КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Капиллярный контроль
|
|
|
|
Контроль проникающими веществами
Контроль проникающими веществами включает в себя две разновидности - капиллярный контроль, предназначенный для обнаружения поверхностных дефектов, и течеискание, предназначенное для обнаружения сквозных дефектов, нарушающих герметичность изделий.
Капиллярный контроль (иначе – капиллярная дефектоскопия) основан на использовании эффекта капиллярного проникновения жидкости, смачивающей материал контролируемого изделия, в полости дефектов и регистрации образующихся индикаторных рисунков (следов) визуально или с помощью различных преобразователей.
Эта разновидность контроля проникающими веществами предназначена для выявления дефектов, выходящих на поверхность изделий из металлов, металлокерамики, полимерных и других материалов.
Методы капиллярной дефектоскопии (КД) разделяют на основные (используются только капиллярные явления) и комбинированные (используется сочетание двух и более различных по физической сущности видов НК – капиллярного и некапиллярных), среди которых наибольшее распространение получили основные методы, в которых регистрация индикаторных рисунков осуществляется невооруженным глазом или визуально-оптическими методами.
Типовой процесс КД основными методами включает следующие основные операции (рис. 9.1):
а) тщательную очистку поверхности изделия (промывка, обезжиривание, сушка);
б) заполнение полостей дефектов проникающей жидкостью;
в) удаление излишков проникающей жидкости с поверхности изделия;
г) нанесение проявителя и выявление дефектов.
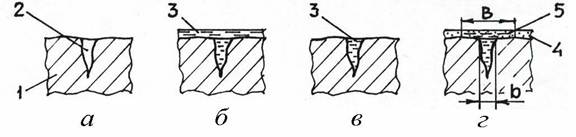
Рис. 9.1. Схема капиллярного контроля детали 1 с применением проявителя 4: а – исходное состояние; б – на поверхность детали нанесена проникающая жидкость 3, заполнившая и полость трещины 2; в – проникающая жидкость удалена с поверхности детали; г – нанесен проявитель; 5 – индикаторный рисунок
Индикация дефектов осуществляется благодаря выходу проникающей жидкости из полостей дефектов на поверхность изделия путем ее адсорбции проявителем или диффузии в него. Образующиеся при этом следы дефектов имеют ширину В гораздо больше, чем фактическая ширина b самих дефектов (рис. 9.1, г). Вышедшая из дефектов жидкость окрашивает часть белой поверхности проявителя или люминесцирует в ультрафиолетовых лучах, образуя индикаторный рисунок, непосредственно воспринимаемый зрением контролера.
Эта информация может быть также воспринята с помощью регистрирующих, анализирующие и передающих систем (оптических, электронно-оптических, телевизионных и др.), переработана и представлена контролеру в виде окончательной информации: оптического изображения, графиков, цифр, световых и звуковых сигналов.
В КД используются следующие физические явления: смачивание, капиллярное проникновение, сорбция.
Основные методы КД классифицируют по свето-колористическим особенностям индикаторных следов дефектов.
При цветном методе (ЦКД) проникающие жидкости после нанесения белого проявителя образуют над дефектом красный индикаторный рисунок, хорошо различаемый глазом.
При люминесцентном методе (ЛКД) индикаторные рисунки над дефектами люминесцируют в ультрафиолетовых лучах.
Люминесцентно-цветной метод (ЛЦКД) является совокупностью цветного и люминесцентного методов. Индикаторные рисунки четко фиксируются в ультрафиолетовых лучах и несколько слабее при дневном свете.
В зависимости от физико-химических явлений, происходящих в дефектоскопических материалах при контроле, различают четыре способа формирования индикаторных рисунков.
Диффузионный способ основан на формировании индикаторного рисунка за счет диффузии проникающей жидкости из полости дефекта в слой проявителя. При этом жидкость окрашивает слой проявителя над дефектом или способствует его люминесцированию. Этот способ имеет наибольшее распространение в КД.
Сорбционный способ основан на формировании индикаторного рисунка за счет сорбции с помощью порошка («сухой» способ) или суспензии («мокрый» способ) проникающей жидкости, люминесцирующей в ультрафиолетовых лучах.
Беспорошковый способ основан на использовании в качестве проникающей жидкости раствора органических кристаллов люминофора в летучем растворителе. После погружения, выдержки и извлечения изделия из проникающей жидкости растворитель легко испаряется, а люминофор остаётся на кромках дефекта. Чтобы избежать свечения при облучении ультрафиолетовым светом всей поверхности изделия, его обрабатывают в растворе, гасящем люминесценцию на поверхности и не воздействующем на люминофор в полости дефекта.
Самопроявляющий способ заключается в том, что после пропитки и удаления с поверхности излишков проникающей жидкости, изделие нагревают. Проникающая жидкость специального состава при нагревании выходит из полости дефекта, затвердевает и образует индикаторный рисунок, люминесцирующий в ультрафиолетовом свете.
В методефильтрующихся частиц (ФКД) используют проникающие жидкости, содержащие окрашенные или люминесцирующие взвешенные частицы с размерами от нескольких микрометров до сотых долей миллиметра. При нанесении на контролируемую поверхность проникающей жидкости происходит ее поглощение в зоне дефекта. Взвешенные частицы, размер которых превышает величину раскрытия дефекта, фильтруются и осаждаются над дефектом. При этом отложение этих частиц, служащее признаком дефекта, легко обнаруживается невооруженным глазом.
Следует отметить, что каждый из основных методов КД имеет различные варианты, характеризуемые типом применяемых дефектоскопических материалов.
В комплект дефектоскопических материалов, как правило, входят три компонента, применяющиеся совместно.
Проникающая (индикаторная) жидкость представляет собой раствор или суспензию красителя или люминофора в смеси органических растворителей (масел, керосина) с добавками поверхностно-активных веществ. Она предназначена для заполнения полостей дефектов и последующего образования индикаторного рисунка.
Очищающая жидкость служит для удаления проникающей жидкости с поверхности изделий в процессе контроля. Для этих целей используют воду с добавками поверхностно-активных веществ (эмульгаторов, ингибиторов коррозии, антивспенивателей), а также органические растворители и смеси масел с керосином.
Проявляющее покрытие предназначено для извлечения проникающей жидкости из полостей дефектов и образования индикаторного рисунка. В виде порошка, суспензии, краски или пленки применяют следующие вещества: окись магния, силикогель, кремнезем, аэросил, белую сажу, бентонит, тальк, мел, каолин и др.
Технологические операции КД по существу идентичны для всех методов, за исключением метода ФКД. Основные операции приведены на рис. 9.1.
Подготовка изделий к контролю заключается в удалении с поверхности масел, покрытий (лакокрасочных, гальванических, оксидных), нагара, продуктов коррозии и других загрязнений, которые могут закрывать полости дефектов и резко снижать эффективность КД. Особенно неблагоприятное влияние оказывает окисная пленка на изделиях из стали и жаропрочных, магниевых, титановых, медных, ниобиевых сплавов и вольфрама.
Способ подготовки изделий к контролю выбирают в зависимости от их материала, вида загрязнений и характера предшествующей механической обработки. Известны 6 основных способов подготовки изделий к контролю.
Механическая очистка заключается в очистке методом дробеструйной обработки, стальными щетками или методами механической обработки.
Химическая очистка представляет собой очистку химическими реактивами.
Электрохимическая очистка - очистка травильными составами с воздействием электрического тока.
Ультразвуковая очистка жидкими растворителями производится наложением ультразвуковых колебаний.
Анодно-ультразвуковая очистка заключается в очистке водными составами с одновременным воздействием ультразвука и электрического тока.
Сушка представляет собой очистку выдержкой на воздухе, прогревом в вакууме или среде инертного газа.
Заполнение полостей дефектов проникающей жидкостью может осуществляться тремя основными способами – капиллярной, вакуумной и ультразвуковой пропиткой.
Капиллярная пропитка осуществляется погружением изделий в емкость с проникающей жидкостью (иногда подогретой), а также обливанием или смачиванием проникающей жидкостью поверхности изделий в течение времени, необходимого для заполнения полостей дефектов под действием капиллярных сил (обычно 15¸20 мин).
Вакуумная пропитка осуществляется путем вакуумирования изделия перед нанесением проникающей жидкости или одновременно с нанесением, что позволяет повысить чувствительность и сократить продолжительность пропитки. При остаточном давлении 10-2 мм. рт. ст. выявляются трещины, шириной на порядок меньше, чем при капиллярной пропитке.
Ультразвуковая пропитка осуществляется под воздействием на проникающую жидкость средней и высокой вязкости ультразвуковых колебаний с частотой 20-22 кГц, при мощности не менее 3 Вт/см2, действующих в плоскости распространения дефекта. Кавитационный эффект на границе «жидкость - твердое тело» ускоряет процесс заполнения капиллярных полостей, особенно загрязненных.
Удаление излишков проникающей жидкости с поверхности изделия осуществляют способом, обеспечивающим ее сохранение в полостях дефектов. При этом учитывают тип проникающей жидкости, шероховатость поверхности и требуемую производительность.
Протирка ветошью или бумагой применяется при использовании невысыхающих жидкостей (трансформаторного масла, масла с керосином и т.п.) для локального контроля изделий.
Промывка органическими растворителями и водой используется при массовом контроле изделий различной формы в цеховых условиях.
Обдувка струей песка, дроби или опилок применяется для удаления невысыхающих или малолетучих проникающих жидкостей при контроле литьевых изделий и штамповок перед механической обработкой.
Гашение люминесценции или окраски проникающей жидкости воздействием на нее вещества-гасителя или облучением применяется при использовании специальных проникающих жидкостей. Чаще всего для удаления излишков проникающей жидкости используют сочетание перечисленных выше способов.
Нанесение проявителя осуществляют тем или иным способом с учетом требуемой чувствительности контроля, свойств проявителя, сложности формы изделия, условий проведения и производительности процесса контроля:
нанесение кистью красок и суспензий применяют при локальном контроле изделий;
распыление и электрораспыление струей воздуха, фреона, инертного газа или под давлением обеспечивает наиболее высокую чувствительность контроля;
погружение и обливание обеспечивает экономию материалов и возможность автоматизации процесса.
Проявление дефектов осуществляют путем выдержки изделий при температуре окружающей среды, при повышенной температуре в вакууме или при вибрации вплоть до образования индикаторного рисунка.
Выявленный индикаторный рисунок анализируют визуально с применением луп малого увеличения с большим полем зрения. С поверхности изделий, прошедших контроль, дефектоскопические материалы удаляют протиркой, промывкой, обдувкой песком или нагревом до температуры сгорания проявителя.
Среди комбинированных методов КД выделяют капиллярно-электростатический (электростатическая порошковая дефектоскопия), капиллярно-электроиндуктивный, капиллярно-магнитопорошковый и капиллярно-радиационный методы.
В капиллярно-электростатическом методе в качестве проникающей используется ионогенная жидкость, легко диссоциирующая на ионы. После ее удаления на поверхность изделия напыляют положительно заряженный порошкообразный пигмент, частицы которого взаимодействуют с отрицательными ионами проникающей жидкости, оставшейся в поверхностных трещинах. Различимые скопления порошка являются признаком дефектов.
Капиллярно-электроиндуктивный метод основан на использовании электропроводных проникающих жидкостей, обнаружение которых в полостях дефектов на поверхности диэлектрических материалов осуществляют вихретоковыми датчиками.
Капиллярно-магнитопорошковый метод предназначен для контроля ферромагнитных металлов.
В капиллярно-радиационном методе используются радиоактивные жидкости и проникающие излучения для обнаружения этих жидкостей в полостях дефектов.
Под чувствительностью КД понимают минимальный размер дефекта, способного образовывать индикаторный рисунок, надежно обнаруживаемый контролером. Так, минимальная ширина раскрытия поверхностных трещин, обнаруживаемых методами КД, может достигать 0,001-0,002 мм, глубина - 0.01-0,03 мм и протяженность - 0,1—0,3 мм.
При использовании методов КД в производственных условиях необходимо предварительно провести подробный анализ технологии изготовления конкретного изделия, определить операции, при выполнении которых возможно образование поверхностных дефектов. Затем в технологическом маршруте устанавливают операции, после которых должен производиться контроль.
Многообразие способов выполнения каждой технологической операции позволяет составлять различные варианты технологии контроля изделий методами КД. Так, например, при контроле люминесцентно-порошковым методом алюминиевых штамповок в качестведефектоскопических материалов используют проникающая жидкость, состоящую из 85% керосина, 15% авиационного масла и 5 г вспомогательного вещества ОП-7 на 1 л смеси, в качестве проявителя - порошок окиси магния, очищающей жидкости - воду.
Недостатками методов КД являются достаточно высокая трудоемкость контроля и сложность механизации, возможность обнаружения лишь тех дефектов, которые имеют выход на поверхность, значительная продолжительность процесса (до 1,5 ч), снижение достоверности контроля при отрицательных температурах, необходимость тщательной предварительной очистки контролируемых изделий и трудности автоматизации контроля.
Благодаря высокой чувствительности, простоте и наглядности результатов методы КД применяют не только для первичного обнаружения, но и для подтверждения поверхностных дефектов, выявленных вихретоковыми, ультразвуковыми и другими методами НК.
|
|
|
|
|
Дата добавления: 2014-12-27; Просмотров: 1541; Нарушение авторских прав?; Мы поможем в написании вашей работы!