КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Розрахунок лінійних розмірних ланцюгів імовірнісним методом
|
|
|
|
Алгоритм розрахунку за допомогою цього методу складається з тих же етапів, що й алгоритм розрахунку за методом максимуму-мінімуму.
Перший – третій етапивиконуються аналогічно відповідним етапам розрахунку за методом максимуму-мінімуму, тобто:
перший етапформулювання задачі і виявлення розмірного ланцюга;
другий етап – визначення параметрів замикальної ланки;
третій етап – узгодження номіналів розмірного ланцюга.
Четвертий етап
(визначення та узгодження допусків ланок розмірного ланцюга)
1. Визначення допусків ланок, що належать стандартним деталям.
2. У залежності від призначення виробу і умов його виготовлення задаються допустимим ступенем ризику Р і знаходять коефіцієнт ризику t (таблиця 8.5 [4]).
Таблиця 8.5 Значення коефіцієнта t при різних ступенях ризику Р
| Р % | 0,01 | 0,05 | 0,10 | 0,27 | 0,50 | 1,00 | 2,00 | 3,00 | 5,00 | 10,00 | 32,00 |
| t | 3,89 | 3,48 | 3,29 | 3,00 | 2,81 | 2,57 | 2,32 | 2,17 | 1,96 | 1,65 | 1,00 |
Ступінь ризику справедливий, якщо математичне очікування замикальної ланки ( ) і середина поля допуску збігаються, тобто αΔ =0.
) і середина поля допуску збігаються, тобто αΔ =0.
3. Визначення коефіцієнтів Кі і αі, виходячи з очікуваних законів розсіяння кожної ланки, методів формування ланок при виготовленні виробу, умов і масштабів виробництва (орієнтовно дивись таблицю 8.6 [4])
4. Визначення коефіцієнтів λі за формулою (8.29);
 (8.29)
(8.29)
5. При розв’язанні проектної задачі визначають допуски складових ланок у залежності від прийнятого методу розрахунку допусків;
6. Визначення коефіцієнта відносного розсіяння λΔ замикальної ланки за формулою (8.30);
 (8.30)
(8.30)
Таблиця 8.6 Орієнтовні значення параметрів Т,к і α для різних виробів в залежності від їх обробки
| Розміри деталей | Технологічна операція | Т,мм | К | α |
Паралельність, перпендикулярність чи точність кута між осями
| Розточування чи свердлення Алмазне розточування | 0,1-0,2 0,05-0,1 | 1,1-1,3 1,1-1,3 | 0-0,1 |
Паралельність, перпендикулярність, точність кута між осями отвору і базовою площиною
| Шліфування площини з вивіркою осі отвору Фрезерування площини з вивіркою по осі отвору Розточування чи свердлення Алмазне розточування | 0,05-0,1 0,1-0,3 0,1-0,2 0,05-0,1 | 1,2-1,3 1,1-1,2 1,1-1,3 1,1-1,2 | 0-0,1 |
Паралельність, перпендикулярність, точність кута між площинами
| Шліфування площин Фрезерування площин Обробка на розточувальному верстаті Обробка на стругальному верстаті | 0,02-0,1 0,1-0,3 0,1-0,2 0,1-0,2 | 1,2-1,4 1,1-1,2 1,3-1,4 1,1-1,4 |
|
|
|
* Значення Т дано для базових довжин в межах від 100 до 300 мм.
7. Визначення допуску замикальної ланки:
а) для мало ланкових ланцюгів, в яких (m-1< 6) і похибки яких розподілені за законами, що відрізняються від нормального ( допуск замикальної ланки визначається за формулою:
допуск замикальної ланки визначається за формулою:
 (8.31)
(8.31)
б) для багатоланкових ланцюгів (m-1>6) розсіяння замикальної ланки можна вважати таким яке підкоряється нормальному закону, для якого коефіцієнт λΔ=1/3, і допуск ТΔ обчислювати за формулою
 (8.32)
(8.32)
У цьому випадку вихід значень похибок за межі поля допуску складає 0,27%.
в) якщо для конкретних умов виробництва допустимий інший ступінь ризику, допуск замикальної ланки визначається за формулою:
 (8.33)
(8.33)
В проектних умовах величина t завжди приймається рівною 3, тому при визначенні ТΔ користуються формулою (8.32)
Іноді для розширення допусків імовірнісний метод використовують для розрахунку розмірних ланцюгів з числом складових ланок m < 5. В цьому випадку розподілення похибки замикальної ланки не підкоряється нормальному закону, тому необхідно вводити коефіцієнт КΔ або λΔ також і на допуск замикальної ланки – ТΔ. З врахуванням цього останній розраховується за формулою:
|
|
|
 або
або  (8.34)
(8.34)
Коефіцієнт КΔ може бути визначений за наступною емпіричною формулою:
 (8.35)
(8.35)
За одержаним значенням КΔ можна визначити коефіцієнт λΔ:
 (8.36)
(8.36)
В проектних умовах, коли для всіх складових ланок призначаються однакові значення коефіцієнта Кі (Кі = 1,2), формула (8.35) перетворюється до виду:
 (8.37)
(8.37)
При розсіянні замикальної ланки за законом Гауса (чи близькому до нього) коефіцієнт КΔ = 1 відповідає 0,27 % виходу цієї ланки за межі поля допуску. У цьому випадку, якщо для яких-небудь конкретних умов можливий вихід, що відрізняється від 0,27 %, то приймають одне з наступних значень коефіцієнта КΔ (таблиця 8.7) [17]
Таблиця 8.7 Значення КΔ при різних Р
| Р % | 0,02 | 0,05 | 0,10 | 0,20 | 0,27 | 0,50 | 1,00 | 1,50 | 2,00 | 3,00 | 4,00 | 5,00 |
| КΔ | 0,81 | 0,86 | 0,91 | 0,97 | 1,00 | 1,06 | 1,16 | 1,23 | 1,29 | 1,38 | 1,46 | 1,52 |
| Р % | 6,00 | 8,00 | 10,00 |
| КΔ | 1,60 | 1,71 | 1,82 |
8. Перевірка узгодженості допусків за формулою (8.15), при цьому rт< σзм.; (8.38) σзм. – похибка методу статистичних випробувань (випробування для встановлення закону розподілення):

N – кількість випробувань;
Якщо умова (8.38) виконується, то переходять до наступного етапу. У противному разі коректують допуски, для чого вибирають узгоджувальну ланку і визначають її допуск:
9. Допуск узгоджувальної ланки
 (8.39)
(8.39)
10.За наведеними раніше залежностями обчислюють уточнені значення параметрів λ′Δ і Т′іу:
 (8.40)
(8.40)
Ітерації по λ′Δ і Т′іу продовжують до виконання умови
Тіу – Т′іу < σзм. (8.41)
Якщо після перебору всіх ланок ланцюга, що належать оригінальним деталям, не досягається узгодження допусків, необхідно вибрати інший метод досягнення точності замикальної ланки і виконати розрахунок розмірного ланцюга за алгоритмом цього методу.
Якщо розрахунковий допуск замикальної ланки ТΔр ≠ ТΔ чи фактичні відхилення деяких складових ланок не відповідають розрахунковим (Δрі ≠ Ті), то рекомендується визначити можливий ступінь ризику Р і оцінити його прийнятність. Для цього розраховують коефіцієнт t за формулою:
|
|
|

і знаходять величину Р.
П’ятий етап
(визначення та узгодження граничних відхилень ланок)
1. При розв’язанні проектної задачі, виходячи з допусків складових ланок та очікуваної технології виготовлення деталей, призначають граничні відхилення складових ланок.
При розв’язанні перевіркової задачі граничні відхилення приймають за робочими кресленнями деталей.
2. За формулою (8.17) обчислюють координати середин полів допусків складових ланок;
3. Знаходять величину αΔ за формулою (8.42)
 (8.42)
(8.42)
4. Розраховують розрахункове значення координати середини поля допуску замикальної ланки:
 (8.43)
(8.43)
5. Перевіряється виконання умови (8.19)
При невиконанні цієї умови, якщо пошук відхилень Δві і Δні не приводить до розв’язання, призначають стандартні відхилення на всі складові ланки, крім узгоджувальної.
6. Визначення координати середини поля допуску Δ0іу узгоджувальної ланки:
 (8.44)
(8.44)
Якщо цю ланку вибрано з числа збільшуючих чи зменшуючих ланок, то координата середини її поля допуску обчислюються відповідно за формулами:
 (8.45)
(8.45)
 (8.46)
(8.46)
Після цього по формулах (8.24) визначають верхнє і нижнє граничні відхилення узгоджувальної ланки.
Якщо отримані значення прийнятні, їх вказують на робочому кресленні деталі. У противному разі призначають прийнятні відхилення, знаходять допуск Тіу і перевіряють виконання умови (8.41)
Шостий етап
(аналіз та висновки)
На шостому етапі аналізують відповідність одержаних параметрів ланок їх стандартним значенням і технологічним можливостям виробництва. У випадку необхідності визначають ступінь ризику для виробів та його прийнятність, уточнюють і коректують робочі креслення.
Приклад 8.5 [17]
(проектна задача)
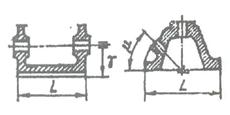
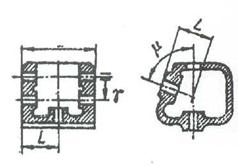
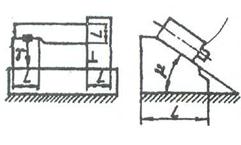
Для порівняння з розрахунком за методом максимуму-мінімуму розглянемо той же самий розмірний ланцюг (див. рисунок 8.2) (Приклад 8.4)
Рисунок 8.2 Складальний розмірний ланцюг механізму (а) та його схема (б)
Розв’язання
|
|
|
На першому етапі маємо:


 С1=С2=С3=-1;
С1=С2=С3=-1;



 С4=С5=С6=+1;
С4=С5=С6=+1;
АΔ=(А4+А5+А6)-(А3+А2+А1)
На другому етапі маємо:
 мкм;
мкм; 
За формулою (8.4) ТΔ=700-100=600мкм;
За формулою (8.5) Δ0Δ=0,5(700+100)=400мкм.
На третьому етапі після узгодження маємо:
А1=А3=17мм; А2=76мм; А4=А6=5мм; А5=100мм.
Четвертий етап
(визначення та узгодження допусків ланок ланцюга)
1. Визначення допусків стандартних ланок:
Δв1с = Δв3 с= 0; Δн1 =Δн3с = -120мкм; тобто Т1=Т3=120мкм; Δ01=Δ03=-60мкм.
2. Приймаємо Р=0,27%, тоді t=3.
3. Визначення коефіцієнтів Кі, αі для всіх складових ланок (таблиця8.6):
К1=К2=К3=К5=1,2; К4=К6=1,25; α1=α3=α4=α5=α6=0; α2=0,15.
4. Визначення коефіцієнтів відносного розсіяння для цих ланок -λі за формулою (8.29):
λ12 =λ22 = λ32 = λ52=  λ4=λ6=0,1736.
λ4=λ6=0,1736.
5. Визначення допусків складових ланок методом одного квалітету:
* параметр „і” для не стандартизованих ланок за таблицею 8.3 [2]:
і2=1,86; і4=0,73; і5=2,17; і6=0,73;
· параметр „  ” – за формулою (8.47):
” – за формулою (8.47):
 (8.47)
(8.47)

При „ ”=164,8 точність складових ланок (за таблицею 8.4 [2]) повинна знаходитись між 12 і 13 квалітетами точності. Приймаємо більш близький 12-й квалітет.
За таблицеювизначаємо допуски складових ланок, які відповідають 12-му квалітету точності, мкм:
Т2=300мкм; Т4=Т6=120мкм; Т5=350мкм.
6. Визначення коефіцієнта відносного розсіяння замикальної ланки за формулою (8.30):;




7. Визначення розрахункового значення допуску замикальної ланки за формулою (8.31):

8. Перевірка узгодженості допусків: rТ=600-596=4мкм, оскільки rТ  0, то допуски ланок розмірного ланцюга не узгоджуються. Тоді вибираємо у якості узгоджувальної ланку А6.
0, то допуски ланок розмірного ланцюга не узгоджуються. Тоді вибираємо у якості узгоджувальної ланку А6.
9. Визначення допуску узгоджувальної ланки за формулою (8.39):

У цьому випадку уточнене значення коефіцієнта λΔ згідно залежності (8.40) дорівнює:


 ;
;
За залежністю (8.39) визначаємо уточнене значення допуску узгоджувальної ланки, використовуючи при цьому уточнене значення λΔ´:

Порівняння уточненого значення допуску узгоджувальної ланки з розрахованим показує, що вони відрізняються на 0,7мкм. Очевидно, що подальше уточнення параметрів λΔ і Ту проводити недоцільно. Тому приймаємо допуск ТА6=136мкм.
П’ятий етап
(визначення й узгодження граничних відхилень ланок розмірного ланцюга)
1. Виходячи з допусків та очікуваної технології виготовлення призначаємо граничні відхилення складових ланок:
для охоплюваних ланок А2 і А5 поле допуску розташовуємо, як для основного вала, а для ланок А4 і А6 –симетрично відносно номінального значення:
А2=76-0.3мм; А4=  А5=100-0,35мм; А6=
А5=100-0,35мм; А6= 
2. За формулою (8.17) визначаємо координати середини полів допусків складових ланок, мкм:
Δ0А1=Δ0А3=-60; Δ0А2=-150; Δ0А4=Δ0А6=0; Δ0А5 = -175.
3. Визначення коефіцієнта відносної асиметрії замикальної ланки за формулою (8.42):
αΔ=0,59(-1*0*120-1*0,15*300-1*0*120+1*0*120+1*0*350+1*0*136)/(120+300+120+120+350+136)=-0,023.
4. Визначення розрахункової координати середини поля допуску замикальної ланки за формулою (8.43):


5. Перевіряємо умову (8.19)
Δ0Δ=400 Δ0Δр=79, необхідно виконати узгодження відхилень. Приймаємо ланку А4 у якості узгоджувальної.
6. Визначаємо координату середини поля допуску Δ0А4у за формулою (8.44):
Δ0А4у=(1/1){400-[(-1)(-60+(0*120/2)+(-1)(-150+(0.15*·300/2)+(-1)(-60+(0*120/2)+(-175+(0*350/2)+1(0+(0*138/2)]+(-0,023
*600/2}-(0*120/2=320мкм;
7. Визначаємо граничні відхилення узгоджуючої ланки А4 за формулою (8.24):
Δву4=320+0,5*120=380мкм; Δну4=320-0,5*120=260мкм;
Шостий етап
(аналіз, висновки)
Аналіз одержаних результатів показує, що для забезпечення точності замикальної ланки в заданих межах складові ланки (не стандартизовані) повинні мати такі значення:

При цьому ланки А2 і А5 будуть мати стандартні поля допусків (ІТ12), а ланки А4 і А6 –нестандартні, які доцільно замінити на стандартні. Поле допусків ланки А6 можна замінити на стандартне, якщо прийняти ΔвА6=+60мкм і ΔнА6=-60мкм. У цьому випадку ланка А6 буде виконуватись з полем допуску gs12. При цьому зменшення допуску на 12% від розрахункового, що незначно ускладнить умови виготовлення деталі (кришки). Замінити поле допуску А4 на стандартне не представляється можливим. Якщо прийняти за ГОСТ25347-82 найближче поле допуску „в12”, то одержимо ΔвА4=240мкм, ΔнА4=140мкм. Ці відхилення значно відрізняються від розрахункових, що призведе до виходу ЗЛ за межі допустимих значень.
Таким чином, остаточно приймаємо:
 А5=100-0,35мм.
А5=100-0,35мм.
|
|
|
|
|
Дата добавления: 2014-12-24; Просмотров: 531; Нарушение авторских прав?; Мы поможем в написании вашей работы!