КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Анализ существующих способов размерного пластичного микрошлифования твердоструктурных материалов
|
|
|
|
Последние достижения в повышении точности механической обработки открыли новые возможности обработки хрупких материалов.
Регулированием шлифования со скоростью поперечной подачи порядка нескольких нм на один оборот шлифовального круга стало возможным обрабатывать хрупкие материалы так, что преобладающим механизмом удаления материала становится не разрушение, а пластичное течение.
Этот процесс известен как шлифование в режиме пластичности. При шлифовании хрупких материалов в режиме пластичности получается поверхность примерно с такими же характеристиками как после полирования или притирки. Но в отличии от полирования или притирки шлифование -это регулируемый процесс, пригодный для обработки высокоточных изделий сложной формы.
Пластическая деформация не связана с природой материала (хрупкий он или пластичный, твердый или мягкий, кристаллический или аморфный), а зависит только от глубины резания (глубина резания менее 1мкм)
При этом условии формирование подобных пластически деформированных областей наблюдали при обработке разнообразных керамических материалов, стекол и кристаллов.
Предположение о возможности шлифования хрупких материалов в режиме пластичности было сделано в 1954г. Тогда было установлено, что при абразивном износе каменной соли доминирующим механизмом удаления материала является пластичное течение, а не хрупкое разрушение. Воспроизводимое экспериментальное подтверждение протекания пластической деформации при шлифовании заготовок из хрупкого стекла впервые удалось получить в 1975г.
Всесторонние исследования процесса шлифования в режиме пластичности впервые были проведены с использованием шлифовальной установки с рабочим инструментом в виде одной абразивной частицы.
|
|
|
Проведенные эксперименты показали, что процесс удаления материала протекает в три стадии:
1. формирование канавок путем пластической деформации.
2. образование трещин посередине и сбоку от канавок.
3. выкрашивание.
В результате проведенных экспериментов установлено, что стадийность процесса удаления материала непосредственно зависит от усилия, действующего на абразивное зерно. Причем меньшему усилию (нормальной составляющей силы резания) соответствуют меньшее визуально наблюдаемое хрупкое разрушение поверхности.
Были проведены и другие испытания с использованием рабочего инструмента в виде одной частицы (шлифование в режиме пластичности)
Для испытания были выбраны разнообразные хрупкие материалы: стекла, полупроводники, современные керамические материалы. Проведенные исследования указывали на существование аналогичных стадий процесса удаления материалов, связанные с усилием и глубиной резания.
Впоследствии было создано первое устройство, разработанное специально для того, чтобы при шлифовании для повышения чистоты обработки использовать малые (0,2 мкм на один проход плоскошлифовального станка) поперечные подачи.
На этой установке было осуществлено шлифование некоторых хрупких кристаллических материалов в режиме пластичности. Дальнейшее усовершенствование этой установки повысило её точность, что позволило улучшить чистоту обработки заготовок из хрупкого материала.
Эти исследования позволили установить, что существует интервал врезных подач (5…..7 нм на оборот шлифовального круга), которые традиционно не используются ни при шлифовании, ни при полировании.
При шлифовании практически всех хрупких материалов его удаление протекает путем локализованного разрушения.
Следовательно, существует интервал скоростей, соответствующий переходу от абразивной обработки в режиме хрупкости к обработке в режиме пластичности для различных видов стекол, керамики и полупроводников.
|
|
|
При шлифовании твердых материалов в режиме пластичности на основании данных работы было установлено, что для предотвращения заметного хрупкого разрушения при шлифовании стекла, точность регулирования врезной подачи на оборот шлифовального круга должна быть в пределах 5нм и выше. Для достижения такой точности требуются чрезвычайно жесткие конструкционные связи, которые не допускают значительных взаимных перемещений обрабатываемой детали и шлифовального круга под действием различного рода возмущающих воздействий. Т.Г.Бифано и Т.А.Доу применялась установка "PEGASUS". Конструкция установки проектировалась исходя из положения о том, что шлифование в режиме пластичности требует сочетание высокой жесткости (обеспечение точности) и малых скоростей поперечной подачи (обеспечивает удаление материала по модели пластического течения) рис. 1.9.
На основании данных по шлифованию твердых материалов в режиме пластичности установлено, что для предотвращения заметного хрупкого разрушения при шлифовании стекла точность регулирования врезной подачи на оборот шлифовального круга должна быть в пределах 5 нм или выше. Такой уровень точности редко встречается в практике шлифования, так как для этого требуется чрезвычайно жесткие конструкционные связи, не допускающие значительных взаимных перемещений обрабатываемой детали и шлифовального круга под действием различного рода возмущающих воздействий.
Установка "PEGASUS" позволяет осуществлять врезное шлифование чашеобразным шлифовальным кругом диаметром 100 мм и шириной обода 6 мм. Обрабатываемая заготовка может достигать размеров прямоугольного параллелепипеда размером 6 * 6 *18 мм. Установка имеет 2 степени свободы, отвечающие вращению шлифовального круга и поперечной подаче детали. Ограниченностью степеней свободы были исключены источники ошибок, связанных с перемещением.
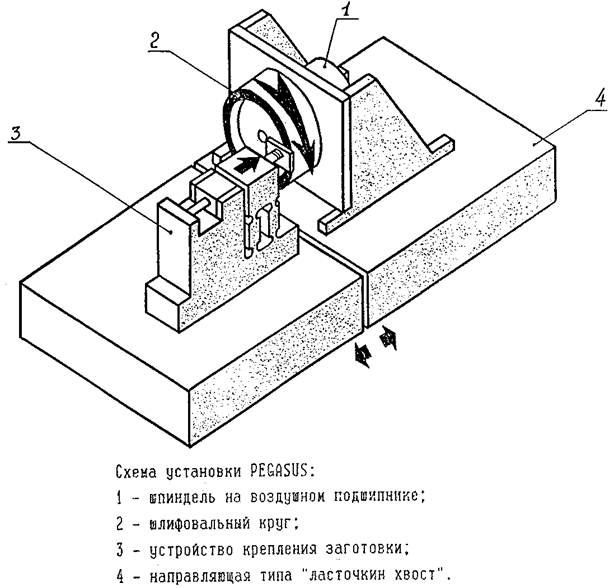
Рис. 1.9.
Для изготовления реальных изделий нужно применять, как правило, еще хотя бы одну степень свободы. Но целью данной одноосной установки врезного шлифования было экспериментальное исследование основных элементов процесса удаления материала.
|
|
|
Вращение шлифовальному кругу передается шпинделем диаметром 100 мм на воздушных подшипниках. Такой шпиндель допускает частоту вращения шлифовального круга до 5000 мин-1 при осевом биении 40 нм. Шпиндель приводится во вращение двигателем постоянного тока с максимальным крутящим моментом 1 Н*м. Вал электродвигателя соединен со шпинделем посредством двух параллельных гибких кольцевых элементов.
Механизм поперечной подачи установки "PEGASUS" сконструирован так, чтобы обеспечить высокую жесткость, разрешение ~2 нм при перемещении и относительную простоту закрепления обрабатываемой заготовки. Устройство позиционирования заготовки имеет три подсистемы, работающие последовательно, причем точность каждой последующей системы перемещения выше, чем предыдущей.
Замена заготовки облегчается благодаря фиксированной направляющей типа "ласточкин хвост" с диапазоном линейного перемещения 15 см. Предварительное позиционирование заготовки относительно поверхности шлифовального круга осуществляется с помощью гибкого узла с двумя призматическими направляющими шпонками, который перемещается под действием вращаемого вручную ходового винта с шагом 0,32 мм.
Параллельные гибкие соединения обеспечивают почти горизонтальное перемещение в диапазоне 0,5 мм с разрешением 1 мкм. Два крепежных болта позволяют жестко зафиксировать этот узел перед началом отрабатывания рабочей поперечной подачи для шлифования. Он осуществляется с помощью предварительно нагруженного пьезоэлектрического исполнительного механизма с диапазоном перемещения 10 мкм и разрешением 2 нм с обратной связью.
Прецизионное шлифование в режиме пластичности требует одновременно с точностью еще и высокую жесткость УОС (Упругая обрабатывающая система). Для минимизации ошибки перемещения, вызванной возмущающими силами и вибрацией, установка "PEGASUS" разработана так, чтобы обеспечить достаточную жесткость. Наименее жесткий элемент системы - шпиндель с высокоточным воздушным подшипником (его жесткость равна 120 МН/м в направлении поперечной подачи шлифования).
|
|
|
Измеренная результирующая осевая жесткость контакта при шлифовании (в направлении поперечной подачи шлифования) составила 5,2 МН/м, что мало отличается от расчетной величины 5,0 МН/м. Измерения результирующей жесткости установки не учитывали локальную жесткость связи каждой алмазной абразивной частицы. Так как каждое абразивное зерно располагается в упругой матрице, такая жесткость складывается с жесткостью самой установки в соответствии со схемой последовательного соединения. Поскольку эта жесткость связи влияет на локальные усилия при шлифовании, от которых непосредственно зависит степень пластической деформации при шлифовании, жесткость крепления абразивной частицы необходимо принимать во внимание.
Относительная локальная жесткость линейно зависит от модуля упругости связующего материала. На макроуровне малая локальная жесткость связи отдельных алмазов абразивного инструмента как единого целого создает чрезвычайно жесткую поверхность.
Таким образом, выбор более податливого связующего материала обеспечивает более равномерное распределение сил, действующих на отдельные зерна алмазного абразива в процессе шлифования, и тем самым способствует уменьшению этих сил. При уменьшении этих сил, действующих на каждое отдельное зерно, уменьшается глубина резания каждым зерном, что повышает вероятность удаления материала в режиме пластичности.
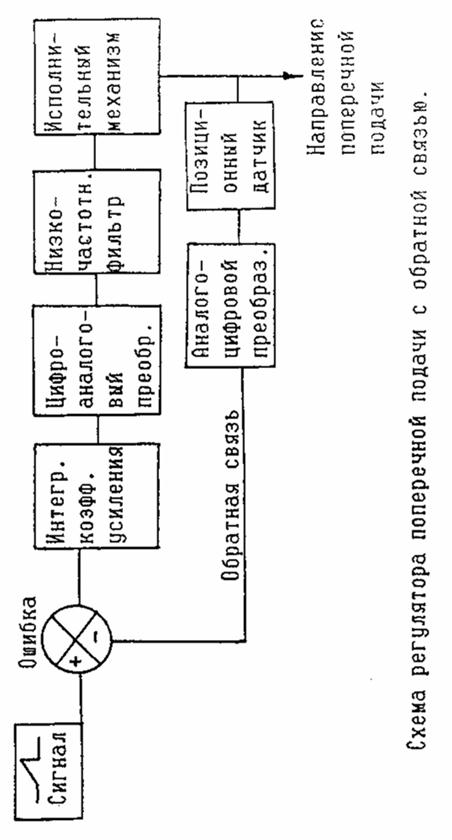
Вероятно, самым, важным элементом установки, определяющим ее возможности шлифования материала в режиме пластичности, является регулирование поперечной подачи. Единственный метод, обеспечивающий субмикронную точность такой поперечной подачи - использование обратной связи в режиме реального времени. Поэтому в данную установку был включен такой элемент.
В связи с относительной простотой передаточной функции и необходимостью малых скоростей подачи в качестве регулятора системы была выбрана интегральная схема обратной связи. Такой регулятор успешно проявил себя в разработанных ранее системах, обеспечивающих перемещение на базе аналогичных исполнительных механизмов. На рис 1. 10 показана схема регулирования. Двумя параметрами, определяющими точность и плавность отработки поперечной подачи, являются интегральный коэффициент усиления и пороговое значение частоты низкочастотного фильтра. Оба эти параметра были оптимизированы экспериментально и позволили изменять скорость поперечной подачи от 2 нм/об до 1,25 мкм/об.
Шлифовальный круг зернистостью 4-8 мкм, связка - бронза или смола. Правка шлифовального круга направлена на уменьшение биений шлифовального круга с целью надежного регулирования контактных сил между абразивными зернами и заготовкой.
Точность правки - это еще один фактор, влияющий на достоверность информации о взаимном расположении заготовки и шлифовального круга. Конструкция установки "PEGASUS" такова, что правка предполагает механическую обработку обода чашеобразного шлифовального круга для уменьшения его осевого биения. Так как шлифовальный круг установлен на шпинделе с воздушным подшипником, который имеет случайное биение менее 4 нм, поэтому это значение представляет собой нижний предел точности правки шлифовального круга на данной установке. В данном случае применена притирка шлифовального круга алмазной пастой, которая обильно подается в зону контакта, что позволяет снизить биение с 4 мкм до 0.12 мкм. Этот уровень точности соответствует техническому уровню алмазных шлифовальных кругов.
Паста, применяемая для правки круга, содержит частицы диаметром 9 мкм, т.е. такого же размера как и в алмазном шлифовальном круге (диаметр 4...8 мкм). Остановка позволяет заполнить упомянутый ранее микрошлифовальный пробел. Благодаря пьезоэлектрической системе поперечной подачи и врезному способу шлифования установка "PEGASUS" способна шлифовать материал с подачей, регулируемой в пределах 2 нм на оборот шлифовального круга, что необходимо для условий шлифования хрупких материалов в режиме пластичности.
Сформулированная авторами гипотеза шлифования в режиме пластичности гласит: "все материалы независимо от их твердости и хрупкости в процессе механической обработки претерпевают переход от хрупкого режима удаления материала к пластичному, если подача достаточно мала". Существование такой переходной скорости подачи продемонстрировано с помощью установки "PEGASUS" в серии экспериментов по шлифованию кварцевого стекла. Степень разрушения поверхностного слоя оценивалась с помощью растрового электронного микроскопа. При исследовании установлено, что изменение поперечной подачи на оборот шлифовального круга при шлифовании с 75 до 2 нм/об приводит к уменьшению доли поверхности, охваченной разрушением с 99 до 5%. (Рис. 1.11).
Переход от хрупкого удаления материала к пластическому при малых глубинах резания авторы обосновывают, используя чисто энергетический подход к удалению материала. Для малых глубин резания пластическое течение - энергетически более выгодный механизм удаления материала, чем разрушение. Сопротивление материала пластическому течении характеризуется его пределом текучести у. ЭнергиюЕр, необходимую для пластической деформации данного объема Vр, можно записать в виде
Ep = δy × Vp (1.1)
Сопротивление металла хрупкому разрушению характеризуется параметрами Гриффита распространения трещины G. Энергия Ef, необходимая
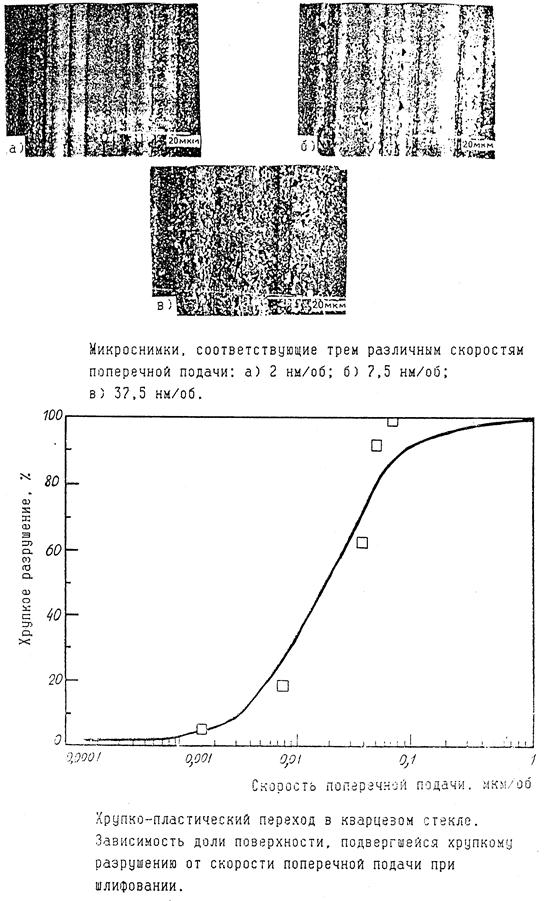
Рис. 1.11.
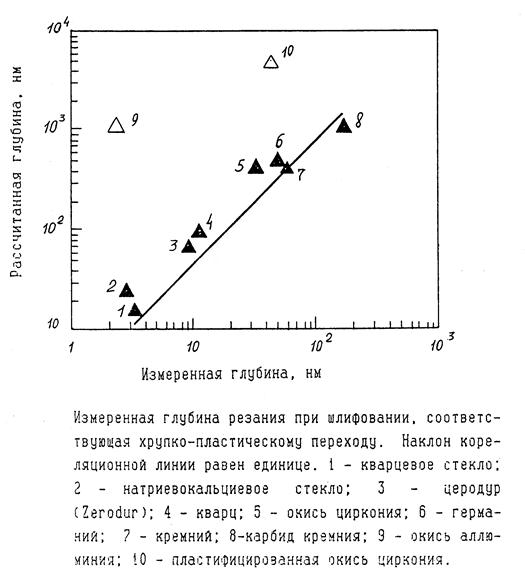
Рис. 1.12.
я разрушения, зависит от площади Af новой поверхности, образующейся в результате распространения трещины, т.е.
Ef = G × Af (1.2)
Логично предположить, что порядок величинVp и Af определяется глубиной резанияd. т.е.
Vp ~ d3 (1.3)
Af ~ d2 (1.4)
Отношение энергий, необходимых для удаления материала, есть
Ep / Ef ~ d (1.5)
Анализ размерности показывает, что правомочность перехода от объема к энергии вызывает сомнение.
Следовательно, по мере уменьшения глубины съема материала за один проход удаление материала посредством пластического течения становится более вероятным. Конкретная глубина резания, при которой происходит хрупко-пластический переход, зависит от свойств материала, ответственных за характер его пластической деформации и разрушения.
Для изучения влияния свойств материала на критическую подачу хрупко-пластического перехода шлифованию на установке "PEGASUS" было подвергнуто большое количество аморфных стекол, монокристаллов и современных керамических материалов. На основании сопоставления параметров перехода к режиму пластичности и свойств соответствующих материалов предложена модель расчета критической глубины резания при микрошлифовании. Модель связывает измеренную критическую поперечную подачу, когда доля поверхности, подвергшейся разрушению, равна 10%, с критической глубиной резания, рассчитанной по свойствам материала (10%ная доля поверхности, подвергшейся разрушению, выбрана произвольно и является показателем хрупко-пластического перехода).
Предложенная модель базируется на формуле для критической глубины разрушения при вдавливании твердого материала. С использованием критерия Гриффита для распространения трещины. Эта формула дает критическую глубину вдавливания
dc = E × R / H2 (1.6)
где dс - критическая глубина вдавливания, E - модуль упругости, R - энергия разрушения материала, H - твердость (по Виккерсу). Для материалов, характеризуемых наличием пластической зоны у вершины трещины, величину R можно определить по классической теории Гриффита распространения трещины. Один из подходов к определению энергии разрушения в малых объемах состоит в замене ее энергией, необходимой для распространения трещины (эта энергия имеет такую же размерность):
R ~ K c 2 / H (1.7)
При вдавливании величина Кс2/Н называется эффективным показателем хрупкости. Подставив эту величину в выражение для критической глубины (1.6), получим условие хрупко-пластического перехода
dc ~ (E / H)(Kc / H)2 (1.8)
Сравнение экспериментальных данных, полученных при испытаниях на вдавливание, с расчетами по этой формуле показало хорошее их соответствие, даже если используются данные о свойствах больших объемов материала. Если таким методом рассчитывать процесс шлифования, тоdс будет соответствовать критической скорости поперечной подачи при шлифовании, при которой должен произойти переход от хрупкого режима удаления материала к пластичному. Таким образом, можно построить последовательность хрупких материалов в соответствии с определяемой их свойствами поперечной подачей, ниже которой хрупкое разрушение при шлифовании происходить не будет.
Соответствующие свойства каждого материала измеряли методом микровдавливания. Если измерение микротвердости осуществляется стандартным методом, то методика определения Кс и E путем вдавливания была разработана сравнительно недавно. Известно, что свойства поверхности материала меняются в зависимости от глубины вдавливания, при которой они определяются. Такая нестабильность свойств особенно затрудняет измерение Кс.
Масштабный фактор приводит к появлению зависимости от размера трещины, которая для некоторых материалов может быть достаточно значимой. Зависимость свойств некоторых материалов от ряда факторов осложняет экстраполяцию его характеристик при глубинах вдавливания ~10 мкм на масштабы < 1 мкм, характерные для микрошлифования. Несмотря на проблемы, связанные с расчетом свойств материалов, была получена хорошая корреляция между расчетной критической глубиной резания и измеренной критической скоростью поперечной подачей (т.е. поперечную подачу при шлифовании, при которой 10% поверхности подвергается хрупкому разрушению). Рис. 1.12 иллюстрирует результаты сравнения экспериментальных и расчетных данных. На основании этой корреляционной зависимости можно определить коэффициент пропорциональности в выражении (1.8). Получим:
dc = 0,15(E / H)(Kc / H)2 (1.9)
Настоящая модель не позволяет адекватно описать только те материалы, для которых Kс существенно зависит от глубины вдавливания. Для таких материалов при расчете критической поперечной подачи можно учесть поправку на поведениепри малых глубинах вдавливания.
Экспериментальная установка "PEGASUS" несмотря на полученные положительные результаты исследований, не может быть применена в реальном производстве. Реальные изделия ювелирной промышленности (так же электронной) отличаются сложностью форм. В связи с отсутствием достаточного числа степеней свободы данная установка не может применяться на практике. В установке " PEGASUS " отсутствует необходимая жесткость, которая обеспечивала бы в производстве точность размера и формы изделия.
В соответствии с конструкцией установки имеется воздействие на исполнительный механизм пьезоэлектрического стола только в зависимости от критической глубины резания и критической подачи на оборот шлифовального круга. Один параметр воздействия на систему (т.е. скорость подачи) является недостаточным для сложного процесса микрошлифования.
Остановка "PEGASUS" позволяет снять максимальный припуск 10 мкм, что недостаточно для ювелирной промышленности. Говоря о "микрошлифовальном пробеле" авторы ссылаются на диапазон между шлифованием и полированием. Процесс полирования происходит всегда в "мягком" направлении, т.е. ориентированном по плоскостям кристаллизации, учитывая анизотропию данного обрабатываемого материала. Авторы учитывали эту особенность обработки кристаллических тел и ориентировали заготовку в соответствии с "мягким" направлением.
Особенность наличия плоскостей кристаллизации в анизотропных веществах значительно затрудняет пластическое резание в "твердом" направлении. Недостатком установки "PEGASUS" является наличие неизменности ориентированного по "мягкому" направлению вектора скорости. Ниже будет предложена установка, которая исключает воздействие "твердого" и "мягкого" направления на микрошлифование в режиме пластичности.
Остановленная корреляционная зависимость между критической глубиной вдавливания, модулем упругости, энергией разрушения материала и величиной его твердости, требует накопления банка данных на основе проведения предварительных экспериментальных исследований. В связи с тем, что в реальном процессе резания будет иметь место существенное изменение радиуса кривизны режущих зерен шлифовального круга в связи с их истиранием и размерным износом, то, следовательно, фактическая величина критической глубины вдавливания будет значительно отличаться (в сторону снижения) от предварительно полученных значений. Это обстоятельство показывает ограниченность применения данной модели для управления размерной настройкой упругой технологической системы станка в области пластичного микрошлифования.
|
|
|
|
|
Дата добавления: 2014-12-27; Просмотров: 845; Нарушение авторских прав?; Мы поможем в написании вашей работы!