КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Розрахунок технологічних розмірів і їх граничних відхилень
 |
Якщо замикальною ланкою розмірного ланцюга є конструкторський розмір, то розрахунок такого розмірного ланцюга зводиться до визначення номінального розміру, допуску і граничних відхилень шуканого розміру складової ланки за відомими значеннями номінальних розмірів допусків і граничних відхилень замикальної і складових ланок розмірного ланцюга.
Задачі такого типу виникають при визначенні технологічних розмірів з метою забезпечення креслярського розміру, що безпосередньо не виконується при обробці.
Розрахунок необхідно проводити в суворій послідовності, порушення якої неминуче призведе до грубих помилок.
Алгоритм розрахунку
1. Для розробленого технологічного процесу виявляють технологічний розмірний ланцюг. При цьому треба пам’ятати, що при роботі на налагодженому верстаті безпосередньо витримується за кожною координатою розміри від технологічних баз до оброблюваної поверхні з точністю похибки методу обробки.
2. Складають схему технологічного розмірного ланцюга, виявляють відомі ланки (отримані на попередніх операціях).
3. Ставлять і чітко формулюють задачу, для розв’язання якої використовується розмірний ланцюг. Важливо врахувати, що кожний розмірний ланцюг дає розв’язок лише однієї задачі.
4. Виходячи з поставленої задачі, знаходять замикальну ланку технологічного розмірного ланцюга.
Звичайно замикальною ланкою технологічного розмірного ланцюга є креслярський розмір або поворот з регламентованим допуском, що безпосередньо не витримується при обробці, або операційний припуск на обробку, виходячи з мінімального значення якого слід встановити операційні розміри для всіх етапів обробки даних взаємозв’язаних поверхонь.
|
|
|
5. Складають рівняння розмірного ланцюга
 (2.10)
(2.10)
6. Виходячи з рівняння (2.10), визначають номінал Ат шуканого технологічного розміру.
Якщо шукана ланка є збільшувальною,
 (2.11)
(2.11)
Якщо шукана ланка є зменшувальною,
 (2.12)
(2.12)
7. Визначають допуск, з яким повинен бути витриманий шуканий технологічний розмір з умови забезпечення безпосередньо не витримуваного креслярського розміру (замикального в технологічному розмірному ланцюгу):
 (2.13)
(2.13)
Якщо допуск на певну складову ланку невідомий, його задають таким, що дорівнює похибці методу обробки, за допомогою якого він одержується. Поле допуску направляють у ²+² для охоплюючих, у ²-² – для охоплюваних поверхонь, симетрично – для інших розмірів.
8. Перевіряють відповідність знайденого допуску шуканого технологічного розміру економічній точності методу обробки, який використовують для одержання цього розміру. Тобто перевіряють можливість виконання технологічного розміру із знайденим допуском:
 (2.14)
(2.14)
Якщо умова(2.14) виконується – розв’язання задачі доводять до кінця.
Якщо  , можливі такі шляхи:
, можливі такі шляхи:
8.1 Зменшити допуски на інші складові ланки, застосувавши точніший метод обробки. Допуски зменшують з урахуванням розмірних інтервалів та економічної точності прийнятих методів обробки на операціях, де одержують відомі складові ланки.
8.2 Перебудувати технологічний процес із скороченням числа ланок ланцюга аж до виконання креслярського розміру безпосередньо.
8.3 Одночасно обробляти поверхні, наприклад, набором фрез, різцевим блоком, тощо.
8.4 При заданих розмірах програми випуску, наприклад, при одиничному і мало серійному виробництвах, відмовитись від роботи на налагодженому верстаті і працювати за промірами (методом індивідуального одержання розмірів).
9. Визначити верхнє і нижнє відхилення шуканого технологічного розміру, виходячи з рівнянь:
|
|
|
 (2.15)
(2.15)
 (2.16)
(2.16)
 (2.17)
(2.17)
10. Перевіряють правильність розв’язку. Повинні виконуватись дві умови:
 (2.18)
(2.18)
 (2.19)
(2.19)
Розрахунок розмірних ланцюгів відносних поворотів виконується за формулами для розрахунку лінійних розмірних ланцюгів. Тому що допуски у більшості випадків симетричні, немає необхідності в розрахунку верхнього і нижнього граничних відхилень.
Якщо ланки задані в лінійних відносних одиницях, то перед розрахунком необхідно допустимі відхилення для всіх ланок привести до однієї базової довжини. За таку звичайно приймається базова довжина шуканої ланки.
Потім відкидається знаменник і розрахунки ведуть тільки за відхиленням, вказаним у чисельнику, які розглядаються як граничні відхилення лінійних розмірів.
Знайдені значення граничних відхилень у лінійних одиницях переводять у відносні, вказуючи в чисельнику одержане граничне відхилення, а в знаменнику – базову довжину.
Приклад перший до п.2.2 [4]
Розв’язання технологічного розмірного ланцюга методом максимуму - мінімуму (пряма задача). За службовим призначенням валка (рисунок 2.5 а) важливим е розмір 200-0,5 мм. Технологічний процес обробки побудовано таким чином, що вказаний розмір при обробці безпосередньо не витримується (рисунок 2.5 б, в)
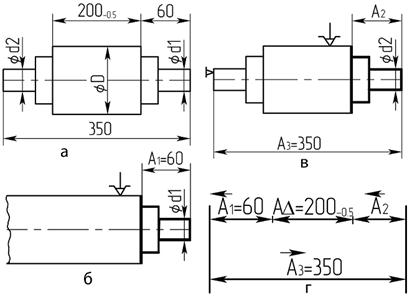
Рисунок 2.5 Валок (а), схема одержання його поздовжніх розмірів (б, в)
і технологічного розмірного ланцюга (г).
Розв’язання
1. Формулюємо задачу: визначити, які розміри і з якою точністю необхідно витримати при обробці, щоб забезпечити точність розміру 200.
2. Встановлюємо замикаючу ланку  мм,
мм,  ,
,  .
.
3. Користуючись ескізом деталі і схемою обробки (технологічним маршрутом) виявляємо і будуємо схему розмірного ланцюга (рисунок 2.5,г).
4. Виявляємо характер ланок і визначаємо рівняння розмірного ланцюга на основі рівняння для методу максимуму-мінімуму за рівнянням (2.20) визначаємо номінал замикаючої ланки:
ТΔр =  (2.20)
(2.20)

5. Знаходимо номінальне значення розміру  :
:

6. Вибираємо метод розв’язання розмірного ланцюга. Оскільки, число складових ланок дорівнює трьом, вирішуємо використати метод максимуму – мінімуму.
7. Визначаємо невідомі допуски складових ланок. Скористувавшись методом рівного квалітету, визначаємо середній допуск за формулою (2.21):
|
|
|
Тсер.= ТΔ/m-1 (2.21)
Враховуючи умови обробки, а також стандартні значення допусків залежно від номінальних розмірів ланок  ;
;  ;
;

8. Знаходимо розташування полів допусків відносно номінальних розмірів складових ланок. Для ланки А1 двостороннє симетричне:  . Для ланки А3 одностороннє:
. Для ланки А3 одностороннє: 
Координату середини поля допуску ланки  одержуємо з рівняння (2.22)
одержуємо з рівняння (2.22)
ΔоΔр =  Δоі (2.22)
Δоі (2.22)

звідки 
9. Визначаємо граничні відхилення розмірів складових ланок за формулами (2.23); (2.24):
Δвіу = Δоіу + 0,5Тіу ; (2.23)
Δніу = Δоіу - 0,5Тіу; (2.24)






Таким чином, для розв’язання поставленої задачі необхідно витримати такі операційні технологічні розміри:

Приклад другий до п.2.2 [4]
(обернена задача).
Валок (рисунок 2.5, а) обробляється за наведеним маршрутом (рисунок 2.5,б,в). Операційні технологічні розміри:
Визначити, чи буде витримана в заданих кресленням межах довжина ступеня діаметром D).
1. Будуємо схему розмірного ланцюга (рисунок 2.5,г), виявляємо замикаючу ланку і характер складових ланок.
2. Визначаємо номінальний розмір замикаючої ланки

3. За міркуваннями попередньої задачі вирішуємо розмірний ланцюг методом максимуму - мінімуму.
4. Визначаємо координату середини поля допуску замикаючої ланки

5. Знаходимо поле допуску замикаючої ланки за формулою (2.20):

6. Визначаємо граничні відхилення замикаючої ланки за формулами (2.23, 2.24):


Таким чином, одержуємо  що відповідає вимогам креслення (рисунок 2.5, а).
що відповідає вимогам креслення (рисунок 2.5, а).
Приклад третій до п. 2.2 [4]
Розв’язання технологічного розмірного ланцюга імовірнісним методом (пряма задача). За службовим призначенням валка (рисунок 2.6, а) важливим є розмір 200-0,5 мм. Технологічний процес обробки побудовано таким чином, що вказаний розмір при обробці безпосередньо не витримується (рисунок 2.6, б).
Визначити, які розміри і з якою точністю необхідно витримати при обробці, щоб забезпечити точність розміру 200-0,5 мм.
1. Встановлюємо точнісні параметри замикаючої ланки
 мм,
мм,  , .
, .
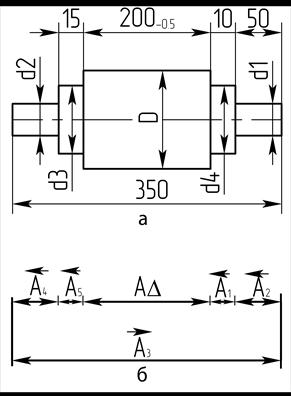
Рисунок 2.6 Валок (а) і схема технологічного розмірного ланцюга (б),
|
|
|
що виникає при обробці.
2. За схемою розмірного ланцюга виявляємо характер ланок і
визначаємо рівняння розмірного ланцюга

3. Визначаємо номінальне значеній розміру  :
:

4. Вибираємо метод розв’язання розмірного ланцюга. Оскільки число складових ланок дорівнює п’яти використаємо імовірнісний метод.
5. Визначаємо невідомі допуски складових ланок. Скориставшись методом рівного квалітету, визначаємо середній допуск за формулою (2.25):
Тсер. = ТΔ/1.2  (2.25)
(2.25)
при цьому спочатку необхідно прийняти деякий допустимий процент ризику, а також вибрати припустимі закони розсіювання розмірів складових ланок. Оскільки обробка ведеться на налагоджених верстатах, можна припустити, що розподілення похибок буде близьким до нормального (крива Гауса), тому для всіх складових ланок приймаємо  , Р = 1%. Тоді tΔ = 2,57, звідси
, Р = 1%. Тоді tΔ = 2,57, звідси

Орієнтуючись на одержане середнє значення допуску, враховуючи точність методу обробки (чорнове фрезерування торців під зацентрування і чистове точіння інших торців) залежно від номінальних розмірів, встановлюємо:
;  ;
;  ;
;  ;
;
Допуск розміру розраховуємо за формулою (2.26):
 (2.26)
(2.26)
Правильність розрахунків перевіряємо за формулою (2.27)
 (2.27)
(2.27)
6. Визначаємо розташування полів допусків відносно номінальних розмірів складових ланок. Приймаємо для ланок А1, А2, А5 - двостороннє симетричне:  .
.
Для ланки А3 - одностороннє:  .
.
Координату середини поля допуску ланки А4 одержуємо з рівняння

звідки

7. Визначаємо граничні відхилення ланок А3, А4, за формулами (2.23, 2.24):




Загалом одержуємо А1 = 10±0,05 мм; А2 = 50±0,1 мм; А3 = 350-0,3мм;  ; А5 = 15±0,05 мм при ризику Р = 1%.
; А5 = 15±0,05 мм при ризику Р = 1%.
Приклад четвертий до п. 2.2 [4]
(обернена задача)
При обробці валка (рисунок 2.6) витримуються такі поздовжні розміри (рисунок 2.6, б):
А1 = 10±0,05 мм; А2 = 50±0,1 мм; А3 = 350-0,3мм; ; А5 = 15±0,05мм.
Визначити: чи буде витримано конструкторський розмір 200-0,5 мм ступеня валка діаметром D.
1. Будуємо схему розмірного ланцюга, виявляємо замикаючу ланку і характер ланок.
2. Розраховуємо номінальний розмір замикаючої ланки

3. Визначаємо координату середини поля допуску замикаючої ланки:

4. Вибираємо метод розв’язання розмірного ланцюга. На тій самій основі, що й у попередньому прикладі, приймаємо імовірнісний метод розрахунку.
5. Приймаємо ризик Р = 0,27%, при якому коефіцієнт tΔ= 3, а відносне середнє квадратичне відхилення розмірів усіх складових ланок  = 1/9.
= 1/9.
6. Визначаємо допуск замикаючої ланки за формулою (2.28):
 (2.28)
(2.28)
7. Визначаємо граничні відхилення замикаючої ланки:


Тоді АΔ = 200  мм.
мм.
Таким чином, при ризику Р = 0,27% заданий конструкторський розмір не буде витримано. Задача буде розв’язана, якщо збільшити ризик Р до 1%.
Приклад п’ятий до п. 2.2 [4 ]
Визначити умови, при яких буде виконано вимоги креслення щодо точності розміру А 1 вала, який обробляється на токарному багаторізцевому напівавтоматі (рисунок 2.7)
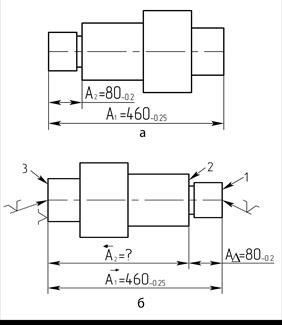
Рисунок 2.7 Вал (а) і схема його обробки (б)
|
|
|
|
|
Дата добавления: 2014-12-24; Просмотров: 1056; Нарушение авторских прав?; Мы поможем в написании вашей работы!