КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Метод компенсации
|
|
|
|
Основан на применении дополнительного регулирования размера одной из деталей специально изготавливаемым для этой цели компенсатором. Все другие детали участвуют в сборке, как при полной взаимозаменяемости.
Чаще всего в двигателях применяют компенсаторы, выполненные в виде калиброванных колец, шайб и прокладок.
Подвижные компенсаторы (типа корончатых гаек или с непрерывным перемещением, как регулировочные винты применяются реже.
Метод компенсации позволяет получить высокую точность замыкающего звена, независимо от числа звеньев и поддерживать ее при эксплуатации.
Нашел широкое применение с некоторым увеличением номенклатуры изготавливаемых деталей (компенсаторов).
ОПОРНЫЙ КОНСПЕКТ К УРОКУ № 3
Дисциплина: Технология сборки двигателя
Раздел 1: Общие вопросы сборки
Тема 1.3: Подготовка сборочного процесса
Вид урока: Лекция
Продолжительность урока: 2 часа
Студент должен
знать:
- последовательность разработки технологических процессов сборки изделий;
- классификацию и принципиальное устройство оснастки и оборудования для осуществления сборочного процесса.
ЛЕКЦИЯ
1. Организационная подготовка (организация сборочных участков и цехов)
2. Организация сборочного процесса (организационные формы процессов сборки)
1 Организационная подготовка (организация сборочных участков и цехов)
Особенности организации структуры сборочного цеха серийного производства
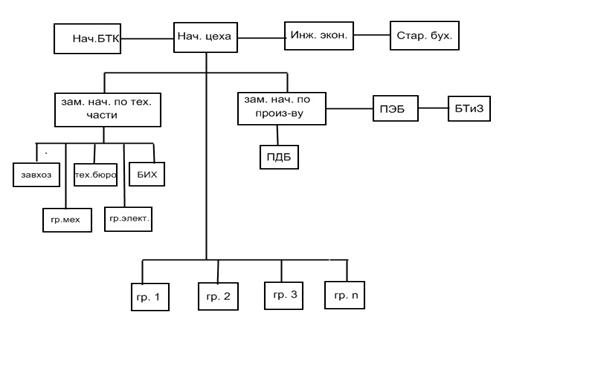
Рис. 5 структура цеха
Назначение служб цеха.
ПЭБ – планово экономическое бюро – доводит плановые задания по производству продукции, фондов зарплаты, численности рабочих. Экономический анализ результатов работы с целью вскрытия и использования новых резервов, улучшения работы, планирования, учет и анализ производственной деятельности.
ПДБ – устанавливает производственные задания по номенклатуре со сроками исполнения, расчет и обеспечение производственных групп деталями, комплектующими изделиями, контроль и учет хода производства.
БТИЗ – устанавливает задания каждому рабочему по выработке в нормо-часах с учетом доступного уровня и ее систематической отметке.
Нормирование труда, расчет и внедрение технически обоснованных норм. Снижение трудоемкости продукции и рост производительности труда, организация заработной платы.
Тех. БЮРО – технологическая подготовка производства, наличие технической документации, состояние оснастки, оборудования. Оформление заказов на дублирование, ремонт оснастки и инструмента.
БИХ – обеспечение, подготовка и подача на рабочее место приспособлений, инструментов.
БТК – контроль качества продукции. Оформление сдаточной и сопроводительной документации, профилактика брака.
Гр. Механика – ремонт оборудования и текущий надзор за его состоянием. Контроль сдачи – приемки оборудования по сменам. Обеспечение нормального технического состояния парка оборудования.
Гр. Электрика – обеспечение бесперебойного электроосвещения и энергоснабжения цеха.
Завхоз – обеспечение специальной одеждой, обтирочным материалом, моющими средствами, содержащими в чистоте раздевалок и мест общего пользования.
Особое внимание необходимо уделить технологической подготовке производства.
Это один из важнейших, наиболее трудоемких этапов производства деталей, узлов и изделий. Она заключается в осуществлении способов и наиболее рационального проведения сборочных работ с учетом программы (плана), в разработке соответствующей технической документации. При этом для всех деталей входящих в изделие определяется маршрутом их движения по отдельным фазам производства. Для каждой фазы определяют содержание операций и порядок восполнения, необходимого оборудования, инструментов, оснастку, устанавливает технические нормы.
Практика показывает, что удовлетворение всей технологической подготовки производства в общем комплексе работ составляет 70-75% от общей суммы трудозатрат на технологическую подготовку. Основные функции в проведении технической подготовки возложены на службу ОГТ. Ее осуществляют ПБ, БИХ, гр. Механика. Все эти службы подчиняются заместителю по технической части.
2 Организация сборочного процесса (организационные формы процессов сборки)
Различают два метода организации сборочных процессов – бригадный и операционный.
1. Бригадный метод – при котором все работы по сборке двигателя (от начала до конца) выполняет одна бригада, т.е. каждая бригада принимает участие в сборке одного двигателя. Недостатком является то, что рабочие бригады заканчивают смену и сборка двигателя останавливается. Кроме того, рабочие в бригаде должны иметь высокую квалификацию. Общая длительность всего процесса сборки определяется по формуле:
Tδ= Ty +To = t1/B1+t2/B2+…+tn/Bn +to/Bo час, где
t1,t2…tn – трудоемкость сборки отдельных узлов в человеко-часах,
to – трудоемкость общей сборки,
B1,B2…Bn – число рабочих, занятых на сборке отдельных узлов,
Bo – число рабочих, занятых на общей сборке.
Как видно, длительность процесса уменьшается, чем больше число рабочих.
Бригада может собирать двигатель либо по последовательному циклу, т.е. сначала собирают все узлы, а затем собирают весь двигатель, либо по параллельному, когда бригада одновременно собирает несколько узлов, а затем переходят к общей сборке. (во втором случае длительность сборки уменьшается)
Бригадный метод нашел применение на опытном и мелкосерийном производстве авиационных двигателей.
2. В условиях серийного и массового производства более эффективной является операционная форма сборки, когда весь технологический процесс разбивается на отдельные операции, выполняемые определенными рабочими параллельно на линиях сборки. Поэтому длительность процесса сборки изделия в целом резко сокращается по сравнению с бригадной формой, т.к. суммарное время на сборку двигателя
Ton= tmax/B+ to/Bo, где
tmax – трудоемкость сборки наиболее трудоемкого узла
B – число рабочих, занятых на сборке наиболее трудоемкого узла.
После окончания работ с одним узлом двигателя, рабочий приступает к выполнению той же операции на следующем узле или двигателе.
Преимущество: 1. Частое повторение выполняемых операций, что позволяет использовать для сборки рабочих с более низкой квалификацией.
2. Возможность работы без простоев, т.к. двигатель можно собирать в несколько рабочих смен.
Наиболее совершенной формой операционной сборки является поточная сборка, которая характеризуется непрерывностью и ритмичностью процесса.
Tпат = m*τ, где m- число рабочих лиц
Τ- такт сборки
Добиваются, чтобы продолжительность каждой операции была равна такту сборки.
Такт – отрезок времени между выпуском равномерно следующих друг за другом изделий. Нарушение такта хотя бы по одной операции влечет за собой перебои в работе всей поточной линии, поэтому необходимо четкое планирование, как в сборочных, так и в механических цехах.
Поточная сборка имеет несколько линий: линия, на которой производится общая сборка изделий называется главная, остальные – вспомогательными.
ОПОРНЫЙ КОНСПЕКТ К УРОКУ № 4
Дисциплина: Технология сборки двигателя
Раздел 1: Общие вопросы сборки
Тема 1.4: Осуществление сборочного процесса
Вид урока: Лекция
Продолжительность урока: 2 часа
Студент должен
знать:
- Технологические процессы подготовительных работ перед сборкой и применяемое оборудование и оснастку;
уметь:
- Разрабатывать отдельные подготовительные операции, проектировать схемы, внедрять в технологический процесс оборудование для подготовки сборочного процесса.
ЛЕКЦИЯ
1. Выполнение подготовительных работ, сопутствующих сборке.
2. Комплектование АД.
3. Промывка изделия.
4. Маркирование и клеймение.
5. Антикоррозионная обработка деталей.
1 Выполнение подготовительных работ, сопутствующих сборке
Комплектование, промывочное производство, клеймение, транспортировка деталей, антикоррозионная обработка, предварительная сборка.
От качества выполнения подготовительных работ зависит качество исходных сборочных элементов, производительность и экономичность сборочных работ.
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 850; Нарушение авторских прав?; Мы поможем в написании вашей работы!