КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Предохранительные муфты
|
|
|
|
Самоуправляемые муфты
Эти муфты обеспечивают автоматическое соединение валов при определенных условиях.
| Центробежная муфта служит для автоматического сцепления (расцепления) валов при определенных угловых скоростях за счет действия центробежных сил: с увеличением угловой скорости фрикционные колодки отжимаются и муфта замыкается, т.е. | 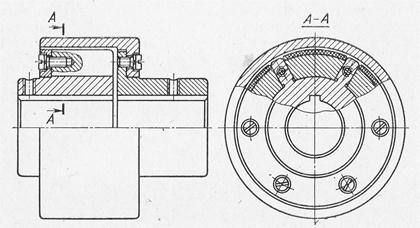
|
центробежная сила при определенной скорости выбрасывает колодки, которые за счет трения соединяются со второй полумуфтой. Муфта обеспечивает безударное включение механизма.
| Обгонная муфта обеспечивает автоматическое соединение вала с другим валом или обоймой. Наибольшее распространение получила фрикционная обгонная муфта. При передаче момента, например, от педали велосипеда к заднему колесу, ролики обгонной муфты за счет сил трения заклиниваются между поверхностями обоймы и звездочки муфты. При обратном вращении ролики выкатываются в широкие участки обоймы, и муфта размыкается. | 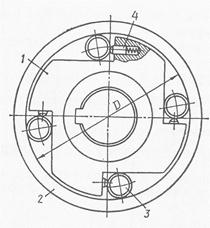
|
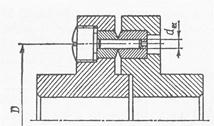
| Предохранительные муфты применяют при перегрузках. Наиболее распространены фрикционные, шариковые муфты и со срезным штифтом. Последние применяют при маловероятных перегрузках. И, если это происходит, стальные штифты, вставленные в отверстия закаленных втулок, срезаются и муфта размыкается. |
Соединение деталей машин.
Назначение соединений. Классификация.
Под соединениями понимают соединительные детали (заклёпки, винты и т.д.)
и прилегающие части соединяемых деталей (например, фланцы).
В отдельных соединениях специальные соединительные детали могут отсутствовать.
Соединения подразделяются на разъёмные и неразъёмные.
Разъёмные соединения (болтовые, шпоночные, шлицевые) можно разбирать и вновь собирать без разрушения детали.
|
|
|
Неразъёмные соединения (заклёпочные, сварные, клеевые) могут быть разнообразны лишь путём разрушения сварочного шва, заклёпок или других элементов соединения.
Неразъёмные соединения осуществляются силами молекулярного сцепления (например, сварные, паяльные, клеевые) или механическими средствами (клёпаные, прессовые, вальцованные).
В технике стремятся, чтобы соединения удовлетворяли условию равнопрочности с соединёнными элементами.
Соединения элементов сосудов и трубопроводов, содержащих жидкости или газы, должны удовлетворять условием прочности (герметичности).
Для этого контактирующие поверхности должны быть сжаты давлением, существенно превышающим давление среды.
Детали могут соединяться между собой подвижно и неподвижно.
Подвижные соединения - шарниры, подшипники, зацепления.
К неподвижным соединениям относятся ранее перечисленные разъёмные и неразъёмные.
Неподвижность шпоночного и шлицевого соединения относительна. В направлении оси вала обычно обеспечена свобода перемещения соединяемой детали (шестерни, полумуфты).
Сварные соединения.
В современном судостроении широко применяются неразъёмные соединения, осуществляемые посредством сварки.
Сварка - процесс соединения металлических и неметаллических деталей путём применения местного нагрева для наилучшего использования сил межмолекулярного сцепления.
Метод электрической сварки был открыт в конце 19 века русским изобретателем Н.И.Бенардосом.
В настоящее время основными видами сварки являются:
химическая (газовая), электромеханическая (контактная), электродуговая, электрошлаковая и др.
Химическая (газовая) сварка.
Свариваемые детали в зоне сварки доводятся до плавления за счёт тепла выделяющегося при сжигании горючих газов (ацетилена, водорода) в струе кислорода.
|
|
|
С помощью газовой сварки можно сваривать тонкую листовую сталь,
чугун, цветные металлы и сплавы.
Пламя газовой горелки используют также для резки металлов.
Электромеханическая (контактная) сварка.
Свариваемые детали разогреваются теплом, выделяемым при прохождении тока через стык соединяемых деталей, доводятся до тестообразного состояния и механически сдавливаются.
Электродуговая сварка.
Между электродом, являющимся присадочным металлом, и свариваемыми деталями образуется электрическая дуга, в зоне которой происходит формирование шва за счет плавления электрода. Электрод покрывают специальным составом. При плавлении на металле шва образуется тонкий слой шлака, защищающий металл от окисления и тем повышающий его прочность. В электрической дуге температура достигает до 3900˚С
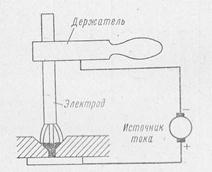
| На рисунке: 1.электрическая дуга 2.электрод 3.электродержатель 4.кабель 5.источник электроэнергии 6.свариваемые детали |
Электроды обычно имеют диаметр от 1 до 12мм. Их обозначают Э34, Э42, Э50А. Число после буквы Э указывает предел прочности шва в кг \ мм2.
Буква А в конце марки означает повышенное качество электрода. Электродуговая сварка может выполняться вручную и автоматически.
Достоинство сварных соединений.
1.Экономия материала по сравнению с клёпаными конструкциями.
2.Плотность и непроницаемость соединений.
3.Возможность соединения деталей криволинейных профилей.
4.Уменьшение трудоёмкости по сравнению с клёпаными соединениями.
5.Сварные конструкции почти в 2 раза дешевле стоимости стального литья и поковок.
6.Бесшумность технологического процесса и возможность его автоматизации.
Недостатки:
1.Отсутствие гарантии прочности и надёжности соединения, т.к. качество зависит от внимания и квалификации сварщика.
2.Сложность проверки качества шва.
3.Высокая концентрация напряжений в зоне сварки швов. Это снижает прочность при ударных и вибрационных нагрузках.
4.Возможность нарушения физико-химических свойств соединяемых деталей в зоне сварки.
Основные типы сварных швов.
Терминология, обозначения, классификация и конструктивные элементы сварных соединений регламентированы соответствующими ГОСТами.
|
|
|
Сварные швы можно подразделить на стыковые, валиковые (угловые) и комбинированные.
Стыковые швы соединяют торцы деталей, лежащих в одной плоскости.

Валиковые (угловые) швы применяют при соединении деталей
| а) Внахлестку: лобовые и фланговые швы Лобовые швы: валик шва перпендикулярен к направлению растягивающей (сжимающей) силы P. Фланговые швы параллельны растягивающей силе. | 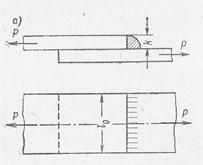
|
 Тавровые сварные соединения
Тавровые сварные соединения
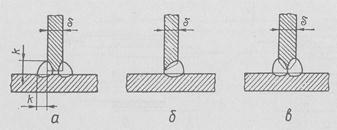
| б) Впритык (угловые и тавровые сварные соединения). Соединяемые детали перпендикулярны или наклонены друг к другу, а валик шва наваривается по периметру торца или кромок детали. Валиковый шов образуется наплавлением присадочного материала (электрода) на поверхность соединяемых деталей. |
 Угловые сварные соединения
Угловые сварные соединения
|
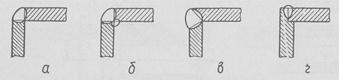
Кроме соединений сплошным сварным швом часто применяют прерывистый шов, а также электрозаклепки. Для выполнения шва часто подготавливают кромки (см. рисунки).
Основы расчета на прочность.
Исходным условием проектирования сварных соединений обычно является равнопрочность шва и соединяемых деталей.
Несмотря на неравномерность распределения напряжений по периметру шва при расчете сварных соединений концентрацию напряжений не учитывают.
Стыковые швы рассчитывают только по нормальным напряжениям растяжения (сжатия).

где P - сила, растягивающая или сжимающая соединение.
l - длина шва, равная ширине соединяемых деталей.
S - толщина соединяемых деталей.
 -допускаемое напряжение растяжения (сжатия) при электросварке.
-допускаемое напряжение растяжения (сжатия) при электросварке.

| При расчете валиковых швов независимо от их расположения по отношению к внешней силе принимают, что они работают только на срез и опасным является биссекторное сечение АВ шва высотой примерно 0,7 k, где k – катет шва. Таким образом, расчетная площадь шва при его периметре L определяется из выражения: Fср = АВ·L = k sin45˚L = 0,7k L |
Условие прочности шва:
где P – сила, растягивающая или сжимающая соединение;
 -допускаемое напряжение среза для сварного шва.
-допускаемое напряжение среза для сварного шва.
Для швов силовых соединений катет делают не менее 3мм. Однако он не может быть больше толщины привариваемой детали.
|
|
|
Величина допускаемого напряжения при растяжении для основного металла определяется по формуле:

 - предел текучести основного металла.
- предел текучести основного металла.
 - коэффициент запаса прочности для низкоуглеродистой стали.
- коэффициент запаса прочности для низкоуглеродистой стали.
 - для низколегированной стали.
- для низколегированной стали.
|
|
|
|
|
Дата добавления: 2015-01-03; Просмотров: 522; Нарушение авторских прав?; Мы поможем в написании вашей работы!