КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Приборные погрешности
|
|
|
|
Все средства измерения должны соответствовать требованиям государственных стандартов (ГОСТ или ИСО). В соответствующем стандарте и в паспорте прибора указана допустимая основная ошибка этого прибора, означающая допустимую предельную ошибку исправного прибора в нормальных условиях его работы. Не поверенными (не калиброванными) приборами пользоваться нельзя, так как в этом случае невозможно оценить вносимую в измерения систематическую ошибку.
Возникновение приборных погрешностей определяется свойствами используемых измерительных приборов. Эти погрешности обусловлены несовершенством технологии изготовления элементов, из которых состоит средство измерений, а также особенностью его кинематической схемы. Эти погрешности появляются из-за наличия зазоров между подвижными и неподвижными элементами, наличия остаточной деформации пружин, вызывающей изменение создаваемых ими противодействующих моментов; из-за изменения трения подвижной оси в ее опорах; неточной градуировке шкалы; из-за износа и старения материала и других причин. Именно технологическое несовершенство приводит к тому, что различные приборы даже одного типа имеют различные приборные (инструментальные) погрешности. Погрешность каждого конкретного прибора является систематической, но ее значение обычно неизвестно, а значит, ее невозможно исключить введением в результат измерения соответствующей поправки. В паспорте прибора принято указывать предел допустимой погрешности  , означающей максимально возможную погрешность при рекомендованных условиях работы прибора. Если бы приборная погрешность была распределена по нормальному закону, то из такого ее определения следовало бы, что распределение характеризуется средним квадратичным отклонением
, означающей максимально возможную погрешность при рекомендованных условиях работы прибора. Если бы приборная погрешность была распределена по нормальному закону, то из такого ее определения следовало бы, что распределение характеризуется средним квадратичным отклонением
|
|
|
 . (2.3)
. (2.3)
Для электроизмерительных аналоговых приборов принято указывать класс точности – К, записываемый в виде числа, например: К =0,05. Это число дает максимально возможную погрешность прибора, выраженную в процентах от наибольшего значения величины, измеряемой в данном диапазоне прибора. Так, для вольтметра, работающего в диапазоне измерений 0 – 30 B, класс точности 1,0 определяет, что указанная погрешность в любом месте шкалы не превышает 0,3 В. Соответственно, среднее квадратичное отклонение  = 0,1 В. Относительная погрешность результата, полученного с помощью этого вольтметра, зависит от значения измеряемого напряжения, становясь недопустимо высокой для малых напряжений. При измерении напряжения 0,5 В погрешность составит 20%. Вывод: такой прибор не годится для исследования процессов, в которых напряжение меняется в интервале 0,1–0, 5 В.
= 0,1 В. Относительная погрешность результата, полученного с помощью этого вольтметра, зависит от значения измеряемого напряжения, становясь недопустимо высокой для малых напряжений. При измерении напряжения 0,5 В погрешность составит 20%. Вывод: такой прибор не годится для исследования процессов, в которых напряжение меняется в интервале 0,1–0, 5 В.
В качестве ошибки прибора берется допустимая основная ошибка: 
 , (2.4)
, (2.4)
где  – величина размаха шкалы. Для определения берется разность между максимальным и минимальным показаниями шкалы. Так как класс точности измерительного прибора показывает относительную предельную ошибку
– величина размаха шкалы. Для определения берется разность между максимальным и минимальным показаниями шкалы. Так как класс точности измерительного прибора показывает относительную предельную ошибку  , выраженную в процентах, когда стрелка прибора находится на последнем делении шкалы (иначе, если измеряемая величина соответствует конечному значению шкалы
, выраженную в процентах, когда стрелка прибора находится на последнем делении шкалы (иначе, если измеряемая величина соответствует конечному значению шкалы  – номинальное значение, указываемое в паспорте рабочего средства измерения), то формулу (4) можно переписать следующим образом:
– номинальное значение, указываемое в паспорте рабочего средства измерения), то формулу (4) можно переписать следующим образом:
 (2.5)
(2.5)
Обычно цена наименьшего деления шкалы стрелочного прибора согласована с погрешностью самого прибора. Если класс точности используемого прибора неизвестен, за погрешность всегда принимают половину цены его наименьшего деления. Понятно, что при считывании показаний со шкалы не целесообразно стараться определить доли деления, так как результат от этого не станет точнее.
|
|
|
При работе с сеткой на экране осциллографа погрешность рассчитывается, как и при работе с линейкой. Например, на экране осциллографа нанесена сетка с размерами клетки  мм, а для отсчета малых делений имеется дополнительная миллиметровая сетка. Погрешность отсчета по сетке составит не менее 0,5 мм. Вывод: осциллограф не пригоден для точной обработки сигналов, если наблюдаемые изображения имеют размеры порядка 5 – 10 мм, т.к. им будет соответствовать погрешность 5 – 10 %.
мм, а для отсчета малых делений имеется дополнительная миллиметровая сетка. Погрешность отсчета по сетке составит не менее 0,5 мм. Вывод: осциллограф не пригоден для точной обработки сигналов, если наблюдаемые изображения имеют размеры порядка 5 – 10 мм, т.к. им будет соответствовать погрешность 5 – 10 %.
При работе со штангенциркулем точность измерений линейных размеров выше, чем при работе с обычной металлической линейкой. Это достигается за счет небольшой дополнительной шкалы, называемой нониусом. По нониусу отсчитывают десятые, иногда сотые доли миллиметра. Наибольшее распространение получили нониусы с точностью отсчета 0,1; 0,05 и 0,02 мм. Точность нониуса ( ) зависит от постоянной штангенциркуля (
) зависит от постоянной штангенциркуля ( ), которая равна небольшому целому числу. Постоянная штангенциркуля показывает во сколько раз цена деления нониуса
), которая равна небольшому целому числу. Постоянная штангенциркуля показывает во сколько раз цена деления нониуса  больше цены деления основной шкалы
больше цены деления основной шкалы  . Цена делений нониуса определяется путем совмещения нулей нониуса и основной шкалы и измерения по основной шкале длины N делений нониуса
. Цена делений нониуса определяется путем совмещения нулей нониуса и основной шкалы и измерения по основной шкале длины N делений нониуса  Постоянную штангенциркуля легко определить, совместив нули нониуса и основной шкалы. Если
Постоянную штангенциркуля легко определить, совместив нули нониуса и основной шкалы. Если  , то
, то  . Если
. Если  , то
, то  . Тогда класс точности штангенциркуля определяется, как:
. Тогда класс точности штангенциркуля определяется, как:
 , (2.6)
, (2.6)
где N – количество делений шкалы нониуса.
Следует отметить, что во всех случаях погрешность отсчета долей деления основной шкалы с помощью нониуса не превышает величины  .
.
ПРИМЕРЫ:
1.) У нониуса с  . Тогда
. Тогда  . Пример стандартной формы записи однократного измерения длины:
. Пример стандартной формы записи однократного измерения длины: 
2.) Если  то длина деления нониуса равна 1,9 мм, длина нониуса 19 мм и
то длина деления нониуса равна 1,9 мм, длина нониуса 19 мм и  .
.
Для отсчета с помощью нониуса сначала определяют по основной шкале целое число миллиметров перед нулевым делением нониуса (рис 1.б). Деления основной шкалы изображены сверху, а нониуса – снизу. На рисунке – это 3 мм. Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалы нониуса является продолжением штриха основной шкалы. Точно совпал четвертый – значит, надо добавить еще 0,4 мм. Окончательный результат измерения  мм. На рис 1.а. точно совпал нулевой штрих, поэтому получили
мм. На рис 1.а. точно совпал нулевой штрих, поэтому получили  м.
м.
|
|
|
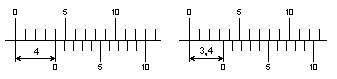
а) б)
Рис 1. Снятие отсчета при помощи штангенциркуля. Размеры указаны в мм.
Допустимая погрешность микрометра указывается в его технических характеристиках. При шаге винта 0,5 мм и 50-ти делениях круговой шкалы  Пример стандартной формы записи однократного измерения длины при помощи данного микрометра:
Пример стандартной формы записи однократного измерения длины при помощи данного микрометра: 
Сравнивая относительные погрешности, рассчитанные для средств измерения разных классов точности, можно подобрать то, которое наиболее полным образом будет удовлетворять заданным требованиям по точности измерений.
Предел допустимой погрешности цифрового измерительного прибора рассчитывают по паспортным данным, содержащим формулу для расчета погрешности именно этого прибора. При отсутствии паспорта за оценку погрешности  принимают единицу наименьшего разряда цифрового индикатора. Например, при измерении частоты 257,4 кГц погрешность частотомера оценивают как 0,1 кГц:
принимают единицу наименьшего разряда цифрового индикатора. Например, при измерении частоты 257,4 кГц погрешность частотомера оценивают как 0,1 кГц: 
|
|
|
|
|
Дата добавления: 2014-12-24; Просмотров: 7100; Нарушение авторских прав?; Мы поможем в написании вашей работы!