту курсової роботи студенту виставляється рейтингова оцінка, яка складається із балів набраних під час захисту курсової роботи.
6 Варіанти завдань
Провести розрахунки і побудувати  - карту для контролю технологічного процесу.
- карту для контролю технологічного процесу.
Вихідні дані: Результати вимірювань параметру технологічного процесу,проведені для 20 миттєвих вибірок, обсягом кожна n=5
Варіант 1.
| № вибірки | Результати вимірювань | ||||

| 
| 
| 
| 
| |
Варіант 2.
| № вибірки | Результати вимірювань | ||||
|
|
|
|
|
| |
Варіант 3.
| № вибірки | Результати вимірювань | ||||
|
|
|
|
|
| |
Варіант 4.
| № вибірки | Результати вимірювань | ||||
|
|
|
|
|
| |
Варіант 5.
| № вибірки | Результати вимірювань | ||||
|
|
|
|
|
| |
Варіант 6.
| № вибірки | Результати вимірювань | ||||
|
|
|
|
|
| |
Варіант 7.
| № вибірки | Результати вимірювань | ||||
|
|
|
|
|
| |
Варіант 8.
| № вибірки | Результати вимірювань | ||||
|
|
|
|
|
| |
Варіант 9.
| № вибірки | Результати вимірювань | ||||
|
|
|
|
|
| |
Перелік використаних джерел
1. Шаповал М. І. Основи стандартизації, управління якістю і сертифікації: Підручник/ Микола Шаповал,; Європейський університет. -3-і вид., перероб. і доп.. -К.: У Європейського ун-ту, 2001. -172, [2] с.
2. Управління якістю та елементи системи якості. Ч. 2. Настанови щодо послуг: ДСТУ ISO 9004-2-96. -Введ. з 27.11.96. -К.: Держстандарт України, 1997. -54 с.
3. Перчук О. В. Економічні методи управління якістю/ О. В. Перчук // Фінанси України. -2005. -№ 4. - С. 74-80.
4. Пекучев Ю. Петренко В. А. Управління якістю і сертифікація: Навчальний посібник/ В. А. Петренко, О. М. Левченко, О. Р. Мак. -Кіровоград: КНТУ, 2005. -289 с.
5. Захожай В. Б. Статистичне забезпечення управління якістю: Навчальний посібник/ В. Б. Захожай, А. Ю. Чорний; В освіти і науки України. -К.: Центр навчальної літератури, 2005. -339 с.
6. Петренко В. А. Управління якістю на підприємстві: Навчальний посібник для студентів вищих навчальних закладів технічних і економічних спеціальностей/ В. А. Петренко, О. М. Левченко, Є. С. Шубін. -Кіровоград: КДТУ, 2002. -261 с.
7. Альперин Л.Н. МС ISO серії 9000: принципи, підходи й перший досвід використання. Стандарти і якість, 1989, № 9.
|
|
Дата добавления: 2014-12-07; Просмотров: 634; Нарушение авторских прав?; Мы поможем в написании вашей работы!