КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Загальні відомості. Аналіз точності методами математичної статистики
|
|
|
|
Аналіз точності методами математичної статистики
Визначення.
 (6.21)
(6.21)
 (6.22)
(6.22)
 (6.23)
(6.23)
 і В – довжина і ширина оброблювальної деталі, мм;
і В – довжина і ширина оброблювальної деталі, мм;
Dфр. – діаметр фрези, мм;
Sn – поздовжня подача, мм/об.;
N – кількість деталей в партії, шт.
I0 = 6 [48-1, табл. 28, с.74]
 , де Sn = Sz Z
, де Sn = Sz Z
5. Визначення  - це відхилення від паралельності верхньої поверхні основи на довжині 300 мм і відповідно до [48-1, с.59]
- це відхилення від паралельності верхньої поверхні основи на довжині 300 мм і відповідно до [48-1, с.59]
6. Визначення  (приймаємо 10% від суми всіх інших)
(приймаємо 10% від суми всіх інших)

7. Визначення сумарної похибки за (6.12)

ІТ 1045=100мкм >  = 72 мкм
= 72 мкм
Примітка. Варіанти 2 – 6 до прикладу 2 розв’язати самостійно.
Для прийняття остаточних рішень з точки зору забезпечення необхідної точності на операції по прийнятій схемі обробки викладений вище розрахунковий метод визначення сумарної похибки не завжди дає вичерпні результати:
· трудно врахувати і розрахувати всі фактори, що впливають на точність обробки, внаслідок того, що багато з них мають випадковий характер;
· розрахунки доволі трудомісткі і потребують вимірювання деяких фактичних даних, таких, як геометричні неточності верстата;
· фактичні похибки часто не збігаються з розрахунками і потребують перевірки.
Все це викликає необхідність додаткового проведення статистичного дослідження точності обробки.
Похибки при обробці можна поділити на три види:
· систематичні постійні (через неточності пристрою, верстата, інструмента). Систематичні постійні похибки можуть бути виявлені вимірюванням деталей після обробки, і їх вплив може бути зменшено технологічними заходами;
· систематичні, що закономірно змінюються (через зношування інструмента, через температурні деформації системи). Виявлення законів змінювання закономірно змінюваних систематичних похибок також дозволяє прийняти заходи до їх усунення чи зменшення;
|
|
|
· випадкові (через пружні деформації системи, встановлення заготовок, настроювання верстатів). Визначити випадкову похибку для кожної окремої деталі в партії неможливо. Проте аналітичним шляхом з врахуванням дослідних даних можна з певною ймовірністю визначити межі коливань цих похибок.
Статистичний метод оцінки точності застосовується в умовах виробництва великої кількості деталей. Для його застосування необхідно провести вибірку деталей з оброблюваних на досліджуваній операції. Кількість деталей у вибірці впливає на точність оцінки і визначається по спеціальній методиці. По результатах вимірювання деталей вибірки будується дослідна крива розподілення, до якої по критерію згідності вибирається теоретичний закон розподілення.
Сукупність значень істинних розмірів заготовок, оброблених при незмінних умовах і розташованих у зростаючому порядку з вказуванням частоти повторення цих розмірів, називається розподіленням розмірів заготовок.
При різних умовах обробки заготовок розсіяння їх істинних розмірів підкоряється різним математичним законам. В технології машинобудування велике практичне значення мають такі закони: нормального розподілення (крива Гауса); рівної ймовірності; трикутника (Симпсона); ексцентриситету (Релея); і функції розподілення, що уявляє собою композицію законів нормального та рівної ймовірності.
Найбільш часто при механічній обробці для аналізу точності використовують закон нормального розподілення (він зображується кривою Гауса), характеризується двома параметрами:  і
і  . Параметр є мірою розсіяння випадкової величини х. Зі збільшенням крива розподілення стає більш пологою, а її гілки розсовуються ширше; зі зменшенням крива нормального розподілення робиться більш витягнутою, а її гілки зближаються (рисунок 6.1.)
. Параметр є мірою розсіяння випадкової величини х. Зі збільшенням крива розподілення стає більш пологою, а її гілки розсовуються ширше; зі зменшенням крива нормального розподілення робиться більш витягнутою, а її гілки зближаються (рисунок 6.1.)
|
|
|
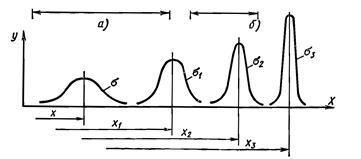
Рисунок 6.1 Вплив середнього квадратичного відхилення
на форму кривої нормального розподілення
– приблизно, за результатами вимірювань, розраховується за формулою:
 або
або  (6.24)
(6.24)
Параметр є мірою положення кривої нормального розподілення відносно осі ординат. Зі збільшенням криві розподілу зсуваються вправо, зі зменшенням – зсуваються вліво (рисунок 6.1).
визначається за формулою:
 ;
;
або при розподілі згрупованих даних за  інтервалами
інтервалами
 ; (6.25)
; (6.25)
Поле розсіяння при розподілу за цим законом дорівнює:
 (6.26)
(6.26)
де  – нормований параметр розподілення. (6.27)
– нормований параметр розподілення. (6.27)
Значення t вибирається залежно від прийнятої ймовірності Р находження значень  в межах поля розсіяння
в межах поля розсіяння  і ймовірності
і ймовірності  виходу значень за межі . Вибір значень t провадять за відповідними таблицями, які додаються до курсу математичної статистики.
виходу значень за межі . Вибір значень t провадять за відповідними таблицями, які додаються до курсу математичної статистики.
Частіше за все приймають t = 3. Цьому значенню відповідає ймовірність
Р = 0,9973 і q = 0,0027. Отже, при t = 3, 99,73 % всіх можливих значень буде лежати в межах поля розсіяння, рівного = 6  , і тільки 0,27 % значень вийде за його межі. Цей процент настільки малий, що ним можна знехтувати і практично вважати, що всі значення лежать в межах поля розсіяння.
, і тільки 0,27 % значень вийде за його межі. Цей процент настільки малий, що ним можна знехтувати і практично вважати, що всі значення лежать в межах поля розсіяння.
Часто на практиці спочатку будують емпіричну криву розподілення, де емпіричне середнє квадратичне відхилення визначається за формулою (6.24), а потім визначається s за формулою:
 (6.28)
(6.28)
де  – коефіцієнт, що враховує похибку визначення s при малих розмірах партії вимірюваних заготовок.
– коефіцієнт, що враховує похибку визначення s при малих розмірах партії вимірюваних заготовок.
Нормальний закон розподілення спостерігається в тих випадках, коли досліджувана випадкова величина є результатом дії великої кількості різних факторів, причому всі фактори за інтенсивністю свого впливу діють однаково. Цьому закону підкоряється велика кількість безперервних величин: розміри деталей, оброблених на настроєних верстатах; маса заготовок і деталей машин; твердість та інші механічні властивості матеріалу; висота мікро нерівностей на оброблених поверхнях; похибки вимірювань та деякі інші величини. У всіх перелічених випадках доводиться спостерігати невеликі відхилення від нормального закону.
|
|
|
|
|
Дата добавления: 2014-12-24; Просмотров: 624; Нарушение авторских прав?; Мы поможем в написании вашей работы!