КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Теоретическая часть. Знакомство с методикой дифференцированного контроля резьбы, приобретение навыков работы на большом инструментальном микроскопе (БМИ-1)
Теоретическая часть
КОНТРОЛЬ ПАРАМЕТРОВ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ. ПРАКТИЧЕСКОЕ ОЗНАКОМЛЕНИЕ С ИЗМЕРИТЕЛЬНЫМИ МИКРОСКОПАМИ
Цель работы
Знакомство с методикой дифференцированного контроля резьбы, приобретение навыков работы на большом инструментальном микроскопе (БМИ-1).
Работа включает четыре задания.
Задание 1
Измерение среднего диаметра метрической резьбы микрометром с резьбовыми вставками
Заключение о годности резьбовых поверхностей, у которых допуски устанавливаются раздельно на каждый параметр резьбы, дается по результатам измерений каждого из этих параметров.
Для измерения среднего диаметра резьбы d2 в цеховых условиях и при ремонте используют микрометры с резьбовыми вставками. Микрометр с резьбовыми вставками конструктивно отличается от гладкого микрометра (рис. 2) наличием отверстий в торцах пятки 2 и микрометрического винта 3 для установки в них резьбовых вставок. Комплект резьбовых вставок для контроля диаметра d2 с разными шагами резьбы прилагается к прибору. Погрешность этого метода 0,025…0,2 мм.
Порядок выполнения задания
1. Записать в отчет метрологические характеристики прибора и обозначение измеряемой метрической резьбы детали, выданной преподавателем.
2. Выполнить измерения диаметра d2 резьбы заданной детали в двух поперечных сечениях. В каждом сечении надо произвести три измерения под углом приблизительно 120°. По результатам шести измерений найти среднее арифметическое d2ср.
3. По ГОСТ 16093-81 определить и записать допустимые отклонения среднего диаметра резьбы, предельные размеры d2, дать заключение о годности резьбовой детали.
Задание 2
Измерение шага резьбы калибра-пробки на большом инструментальном микроскопе
Большой инструментальный микроскоп (рис. 21) предназначен для точных линейных, угловых и координатных измерений. В основу работы прибора положен проекционный метод измерения.
Прибор состоит из станины 1, стойки 19, на которой в кронштейне 11 закреплен визирный микроскоп 10 с окулярной головкой 16, куда для удобства в работе может крепиться проекционная насадка (на рисунке не показана). Визирный микроскоп состоит из сменного объектива 9 и окулярной головки 16. Увеличение прибора в зависимости от используемого объектива может изменяться от 10 до 50.
Осветительная система прибора смонтирована с тыльной нижней стороны стойки.
На станине установлен круговой стол 5 со съемным предметным столиком 6. Стол микроскопа может перемещаться в продольном и поперечном направлениях с помощью микровинтов 22 и 3, имеющих нониусные барабаны, цена деления которых равна 0,005 мм. Рабочий ход микрометрических винтов 3 и 22, определяющий пределы измерения прибора, равен 25мм, т.е. пределы измерения прибора от 0 до 25 мм. Однако в случае необходимости стол вручную можно отвести влево (при продольном перемещении) и от себя (при поперечном перемещении). Это дает возможность между торцами микровинтов и упорными площадками корпуса стола устанавливать блоки концевых мер, вследствие чего пределы измерения прибора могут быть увеличены до 150мм в продольном и до 50мм в поперечном направлениях.
Круглый стол микроскопа с помощью маховика 2 можно поворачивать вокруг вертикальной оси и фиксировать в требуемом положении стопорным винтом 4. Возможность поворота стола предусмотрена для регулирования положения изделия и грубых угловых измерений по градусной шкале кругового стола 5 и нониуса, цена деления которого равна 3'.
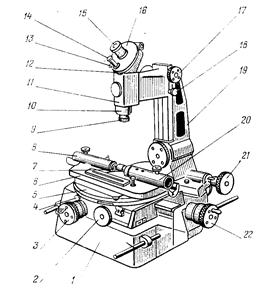
Рис. 21. Большой инструментальный микроскоп БМИ-1
Более точные измерения углов выполняются при помощи угломерной окулярной головки 16, цена деления шкалы которой равна 1', при этом отсчет углов производится с помощью окуляра 14. Число целых градусов показывает цифра у поперечного штриха, пересекающего продольную шкалу. Деление продольной шкалы, совпадающее с поперечным штрихом, указывает число минут. Подсветка шкалы окуляра осуществляется с помощью зеркала 12.
Порядок выполнения задания
1. Включить осветительную систему прибора. При необходимости вращением окуляров 15 и 14 головки установить на резкость изображение сетки с перекрестиями на экране насадки (на рисунке не показана) и круговой градусной шкалы угломерной головки.
2. Произвести фокусировку микроскопа на плоскость, в которой будут производиться измерения. Для этого при отпущенном стопорном винте 18 кронштейн 11 с микроскопом винтом 17 перемещают по стойке вверх или вниз. Для точной фокусировки служит накатное кольцо объектива 9.
Микроскоп фокусируют или в осевую плоскость цилиндрической оправки, которая прилагается к микроскопу, или с помощью контролируемого калибра, используя вместо лезвия оправки наблюдаемые отрезки вершин резьбы.
3. Плотно закрепить измеряемый калибр 7 в центрах 8 и 20. Затем проверить параллельность оси центров и оси продольного микровинта 22.
От тщательности выполнения этих операций зависит величина ошибки измерения, т.е. точность всех последующих измерений. Для выверки положения оси центров необходимо, наблюдая в окуляр 14, барашком 13 угломерной головки развернуть видимую на экране насадки прибора штриховую сетку так, чтобы нулевой штрих градусной шкалы совпал с нулевым штрихом нониуса. При этом горизонтальный штрих II-II сетки, наблюдаемый на экране (рис. 22, а), оказывается параллельным направлению продольного перемещения стола микроскопа. Поэтому, если микрометрическими винтами 3 и 22 (рис. 21) подвести наблюдаемые вершины профиля резьбы к горизонтальному штриху II-II (рис. 22, а), можно проверить параллельность оси центров продольному перемещению стола.
При перемещении стола в продольном направлении изображение вершин профиля резьбы должно перемещаться строго по горизонтальной штриховой линии II-II, не отрываясь и не перекрывая ее. Если изображения вершин профиля резьбы при этом смещаются относительно штриховой линии, необходимо, освободив стопорный винт 4 (рис. 21), винтом 2 развернуть стол 5 в правильное положение.
По окончании установки стола закрепить стопорный винт 4 и не сбивать его установку до конца всех измерений.
Рис. 22
4. Установить резкость изображения боковых сторон профиля резьбы. Для этого винтом 21 (рис. 21) наклонить вправо или влево стойку 19 с визирным микроскопом на угол, равный углу подъема измеряемой резьбы.
5. Произвести измерения шага резьбы. Для этого с помощью микрометрических винтов 3 и 22, а также барашка 13 совместить штриховую линию I-I сетки (рис. 22, б), наблюдаемой на экране насадки, с правой боковой стороной профиля. Перекрестие при этом должно находиться примерно на середине правой боковой стороны профиля резьбы. При этом положении записать в отчет с точностью до третьего знака отсчет по шкалам продольного микрометрического винта 22 (рис. 21). Затем переместить микровинтом 22 предметный столик с изделием до совмещения с этой же штриховой наклонной линией I-I другой правой боковой стороны профиля резьбы (рис. 22, 6). При контроле проходной стороны ПР резьбовой пробки необходимо эту пробку сместить на пять витков (п = 5), а непроходной стороны НЕ - на два витка (п = 2). Записать в отчет второй отсчет по шкале продольного микровинта. Измерения по правым сторонам профиля резьбы выполнить трижды. По результатам измерений определить действительное отклонение от номинального размера шага  :
:
 ,
,
где  - измеренное (действительное) значение п шагов;
- измеренное (действительное) значение п шагов;  - номинальный размер п шагов,мм.
- номинальный размер п шагов,мм.
Проделать аналогичные вычисления  , выполнив соответствующие измерения шага по левым боковым сторонам профиля резьбы. С учетом знаков отклонений вычислить:
, выполнив соответствующие измерения шага по левым боковым сторонам профиля резьбы. С учетом знаков отклонений вычислить:
 .
.
Найти по ГОСТ 24997-81 допустимые отклонения по шагу резьбы и дать заключение о годности калибра-пробки.
Задание 3
Измерение половин углов профиля резьбы калибра-пробки (ПР- или НЕ-сторон) на большом инструментальном микроскопе
|
|
Дата добавления: 2014-12-27; Просмотров: 983; Нарушение авторских прав?; Мы поможем в написании вашей работы!