КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Оформление чертежа поковки 3 страница
|
|
|
|
см. [2], с.391
| Материал | Свободная линейная усадка, % |
| Чугуны серые | 1,0-1,2 |
| Чугуны фосфористые | 0,7-0,8 |
| Чугуны высокопрочные | 1,5-1,8 |
| Стали углеродистые | 1,8-2,0 |
| Стали легированные | 1,8-2,5 |
| Бронзы фосфористые | 0,6-0,8 |
| Бронзы оловянные | 1,3-1,6 |
| Бронзы алюминиевые | 2,0-2,2 |
| Алюминиево-медные сплавы | 1,4-1,5 |
| Алюминиево-магниевые сплавы | 1,2-1,3 |
| Алюминиево-кремниевые сплавы | 1,0-1,2 |
| Магниевые сплавы | 1,5-1,7 |
Таблица П15. Назначение материала и его пластичность.
| Наименование | ГОСТ | Марка | Пластичность | Назначение |
| Сталь углеродистая обыкновенного качества | 380-94 | Ст 3СП Ст 3ПС Ст 4 Ст 5 Ст 6ПС | Высокая Высокая Высокая Высокая Высокая | для неответственных деталей, работающих без трения втулки, вкладыши, рычаги, кожухи, кольца, оси; для малонагруженных осей, валов; для деталей средних напряжений; звездочек и др деталей, применяемых в термически обработанных состояниях для деталей повышенной прочности: осей, валов, пальцев, шестерен и др деталей, применяемых в термически обработанных состояниях |
| Сталь углеродистая качественная | 1050-88 | 15, 20 30, 35 40, 45 | Высокая Высокая Высокая | для малонагруженных мелких и средних деталей простой конфигурации, работающих в условиях трения: валиков, пальцев, осей, втулок; для деталей с высокой проч-ю и вязкостью сердцевины, испытывающих небольшие напряжения: осей, валиков, шпинделей, втулок, звездочек, тяг, траверс, рычагов, дисков, крепежных деталей; для деталей с высокой прочностью и вязкостью сердцевины: коленчатых валов, шатунов, зубчатых колес, шпинделей, осей, муфт, фрикционных дисков, крепежных деталей, зубчатых реек и др. деталей, от которых треб. повыш. прочность; |
| Сталь легированная, конструкционная, качественная и высококачественная | 4543-71 | 20Х 40Х 38ХВА 40ХФА 12ХНЗА 38ХМДА 38ХН3МФА 40ХН2МА | Хорошая Хорошая Хорошая Хорошая Хорошая Хорошая | Для деталей, работающих в условиях износа при трении и требующих, по сравнению с углеродистой сталью, повышенной прочности сердцевины: поршневых пальцев, валиков и др. для крупных деталей ответственного назначения: коленчатых валов, фрикционных дисков, зубчатых колес и др. деталей, закаливаемых в масле для ответственных деталей небольшого сечения: валиков, осей, втулок, траверс, зубчатых колес для деталей высокой прочности, повышенной вязкости (шестерня, поршневые пальцы, оси, ролики, толкатели, распределительные валы); Для силовых деталей, работающих при Т до 450-500°С: шатунов, коленвалов |
| Сталь высоколегированная, коррозионно-стойкая, жаростойкая | 5632-72 | 20X19 30X13 12XI8H9T 20Х23Н18 10XI2H22T3MP | Удовлетво-рительная | Для изготовления валов, лопаток, втулок, дисков, бандажей, паровых турбин, работающих при Т до 850° |
| Сталь рессорно- пружинная углеродистая и легированная | 14959-89 | 65Г 50ХФА | Высокая Высокая | Для изготовления шпонок, шпинделей, валков прокатных, пружин плоских и спиральных |
|
|
|
Таблица П.16. Содержание углерода и легирующих компонентов в сталях.
| Марка стали | С | Si | Мn | Сr | Ni. | Прочие |
| Ст 3 | 0,14-0,22 | 0.13-0.30 | 0,40-0.65 | <0,3 | <0,3 | - |
| Ст 4 | 0,18-0,37 | 0,12-0,30 | 0.40-0,65 | - | - | - |
| Ст 5 | 0,28-0,37 | 0,12-0,30 | 0.50-0,80 | - | - | - |
| Ст 6 пс | 0.38-0,49 | 0,12-0.30 | 0,50-0,80 | - | - | - |
| 0,12-0.19 | <0.07 | 0.5 0.8 | <0,25 | <0,25 | - | |
| 0.17-0,25 | 0,17-0,37 | 0,5-0.8 | <0,25 | - | - | |
| 0,27-0.35 | 0,17-0,37 | 0,5-0.8 | <0,25 | <0,25 | - | |
| 0,32-0,40 | 0,17-0,37 | 0,5-0.8 | <0,25 | - | - | |
| 0,37-0,45 | 0,17-0.37 | 0,5-0,8 | <0,25 | <0,25 | - | |
| 0,42-0,50 | 0.17-0,37 | 0.5-0.8 | <0,25 | - | - | |
| 45 Г | 0.42-0,50 | 0.17-0,37 | 0,7-1,0 | - | - | - |
| 65 Г | 0,62-0,70 | 0.17-0,37 | 0,8-1,2 | <0,25 | <0,25 | - |
| 20 X | 0.17-0.23 | 0.17-0.37 | 0.5-0.S | 0.7-1.0 | 9.0-11.0 | Mo 17-19 |
| 40Х | 0,36-0,44 | 0.17-0.37 | 0,5-0,8 | 0.8-1,1 | <0.3 | - |
| 40ХФА | 0,37-0,45 | 0.17-0,37 | 0,5-0,8 | 0.8-1.1 | - | V 0,1-0,18 |
| 50ХФА | 0,46-0,54 | 0,17-0,37 | 0,5-0,8 | 0,8-1.0 | - | Мо 0,15-0,2 V 0.1-0.2 |
| 30ХНЗМФЛ | 0,33-0.40 | 0,17-0,37 | 0,25-0,50 | 1.2-1,5 | 350-3,5 | - |
| 40ХН2МА | 0,37-0,44 | 0,17-0,37 | 0.5-0,8 | 0.6-0,9 | 1,12-1,65 | - |
| 45ХН2МФЛ | 0.42-0,50 | 0,17-0,37 | 0.5-0,8 | 0,8-1,1 | 1.3-1,8 | Мо 0,2-0,3 V 1,3-1,8 |
| ЗОХМА | 0,26-0,33 | 0,17-0,37 | 0.4-0,7 | 0,8-1.1 | - | Мо 0.15-0.2 |
| 12Х2Н4А | 0.09-0,15 | 0,17-0,37 | 0,3-0,5 | 1.25-1,65 | 3.25-3.65 | - |
| 15ХГН2ТА | 0,13-0,10 | 0,17-0.37 | 0.7-1,0 | 0,7-1.0 | 1,4-1.8 | Ti 0,03-0.1 |
| 30X13 | 0,26-0.35 | <0.8 | <0,8 | 12,0-14,0 | - | - |
| 12Х18Н10Т | <0.12 | <0.8 | <2.0 | 17.0-19.0 | 6.8-8,8 | Ti 0,03-0,1 |
|
|
|
Таблица П.17. Конструктивные характеристики.
| Класс точности | Группа стали | Степень сложности: | ||||
| По способу нагрева | По хим составу, % вес | По отношению Vп/Vф | ||||
| углерод | S лег. эл. | |||||
| Т4 | электронагрев | Ml | До 0,35 | (и) до 2,0 | С1 | 0,63...1,0 |
| Т5 | в пламенных печах | М2 | 0,35... 0,65 | (или) 2.0...5.0 | С2 | 0,32...0,63 |
| МЗ | 0,65 | (или) 5,0 | СЗ | 0,16...0,32 | ||
| С4 | до 0,16 |
Таблица П.18. Коэффициент (Кр) для определения ориентировочной расчётной массы поковки
| Характеристика детали | Детали круглые или многогранные в плане: шестерни, ступицы, фланцы, крестовины, вилки, и т.п. | Детали удлинённой формы с прямой или изогнутой осью: валы, оси, шатуны, цапфы, рычаги и т.п. | Детали с отверстиями, углублениями, поднутрениями, не оформленными в поковке при штамповке: блоки шестерен, полые валы и т.п. |
| Кр | 1,5+1,8 | 1,2+1,5 | 1,8+2,2 |
Таблица П.19. Исходный индекс поковки
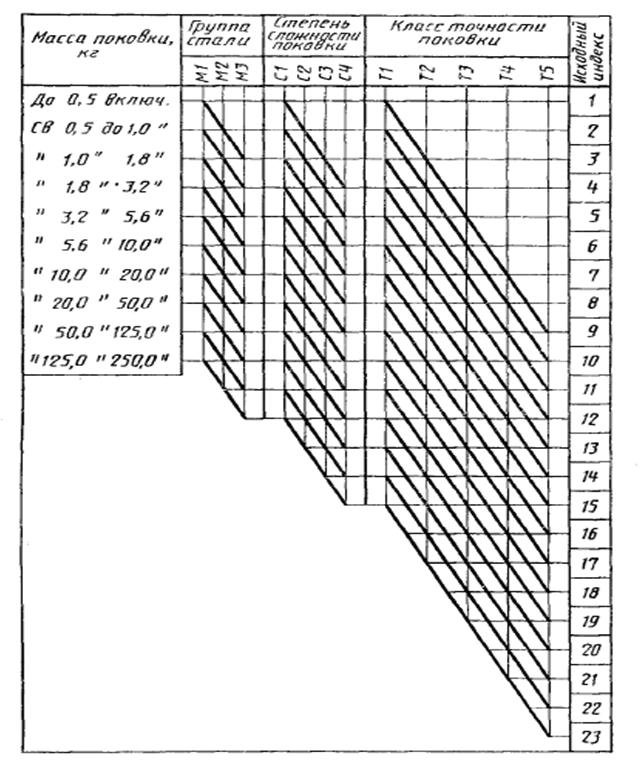
Таблица П.20. Основные припуски на механическую обработку
 |
Таблица П.21. Штамповочные уклоны.
| Н1,2,3 b1,2 или h1,2,3 d | Обычные | Двойные | ||
| Наружные | Внутренние | Основные | Входные | |
| a град. | b град. | a град. | g град. | |
| До 0.5 | ||||
| 0.5-1.0 | ||||
| 1.0-2.5 | ||||
| 2.5-4.0 | ||||
| 4.0-5.5 | ||||
| Св. 5.5 |
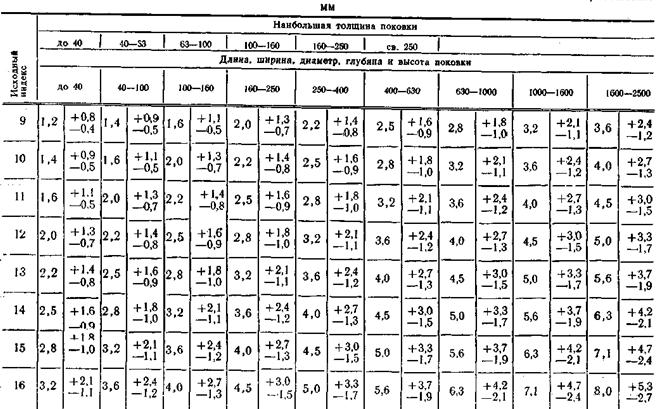
Таблица П.22. Допуски и допускаемые отклонения линейных размеров поковки.
Продолжение табл.П.22.
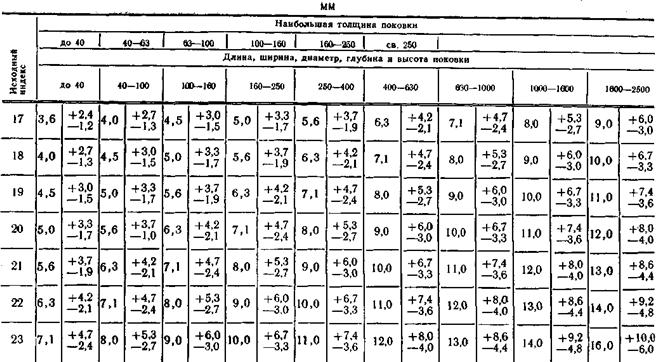
Таблица П.23. Минимальная величина радиусов закруглений.
| Масса поковки, кг | Минимальная величина радиусов закруглений, мм, при глубине полости ручья штампа, мм | |||
| до 10 включ. | 10-25 | 25-50 | ||
| До 1,0 включ. | 1,0 | 1,6 | 2,0 | 3,0 |
| Св. 1,0 " 6,3 " | 1,6 | 2,0 | 2,5 | 3,6 |
| " 6,3 " 16,0 " | 2,0 | 2,5 | 3,0 | 4,0 |
| " 16,0 " 40,0 " | 2,5 | 3,0 | 4,0 | 5,0 |
| " 40,0 " 100,0 " | 3,0 | 4,0 | 5,0 | 7,0 |
| " 100,0 " 250,0 " | 4,0 | 5,0 | 6,0 | 8,0 |
Таблица П.24. Допуски радиусов закруглений.
| Радиус закругления | Допуск радиусов закруглений для классов точности мм. | ||||
| Т1 | Т2 | Т3 | Т4 | Т5 | |
| До 4 включ. | 0,5 | 0,5 | 0,5 | ||
| Св. 4 " 6 " | 0,5 | 0,5 | |||
| " 6 " 16 " | |||||
| " 16 " 25 " | |||||
| " 25 " 40 " | |||||
| " 40 " 60 " | |||||
| " 60 " 100 " |
|
|
|
Таблица П.25. Радиусы для отливок из цветных сплавов.
(к рис.2.7) мм.
| Высота ребра или глубина полости h,мм | R | Сплавы | R2 | R3 | R4 | Толщина полотна или глубина полости | R5 | ||
| Al-e Cu-e | Mg-e | ||||||||
| МА3 | МА5 | ||||||||
| До 5 | 1.5 | 3,5 | До 5 | ||||||
| 5..10 | 5..10 | ||||||||
| 10..16 | 10..16 | 2,5 | |||||||
| 16..25 | 2,5 | 2,5 | 16..25 | ||||||
| 25..35 | 12,5 | 25..35 | |||||||
| 35..50 | 12,5 | 35..50 | |||||||
| 50..71 | 50..71 | ||||||||
| 71..100 | - | - | - | 71..100 |
Таблица П.26. Размеры заусенечной канавки
| № п/п | h3, мм | h1, мм | B, мм | B1, мм | Площадь сечения канавки, см2 |
| 0,6 | 0,52 | ||||
| 0,80 | |||||
| 1,36 | |||||
| 2,60 | |||||
| 4,35 | |||||
| 7,68 |
Таблица П.27. Толщина перемычек в выемках
(к рис 2.11.,г) мм
| D | До 50 | 50-80 | 80-120 | 120-160 | 160-200 |
| а |
Таблица П.28. Радиусы сопряжения r и углы наклона g перемычек в выемках
(к рис. 2.11г) r (мм) g (град)
| Глубина выемки, мм | D, мм | |||||||||
| До 50 | 50-80 | 80-120 | 120-160 | 160-200 | ||||||
| r | g | r | g | r | g | r | g | r | g | |
| До 15 | ||||||||||
| 15..30 | ||||||||||
| 30..50 | ||||||||||
| 50..80 | ||||||||||
| 80..120 | - | - | - | |||||||
| 120..160 | - | - |
Таблица П.29.
| Наименование материала | Профиль | ГОСТ | Размер | Примечание |
| Сталь: а) горячекатаная б) горячекатаная в) горячекатаная г) горячекатаная д) прокатная е) калиброванная ж) калиброванная | Круглая Квадратная Круглая Квадратная Полосовая Круглая Квадратная | 2590-88 2590-88 2590-88 2591-88 103-76 7417-75 8559-75 | 5-250 5-250 5-150 5-150 от 4х12 до 60х200 3-100 3-100 | Обычная точность Повышенная точность Подвергнутая волочению |
| 2. Бронза | Пруток Круглая | 18175-78 -“- | 5-40 16-160 | Тянутый Прессованная |
Таблица П.30. Температурные интервалы ковки и штамповки некоторых углеродистых и легированных сталей и безоловянных бронз.
|
|
|
| Марка | Температура, оС | Рекомендуемый интервал температур штамповки, оС | ||
| Начала штамповки | Конца штамповки | |||
| Не выше | Не ниже | |||
| Ст 3;10 | 1280..700 | |||
| 20;30 | 1250..800 | |||
| 1200..800 | ||||
| 20Х | 1200..800 | |||
| 40Х | 1180..830 | |||
| 38ХА | - | |||
| 12Ч2Н4А | - | |||
| 38ХМОА | - | |||
| 38ХНЗНФА | - | |||
| 40ХНМА | - | |||
| 20Х13 | - | |||
| 30Х13 | - | |||
| 60С2 | - | |||
| 50ХФА | - | |||
| 12Х18Н9Т | - | |||
| Бр. АМц 9-2 | - | |||
| Бр. АХМц 10-3-1.5 | - | |||
| Бр.КМц 3-1 | - | |||
| Бр.Б2 | - |
Таблица П.31. Напряжение деформирования некоторых сталей и сплавов при температурах штамповки
| Температура испытания, оС | Для марок стали и бронзы, МПа | |||||||||
| 12ХНЧА | 40Х | 20Х | Бр.12 | Бр.АМц 9-2 | Бр.АХМц 10-3-1.5 | |||||
| 58,8 | ||||||||||
| 172,5 | 209,7 | 104,9 | 107,8 | 89,2 | 29,4 | |||||
| 3,92 | ||||||||||
| 115,6 | 169,5 | 73,5 | 81,3 | 77,4 | 75,5 | 44,1 | ||||
| 76,4 | 128,4 | 51,9 | ||||||||
| 60,8 | 37,2 | 30,4 | 30,4 | 30,4 | 23,5 | |||||
| 37,2 | 67,6 | 24,5 | 20,6 | 20,6 | 19,6 | 13,7 |
Таблица П.32. Необходимая масса частей молота в зависимости от массы поковок
| Масса, кг | |||
| Поковки | Падающих частей | Поковки | Падающих частей |
| От 0,3 до 0,5 Св.0,5 до 2 Св. 2 до 3 | 500 1000 1500 | Св.3 до 12 Св. 12 до 25 Св. 25 до 40 | 2000 3000. 7000-10000 |
Приложение П.33. Пример оформления титульного листа курсовой работы
Федеральное агентство по образованию
ГОУ ВПО «Уральский государственный технический университет-УПИ»
Кафедра «Электронное машиностроение»
Оценка работы
Члены комиссии
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ИЗГОТОВЛЕНИЯ ОТЛИВКИ
(ПОКОВКИ)
Курсовая работа
Пояснительная записка
ХХХХХХ ХХ ПЗ
номер специальности Вариант задания Вид документа
Руководитель И.О. Фамилия
Нормоконтроль И.О. Фамилия
Студент И.О. Фамилия
Екатеринбург 200_ г
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 1940; Нарушение авторских прав?; Мы поможем в написании вашей работы!