КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Дефекты сварных соединений и причины их возникновения
|
|
|
|
Ведение
Реферат
качества сварных швов
Группа: АМ-17-13
Преподаватель:
Студент: Дурновцев. Д. Г.
С. Елово
2013год.
По ГОСТ 15467-79 качество продукции есть совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Качество сварных изделий зависит от соответствия материала техническим условиям, состояния оборудования и оснастки, правильности и уровня отработки технологической документации, соблюдения технологической дисциплины, а также квалификации работающих. Обеспечить высокие технические и эксплуатационные свойства изделий можно только при условии точного выполнения технологических процессов и их стабильности. Особую роль здесь играют различные способы объективного контроля как производственных процессов, так и готовых изделий. При правильной организации технологического процесса контроль должен быть его неотъемлемой частью. Обнаружение дефектов служит сигналом не только к отбраковке продукции, но и оперативной корректировке технологии.
В процессе образования сварного соединения в металле шва в зоне термического влияния могут возникать дефекты, т. е. отклонения от установленных норм и требований, приводящие к снижению прочности, эксплуатационной надежности, точности, а также ухудшению внешнего вида изделия.
Дефекты сварных швов являются следствием неправильного выбора или нарушения технологического процесса, применения некачественных сварочных материалов и низкой квалификации сварщика. Дефекты сварных соединений классифицируют по причинам возникновения и месту их расположения.
Выделяют следующие виды дефектов в сварных соединениях: наплыв; наружные трещины и поры; внутренние трещины и поры; ишлаковые включения.
|
|
|
В зависимости от того, нарушается или не нарушается целостность сварного соединения при контроле, различают неразрушающие и разрушающие методы контроля.
К неразрушающим методам контроля качества сварных соединений относят внешний осмотр, контроль на непроницаемость (или герметичность) конструкций, контроль для обнаружения дефектов, выходящих на поверхность, контроль скрытых и внутренних дефектов.
К разрушающим методам контроля относятся способы испытания контрольных образцов с целью получения необходимых характеристик сварного соединения.
Дефекты сварных соединений различают по причинам возникновения и месту их расположения. В зависимости от причин возникновения их можно разделить на две группы. К первой группе относятся дефекты, связанные с металлургическими и тепловыми явлениями, происходящими в процессе образования, формирования и кристаллизации сварочной ванны и остывания сварного соединения: горячие и холодный трещины в металле шва и околошовной зоне, поры, шлаковые включения, неблагоприятные изменения свойств металла шва и зоны термического влияния. Ко второй группе дефектов, которые называют дефектами формирования швов, относят дефекты, происхождение которых связано в основном с нарушением режима сварки, неправильной подготовкой и сборкой элементов конструкции под сварку, неисправностью оборудования, небрежностью и низкой квалификацией сварщика и другими нарушениями технологического процесса. К дефектам этой группы относятся несоответствие швов расчетным размерам, непровары, подрезы, прожоги, наплывы, незаваренные кратеры и др.
Дефекты по месту расположения подразделяются на внешние и внутренние. К внешним относятся: нарушение установленных размеров и формы шва, непровар, подрез зоны сплавления, поверхностное окисление, прожог, наплыв, поверхностные поры, незаваренные кратеры и трещины на поверхности шва. К внутренним дефектам относятся следующие: внутренние поры, неметаллические включения, непровар и внутренние трещины. Нарушение установленных размеров и формы шва выражается в неполномерности ширины и высоты шва, в чрезмерном усилении и резких переходах от основного металла к наплавленному. Эти дефекты при ручной сварке являются результатом низкой квалификации сварщика, плохой подготовки свариваемых кромок, неправильного выбора сварочного тока, низкого качества сборки под сварку. Дефекты формы шва могут быть и следствием колебания напряжения в сети.
|
|
|
Виды дефектов приведены на рис. 1. Дефектами формы и размеров сварных швов являются их неполномерность, неравномерные ширина и высота, бугристость, седловины, перетяжки и т.п.
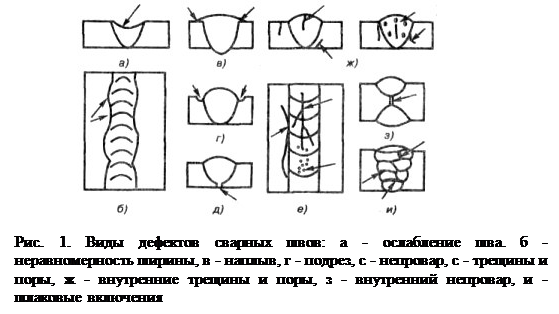
Эти дефекты снижают прочность и ухудшают внешний вид шва. Причины их возникновения при механизированных способах сварки - колебания напряжения в сети, проскальзывание проволоки в подающих роликах, неравномерная скорость сварки из-за люфтов в механизме перемещения сварочного автомата, неправильный угол наклона электрода, протекание жидкого металла в зазоры, их неравномерность по длине стыка и т.п. Дефекты формы и размеров швов косвенно указывают на возможность образования внутренних дефектов в шве.
Наплывы образуются в результате натекания жидкого металла на поверхность холодного основного металла без сплавления с ним. Они могут быть местными - в виде отдельных застывших капель, а также иметь значительную протяженность вдоль шва. Чаще всего наплывы образуются при выполнении горизонтальных сварных швов на вертикальной плоскости. Причины образования наплывов - большой сварочный ток, слишком длинная дуга, неправильный наклон электрода, большой угол наклона изделия при сварке на спуск. При выполнении кольцевых швов наплывы образуются при недостаточном или излишнем смещении электрода с зенита. В местах наплывов часто могут выявляться непровары, трещины и др.
Подрезы представляют собой продолговатые углубления (канавки), образовавшиеся в основном металле вдоль края шва. Они возникают в результате большого сварочного тока и длинной дуги. Основной причиной подрезов при выполнении угловых швов является смещение электрода в сторону вертикальной стенки. Это вызывает значительный разогрев металла вертикальной стенки и его стекание при оплавлении на горизонтальную стенку. Подрезы приводят к ослаблению сечения сварного соединения и концентрации в нем напряжений, что может явиться причиной разрушения.
|
|
|
Прожоги - это сквозные отверстия в шве, образованные в результате вытекания части металла ванны. Причинами их образования могут быть большой зазор между свариваемыми кромками, недостаточное притупление кромок, чрезмерный сварочный ток, недостаточная скорость сварки. Наиболее часто прожоги образуются при сварке тонкого металла и выполнении первого прохода многослойного шва. Прожоги могут также образовываться в результате недостаточно плотного поджатая сварочной подкладки или флюсовой подушки.
Непроваром называют местное несплавление кромок основного металла или несплавление между собой отдельных валиков при многослойной сварке. Непровары уменьшают сечение шва и вызывают концентрацию напряжений в соединении, что может резко снизить прочность конструкции. Причины образования непроваров - плохая зачистка металла от окалины, ржавчины и загрязнений, малый зазор при сборке, большое притупление, малый угол скоса кромок, недостаточный сварочный ток, большая скорость сварки, смещение электрода от центра стыка. Непровары выше допустимой величины подлежат удалению и последующей заварке.
Трещины, также как и непровары, являются наиболее опасными дефектами сварных швов. Они могут возникать как в самом шве, так и в околошовной зоне и располагаться вдоль или поперек шва. По своим размерам трещины могут быть макро- и микроскопическими. На образование трещин влияет повышенное содержание углерода, а также примеси серы и фосфора.
Шлаковые включения, представляющие собой вкрапления шлака в шве, образуются в результате плохой зачистки кромок деталей и поверхности сварочной проволоки от оксидов и загрязнений. Они возникают при сварке длинной дугой, недостаточном сварочном токе и чрезмерно большой скорости сварки, а при многослойной сварке - недостаточной зачистке шлаков с предыдущих слоев. Шлаковые включения ослабляют сечение шва и его прочность.
|
|
|
Неметаллические включения образуются при сварке малым сварочным током, при применении недоброкачественных электродов, сварочной проволоки, флюса, загрязненных кромок и плохой очистке шва от шлака при многослойной сварке. При неправильно выбранном режиме сварки шлаки и оксиды не успевают всплыть на поверхность и остаются в металле шва в виде неметаллических включений. Трещины, наружные и внутренние, являются опасными и недопустимыми дефектами сварных швов. Они образуются вследствие напряжении, возникающих в металле от его неравномерного нагрева, охлаждения и усадки.
Высокоуглеродистые и легированные стали после сварки при охлаждении закаливаются, в результате чего могут образоваться трещины. Причина возникновения трещин повышенное содержание в стали вредных примесей (серы и фосфора).
Газовые поры появляются в сварных швах при недостаточной полноте удаления газов при кристаллизации металла шва. Причины пор - повышенное содержание углерода при сварке сталей, загрязнения на кромках, использование влажных флюсов, защитных газов, высокая скорость сварки, неправильный выбор присадочной проволоки. Поры могут располагаться в шве отдельными группами, в виде цепочек или единичных пустот. Иногда они выходят на поверхность шва в виде воронкообразных углублений, образуя так называемые свищи. Поры также ослабляют сечение шва и его прочность, сквозные поры приводят к нарушению герметичности соединений.
Поверхностные и внутренние поры возникают вследствие попадания в металл шва газов (водород, азот, углекислый газ и др.), образовавшихся при сварке. Водород образуется из влаги, масла и компонентов покрытия электродов. Азот в металл шва попадает из атмосферного воздуха при недостаточно качественной защите расплавленного металла шва. Оксид углерода образуется в процессе сварки стали при выгорании углерода, содержащегося в металле. Если свариваемая сталь и электроды имеют повышенное содержание углерода, то при недостатке в сварочной ванне раскислителей и при большой скорости сварки оксид углерода не успевает выделиться и остается в металле шва.
Таким образом, пористость является результатом плохой подготовки свариваемых кромок (загрязненность, ржавчина, замасленность), применения электродов с сырым покрытием, влажного флюса, недостатка раскислителей, больших скоростей сварки.
Микроструктура шва и зоны термического влияния в значительной степени определяет свойства сварных соединений и характеризует их качество.
К дефектам микроструктуры относят следующие: повышенное содержание оксидов и различных неметаллических включений, микропоры и микротрещины, крупнозернистость, перегрев, пережог металла и др. Перегрев характеризуется чрезмерным укрупнением зерна и огрублением структуры металла. Более опасен пережог - наличие в структуре металла зерен с окисленными границами. Такой металл имеет повышенную хрупкость и не поддается исправлению. Причиной пережога является плохая защита сварочной ванны при сварке, а также сварка на чрезмерно большой силе тока.
При макроструктурном методе изучают макрошлифы и изломы металла невооруженным глазом или с помощью лупы. Макро исследование позволяет определить характер и расположение видимых дефектов в разных зонах сварных соединений.
При микроструктурном анализе исследуется структура металла при увеличении в 50 - 2000 раз с помощью оптических микроскопов. Микроисследование позволяет установить качество металла, в том числе обнаружить пережог металла, наличие оксидов, засоренность металла шва неметаллическими включениями, величину зерен металла, изменение состава его, микроскопические трещины, поры и некоторые другие дефекты структуры. Методика изготовления шлифов для металлографических исследований заключается в вырезке образцов из сварных соединений, шлифовке, полировке и травлении поверхности металла специальными травит елями. Металлографические исследования дополняются измерением твердости и при необходимости химическим анализом металла сварных соединений. Специальные испытания проводят с целью получения характеристик сварных соединений, учитывающих условия эксплуатации сварных конструкций: определение коррозионной стойкости для конструкций, работающих в различных агрессивных средах; усталостной прочности при циклических нагружениях; ползучести при эксплуатации в условиях повышенных температур и др.
Применяют также и методы контроля с разрушением изделия. В ходе таких испытаний устанавливают способность конструкций выдерживать заданные расчетные нагрузки и определяют разрушающие нагружения, т.е. фактический запас прочности. При испытаниях изделий с разрушением схема нагруженное их должна соответствовать условиям работы изделия при эксплуатации. Число изделий, подвергающихся испытаниям с разрушением, устанавливается техническими условиями и зависит от степени их ответственности, системы организации производства и технологической отработанности конструкции.
К разрушающим методам контроля относятся способы испытания контрольных образцов с целью получения необходимых характеристик сварного соединения.
Эти методы могут применяться как на контрольных образцах, так и на отрезках, вырезанных из самого соединения. В результате разрушающих методов контроля проверяют правильность подобранных материалов, выбранных режимов и технологий, осуществляют оценку квалификации сварщика.
Механические испытания являются одним из основных методов разрушающего контроля. По их данным можно судить о соответствии основного материала и сварного соединения техническим условиям и другим нормативам, редусмотренным в данной отрасли.
К механическим испытаниям относят:
― испытание сварного соединения в целом на различных его участках (наплавленного металла, основного металла, зоны термического влияния) на статическое (кратковременное) растяжение;
― статический изгиб;
― ударный изгиб (на надрезанных образцах);
― на стойкость против механического старения;
― измерение твердости металла на различных участках сварного соединения.
Контрольные образцы для механических испытаний варят из того же металла, тем же методом и тем же сварщиком, что и основное изделие.
В исключительных случаях контрольные образцы вырезают непосредственно из контролируемого изделия. Варианты образцов для определения механических свойств сварного соединения показаны на рис. 6.
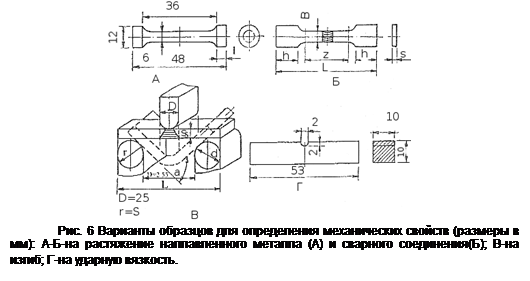
Статическим растяжением испытывают прочность сварных соединений, предел текучести, относительное удлинение и относительное сужение. Статический изгиб проводят для определения пластичности соединения по величине угла изгиба до образования первой трещины в растянутой зоне. Испытания на статический изгиб проводят на образцах с продольными и поперечными швами со снятым усилением шва заподлицо с основным металлом.
Ударный изгиб - испытание, определяющее ударную вязкость сварного соединения. По результатам определения твердости можно судить о прочностных характеристиках, структурных изменениях металла и об устойчивости сварных швов против хрупкого разрушения. В зависимости от технических условий изделие может подвергаться ударному разрыву.
Заключение
Следует отметить, что среди перечисленных методов контроля нет такого, который гарантировал бы выявление всех дефектов сварки. Каждый из этих методов обладает своими преимуществами и недостатками. Например, при использовании радиационных методов контроля достаточно уверенно обнаруживают объемные дефекты небольшого размера (0,1 мм и более) и значительно хуже - несплавления, трещины и стянутые непровары (~ 35-40%). Ультразвуковой метод, наоборот, более чувствителен к плоскостным дефектам и малоэффективен при контроле конструкций с дефектами в виде пор размером 1 мм и менее. Для выявления поверхностных дефектов применяют или капиллярный, или магнитные методы контроля.
Практика показывает, что правильная организация процессов контроля, а также умелое применение того или иного метода или сочетания методов при контроле позволяют с большой надежностью оценить качество сварных соединений.
А для устранения дефектов сварных швов используют следующие приёмы:
Неполно мерность швов устраняется наплавкой дополнительного слоя металла. При этом наплавляемую поверхность необходимо тщательно очистить до металлического блеска абразивным инструментом или металлической щеткой. Чрезмерное усиление шва устраняют с помощью абразивного инструмента или пневматического зубила. Не провар, кратеры, пористость и неметаллические включения устраняют путем вырубки пневматическим зубилом или расчистки абразивным инструментом всего дефектного участка с последующей заваркой. Часто применяют выплавку дефектного участка резаком поверхностной кислородной или воздушно-дуговой резки. Подрезы заваривают тонкими валиковыми швами. Наплывы устраняются обработкой абразивным инструментом или с помощью пневматического зубила. Наружные трещины устраняются разделкой и последующей заваркой. Для предупреждения распространения трещины по концам ее сверлят отверстия. Разделку трещины выполняют зубилом или резаком. Кромки разделки зачищают от шлака, брызг металла, окалины и заваривают. Швы с внутренними трещинами вырубают и заваривают заново. При наличии сетки трещин дефектный участок вырезают и взамен сваркой накладывают заплату.
|
|
|
|
Дата добавления: 2014-12-24; Просмотров: 2615; Нарушение авторских прав?; Мы поможем в написании вашей работы!