КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Остаточне завальцювання і бортування труб
 |
Обрізування труб у барабані
При необхідності, кінці труб усередині барабанів обрізують торцевою фрезою, що приводиться в обертання від пневматичної свердлильної машинки. В одиничних випадках допускається обрубування кінця зубилом під шаблон-кільце.
У всіх випадках торець обрізаної труби не повинен мати зазубрин і заусенців. Крім того площина торцю труби має бути перпендикулярною до поздовжньої осі труби.
Остаточне завальцювання і бортування труб роблять після їх закріплення, не допускаючи тривалих перерв між цими двома операціями. У місцях з великою вологістю повітря остаточне вальцювання і бортування закріплених труб слід виконувати в один день.
Перед проведенням цієї операції проводять ретельну перевірку закріплених кінців труб відповідно до допусків, установлених для закріплення труб.
Вальцювання проводять самоподавальними вальцівками з бортовочними роликами. Ролики вальцівки повинні бути ретельно підібрані по товщині отвору і конусу вальцівки.
Перевірку якості вальцювання труб слід проводити в процесі роботи по мірі їх вальцювання щоб мати можливість попередити масового псування труб несправним інструментом.
З дефектів вальцювання найчастіше зустрічаються описані нижче.
1) Недовальцювання, характеризується: а) відсутністю переходу від розвальцьованої частини труби до нерозвальцьованої; б) наявністю зазору між тілом барабана і завальцованою трубою ззовні барабана (щуп проходить на деяку глибину ззовні між поверхнею труби і отвору). Можливі причини дефекту: а) рано закінчене вальцювання; б) короткі ролики вальцювання; в) неправильно встановлена вальцівка; г) конусність роликів не відповідає конусності конуса (веретена).
|
|
|
Недовальцювання усувається повторним вальцюванням.
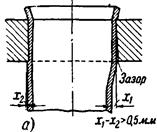
2) Однобічне вальцювання (рис. 13,а) характеризується однобічним випучуванням труби у місці виходу її із отвору, або при наявністі зазору між розвальцьованою і нерозвальцьованою частинами. Причина дефекту - значний перекіс труби в отворі при установці. Цей дефект вимагає заміни труби.
| 
| 
|
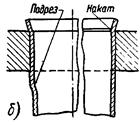
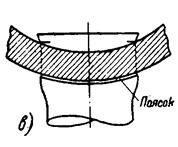
| Рис. 13 Дефекти вальцювання. а) –однобічне вальцювання; б) - „підріз" і „накат"; в) - перевальцювання. |
3) Внутрішній підріз труби, характеризується різким переходом від вальцованої частини труби, до невальцованої (рис. 13,б). Причина дефекту - неправильний збіг ролика. Цей дефект також вимагає заміни труби.
4) Перевальцювання характеризується подовженим дзвіночком, сильно роздутим виходом труби з отвору і помітним підніманням країв отвору (рис. 13, б). Труба при значному перевальцюванні підлягає заміні.
5) Внутрішня поверхня труби після вальцювання стає шорсткою, покритою дрібними лусочками металу, що відшаровується. Причина дефекту - зношений та шорсткий ролик з тріщинами і язвинами.
6) Тріщини або розриви дзвіночка. Причини: а) неякісність металу; б) невиявлені при перевірці пороки виготовлення; в) недостатнє відпалювання кінців труби; г) занадто велика роздача (зазвичай завдяки занадто великій довжині кінця труби). Дефект може бути усунений обережним електрозварюванням тріщин, якщо вони не доходять до тіла барабана на 4-5 мм. У противному випадку труба підлягає заміні.
Видалення з отвору кінця забракованої труби проводять дуже обережно, щоб не ушкодити вічко. Забраковану трубу обрізають на відстані не менш 50 мм, щоб не ушкодити стінки барабана, потім обсаджують коротиш за допомогою спеціальної оправки та вибивать за допомогою молотка.
| 
| ||
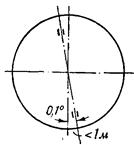
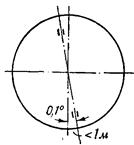
| Рис. 3 Схема вивіряння подушок барабана. | Рис. 7 Допуски вивіряння по кернам. | ||
| 
| 
| |
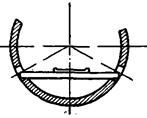
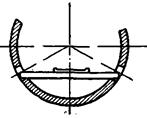
| Рис. 4 Схема вивіряння барабана | Рис. 5Схема вивіряння барабана по кернам | Рис. 6Вивіряння барабана по рівню | |
|
| 
| ||
| Рис. 3 Схема вивіряння подушок барабана. | Рис. 7 Допуски вивіряння по кернам. | ||
|
|
| 
| |
| Рис. 4 Схема вивіряння барабана | Рис. 5Схема вивіряння барабана по кернам | Рис. 6Вивіряння барабана по рівню | |
|
| 
| ||
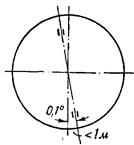
| Рис. 3 Схема вивіряння подушок барабана. | Рис. 7 Допуски вивіряння по кернам. | ||
|
|
| 
| |
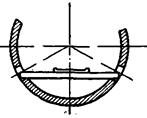
| Рис. 4 Схема вивіряння барабана | Рис. 5Схема вивіряння барабана по кернам | Рис. 6Вивіряння барабана по рівню | |
|
|
|
| 
|
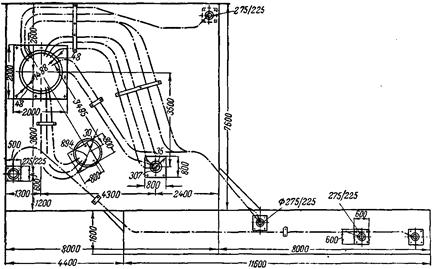
| Рис. 8 Заведення труб в барабан по двох маячковиим трубам. Схема із двох віял. | Рис. 9 Ескіз плази |
| 
|
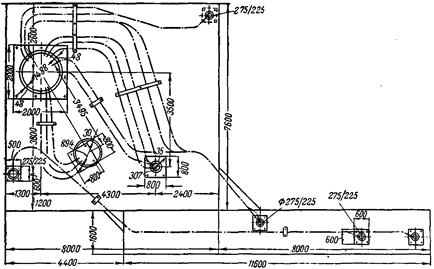
| Рис. 8 Заведення труб в барабан по двох маячковиим трубам. Схема із двох віял. | Рис. 9 Ескіз плази |
| 
|
| Рис. 8 Заведення труб в барабан по двох маячковиим трубам. Схема із двох віял. | Рис. 9 Ескіз плази |
|
|
|
|
|
Дата добавления: 2014-12-25; Просмотров: 461; Нарушение авторских прав?; Мы поможем в написании вашей работы!