КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Порядок виконання роботи. Користуючись методичними вказівками, самостійно опрацювати матеріал з основних джерел безпеки і заходів із попередження травматизму під час зварювання
Користуючись методичними вказівками, самостійно опрацювати матеріал з основних джерел безпеки і заходів із попередження травматизму під час зварювання.
За допомогою викладача ознайомитися з обладнанням дугового й газового зварювання.
5.6 Оформлення звіту з лабораторної роботи
У цьому звіті необхідно:
- вказати мету роботи;
- перерахувати і коротко пояснити основні джерела небезпеки під час зварювання та заходи безпеки при веденні зварювальних робіт;
- зробити висновки про небезпечність ведення зварювальних робіт.
Лабораторна робота № 6 _____________________________________________
РУЧНЕ ЕЛЕКТРОДУГОВЕ ЗВАРЮВАННЯ МЕТАЛІВ
Мета роботи - ознайомитися і навчитися наплавляти валик та зварювати деталі в нижньому положенні.
6.1 Обладнання, прилади і матеріали
Зварювальний пост; генератор постійного струму ПСО-300; вимірювальні прилади; зварювальний трансформатор ТДМ-ЗІ7; захисні щитки, брезентові костюми, рукавиці; електроди різних діаметрів; пластини; макети.
6.2 Основні теоретичні положення
Зварюванням називається процес одержання нероз'ємних з'єднань металевих виробів шляхом їх місцевого нагрівання до рідинного або пластичного стану.
Під час зварювання атоми з'єднуваних металів зближуються до відстаней, близьких до міжатомних. Розрізняють зварювання плавленням і тиском. За видом застосовуваної енергії зварювання буває: електричне, хімічне й механічне.
За дугового зварювання краї зварюваних виробів і метал електрода плавляться теплотою електричної дуги, яка горить між зварюваним металом та електродом. Зварювальна дуга являє собою сильний електричний розряд в іонізованому газовому середовищі і парах металу. Горіння зварювальної дуги супроводжується виділенням значної кількості теплоти й світла. Температура дуги досягає 6000...7000°С і є достатньою для плавлення металів та сплавів, які використовуються в будівництві і машинобудуванні.
Зварювання виконують дугою постійного або змінного струму промислової частоти. Для забезпечення легкого займання та постійного горіння дуги до джерел живлення висувається ряд вимог. Так, для ручного зварювання потрібне джерело живлення з крутоспадною зовнішньою характеристикою, що є залежністю між напругою на клемах джерела і силою струму в колі. При цьому напруга холостого струму повинна бути достатньою для легкого збудження дуги, але не перевищувати норми техніки безпеки, струм короткого замикання (при напрузі, близькій до нуля) теж не повинен перевищувати встановлених значень. Джерело живлення повинно мати пристрій та обладнання для плавного регулювання сили струму.
При дуговому зварюванні використовують такі джерела живлення: зварювальні трансформатори (ГОСТ 95-770Е); генератори постійного струму з приводом від електродвигуна (ГОСТ 723-77Е) або від двигуна внутрішнього згоряння (ГОСТ 304-77Е); зварювальні випрямлячі напівпровідникового типу (ГОСТ 1982-77Е).
У процесі ручного дугового зварювання всі операції з керування електричною дугою, подачі присадного матеріалу виконуються вручну.
Незважаючи на широке використання в техніці автоматичних методів зварювання, на долю ручного зварювання припадає значний обсяг робіт цього виду. Це пояснюється високим маневруванням ручного дугового зварювання, котре дозволяє виконувати зварювальні шви в різних просторових положеннях, дає можливість зварювати різні матеріали при значних товщинах, а також використовувати порівняно просте обладнання.
Якість зварювання залежить від правильного вибору режиму зварювання, до якого відносяться: сила зварювального струму, діаметр електрода, швидкість зварювання і тип з'єднання.
Основними параметрами зварювання є dел, Iзв, Uд, Lд. Діаметр електрода можна визначити в першому наближені за формулою,мм
| d ел = S/2+1, | (6.1) |
де S - товщина зварюваного металу,мм.
Сила зварювального струму може бути визначена для електродів діаметром З...6 мм за емпіричною формулою, А

| (6.2) |
Напруга зварювальної дуги визначається на основі сили зварювального струму до 600 А за формулою, В
| (6.3) |
На основі численних досліджень оптимальна довжина зварювальної дуги може бути визначена з величини діаметра електродами,мм

| (6.4) |
Довжина дуги має великий вплив на якість зварювального шва і його форму. Довгій дузі відповідає інтенсивне окислення й азотування розплавленого металу, підвищене його розбризкування. Для одержання якісного зварювання необхідно підтримувати більш коротку дугу.
|
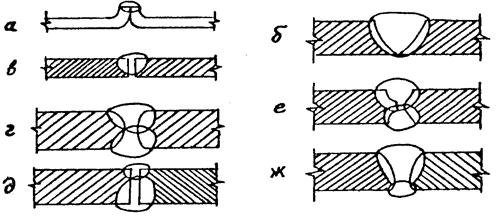
Рисунок6.1 -Схеми стикових з'єднань: а - відбортування без проміжку; б - чашоподібна обробка крайок з одного боку; в - без підготовки крайок; г - Х - подібна обробка крайок; д - без підготовки крайок з двох боків; е - чашоподібна обробка крайок із двох боків; ж - У - подібна обробка крайок
Найбільш поширені типи зварювальних з'єднань - стикові, напускні, таврові та кутові.
За розміщенням у просторі зварювальні шви поділяються на нижні, вертикальні, горизонтальні і стельові. Для виготовлення зварювальних конструкцій застосовують типи з'єднань згідно з ГОСТ 2601-74 (рисунки 6.1 - 6.4), типи швів по відношенню до напрямку діючихна нихсил (рисунок 6.5) таза різного положення в просторі (рисунок 6.6).
| 
|
| Рисунок 6.2-Схеми напускних з'єднань | Рисунок 6.3 - Схеми таврових з'єднань |
Стикові з'єднання розрізняють за видом попередньої підготовки крайок (рисунок 6.1). Залежно від товщини зварюваного металу стандартом регламентується різна підготовка крайок. За товщин металу до 3 ммзастосовують відбортування без проміжку (а), листи товщиною З...8мм зварюють без підготовки крайок при зазорі до 2 мм (в, д), листи товщиною до 15 мм зварюють з однобічним U - подібним обробленням крайок (б),а за товщини листа 15 мм рекомендується з двох боків Х - подібне оброблення крайок (г). Листи товщиною понад 20мм зварюють із чашоподібним (тюльпаноподібним) обробленням крайок з одного (б) або з двох (е) боків.
Напускні з'єднання розрізняютьза виглядом перекриття крайок зварюваних листів (рисунок 6.2). Розмір накладки дорівнює 3-5-кратній товщині зварюваних елементів. Різновидами цих з'єднань є прорізні й електрозаклепки.
Таврові з'єднання виконуються приваренням одного елемента виробу до іншого (рисунок 6.3). Без скосу крайок зварюють конструкції з малим навантаженням. У процесі виготовлення відповідних конструкцій з елементами товщиною І0...20мм застосовують скіс з одного боку, а за товщини елементів понад 20 мм - скіс з обох боків.
Кутові з'єднання (рисунок 6.4)за будь-яких товщин можна одержати без оброблення крайок. Зварювання з обробленими крайками для кутових з'єднань застосовується рідко.
Рисунок 6.4 - Схема кутового з'єднання
Рисунок 6.5 - Схема силового з'єднання
Залежно від розміщення швів відносно напрямку діючих наних зусиль Р розрізняють флангові 1, лобові 2 і косі 3 шви (рисунок 6.5). За розміщенням шва в просторі під час зварювання визначають (рисунок 6.6) нижні 1, вертикальні 2, стельові та горизонтальні 3, накладені горизонтально у випадку вертикального положення виробу.
Рисунок 6.6. - Схема розміщення з'єднань у просторі
Шви виконуються неперервними і перервними залежно від діючого навантаження. Найбільш зручними для зварювання є нижні шви, у котрихрозплавлений метал не витікає з кратера. Значно важче здіснювати зварювання вертикальних та горизонтальних швів.
Такі шви виконуються дуже короткою дугою й електродами діаметром 15мм. Найважчими для виконання є стельові шви, у яких кратер розташований догори дном. Ці шви зварюють найкоротшою дутою і електродами діаметром до 4 мм.
Під час зварювання напускних з'єднань силу струму збільшують порівняно зі стиковими з'єднаннями. За малої робочої довжини електрода зі зростанням швидкості зварювання силу струму збільшують. Щоб зварювання було якісним, необхідно добиватися повного сплавлення основного металу з металом електрода. Це досягається достатнім розплавленням поверхні основного металу й одержанням кратера належної глибини.
Під час зварювання вертикальних і горизонтальних швів сила струму зменшується на 10...15% порівняно із його силою для нижніх швів, а для стельових - на 15...20%.
У випадку недостатньої глибини проплавлення hp (рисунок 6.7) метал електрода не весь сплавляється з основним металом, частина його лягає на нерозплавлену поверхню, що значно знижує міцність з'єднання. Для якісного зварювання основний метал повинен проплавитись на глибину І.5...2 мм.
Рисунок 6.7 - Схеми стикового (а) і кутового (б) швів: е- ширина валика; е1 - ширина валика проплавлення; q - висота валика; к - катет шва; S - товщина пластин; b - ширина проміжку; hp - глибина проплавлення
Запалювання дуги здійснюється коротким замиканням струму в зварювальному колі. Для цього кінцем електрода торкаються металу в місці зварювання. Коли електрод буде знаходитись поблизу зварюваного металу, зварник закривається щитком і, опустивши електрод до поверхні стикання з металом, швидко відводить його на 2...4 мм. У цей момент виникає електрична дуга, постійна довжина якої підтримується під час зварювання поступовим опусканням електрода до основного металу. Стійке горіння дуги досягається за її довжини, котра складає 0,6...0,8 діаметра електрода.
Дугу збуджують одним із способів: електрод майже вертикально підводять до місця зварювання та після легкого дотику до металу зразу ж відводять на 2...4мм угору або плавним дотиком кінця електрода до зварюваної поверхні способом запалювання сірників.
За нормальних умов зварювання зварник запалює дугу, тільки міняючи електроди. Це означає, що весь електрод повинен бути розплавлений без переривання дуги. У разі відсутності досвіду дугу треба заново збуджувати в місці обриву. При цьому для забезпечення неперервного валика шва дугу слід запалювати перед місцем обриву, а захололий метал кратера в місці обриву дуги розплавляти заново. Для одержання якісного зварювання необхідно підтримувати коротшу дугу. Зварникові важко визначити безпосередньо довжину дуги, тому доводиться користуватися зовнішніми ознаками. Якщо дуга довга, плавлення електрода супроводжується сильним розбризкуванням металу, шов при цьому нерівний, із великою кількістю включень, окислювань, то якість шва погана.
Довга дуга під час горіння створює різкий і сильний звук, який часто переривається та супроводжується тріском. Коротка дуга спричинює утворення навколо шва невеликої кількості малих краплин металу, електрод плавиться спокійно, видаючи рівномірний звук постійного тону. Метал проплавляється на більшу глибину, якість шва збільшується.
Для одержання якісного зварювання необхідно ретельно очистити зварювані поверхні, правильно підібрати силу зварювального струму, підтримувати коротку дугу, без обриву до розплавлення всього електрода, витримувати кут нахилу електрода до виробу (750), підтримувати правильну і рівномірну швидкість подачі електрода.
Якість ручного дугового зварювання значною мірою залежить від якості застосовуваних електродів та навичок зварника. Під час зварювання він надає кінцю електрода рух у трьох напрямках. Усі траєкторії руху електрода і положення його при зварюванні показано на рисунку 6.8. Металеві електроди для дугового зварювання виготовляють згідно з ГОСТ 9466-75 діаметром 1,6... 12 мм та довжиною І50...450 мм. На електроди наносять тонкі (0,1...0,3 мм) і товсті (якісні) покриття товщиною 0,5...З мм. Функції покриттів на електродах такі: забезпечення стійкого горіння дуги, захист розплавленого металу від дії повітря, розкислення оксидів та виведення не розкислених оксидів у шлак, видалення сірки і фосфору, утворення шлакової кірки з уповільненням охолодження металу та сприянням виходу з нього газу й неметалевих включень.
|

Рисунок 6.8 - Схема траєкторії руху електрода (а) і його положення під час зварювання (б)
Покриття повинно бути водонепроникним, міцно триматись на стрижні, не відділятись під дією вологого повітря.
Для виконання перелічених функцій товсті покриття можуть містити такі речовини: іонізуючі (крейда, потай, вуглекислий барій, калієва селітра, титановий концентрат та ін.); газоутворюючі (крохмаль, целюлоза, крейда, вапняк); розкислювачі (феросплави, графіт, алюміній); шлакоутворюючі (польовий шпат, кварц, мармур, граніт); легуючі (феромарганець, феросиліцій, ферохром); зв’язуючі (рідке скло).
Міцність електродних покриттів випробовують у такий спосіб. Кидають електрод на сталеву плиту з висоти 1 м (електроди діаметромне більше 3 мм) або з висоти 0,5м (діаметром понад 3 мм) і вважають його придатним, якщо покриття при цьомуне зруйнувалось. Вологостійкість покриття перевіряють зануренням електрода у воду на 24 годин за температури І5...25 °С.
6.3 Питання та завдання для самоперевірки
І) Який процес називаєтьсязварюванням металів?
2) Чим відрізняється зварювання плавленням від зварювання тиском?
3) Що являє собою електричне дугове зварювання?
4) Дайте класифікацію способів дугового зварювання.
5) Яке обладнання використовують при дуговому зварюванні?
6) Назвітьвиди зварюваних з'єднань і зварних швів.
7) Вкажіть переваги та недоліки ручного зварювання.
8) Призначення плавких і неплавких електродів.
9) Яку роль відіграє покриття електродів для ручногозварювання?
10) Які речовини входять до складу електродних покриттів?
11) Як впливає довжина дуги на якість зварювального шва?
12) Від яких факторів залежить сила зварювального струму?
І3) Від чого залежать види зварних з'єднань?
14) Назвіть основні типи зварних з'єднань.
15) Як поділяються зварні з'єднання залежно від просторового положення і напрямку дії навантаження?
|
|
Дата добавления: 2014-12-25; Просмотров: 645; Нарушение авторских прав?; Мы поможем в написании вашей работы!