КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Теоретическое введение. ЦЕЛЬ РАБОТЫ:изучение технологических особенностей процессов газолазерной резки металлов, при использовании лазера работающего в непрерывном режиме
|
|
|
|
ГАЗОЛАЗЕРНАЯ РЕЗКА МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ.
ЛАБОРАТОРНАЯ РАБОТА № 9.
ЦЕЛЬ РАБОТЫ: изучение технологических особенностей процессов газолазерной резки металлов, при использовании лазера работающего в непрерывном режиме.
ПРИБОРЫ И ПРИНАДЛЕЖНОСТИ: лазер на алюмо-иттриевом гранате, оптическая система СОК-1, координатный стол с ЧПУ, инструментальный микроскоп, измеритель мощности лазерного излучения.
К числу наиболее перспективных процессов разделения материалов следует отнести газолазерную резку металлов, основанную на процессах нагрева, плавления, испарения, химических реакциях горения - удаления расплава из зоны реза. При газолазерной резке в зону обработки совместно с лазерным лучом подается струя газа, способствующая удалению продуктов разрушения и инициирующая химическую реакцию в месте воздействия излучения на материал. Для этого используется кислород, сжатый воздух, инертный или нейтральный газы.
При газолазерной резке в зависимости от свойств обрабатываемого материала и рода поддуваемого газа различают два механизма: химический и физический.
Химический механизм характеризуется существенным вкладом энергии реакции горения в общий тепловой баланс и наблюдается в основном при лазерной резке в струе кислорода, металлов образующих жидкотекучие окислы. При реализации химического механизма резки возможны два режима: управляемой резки, когда тепло реакции горения только лишь дополняет эффект воздействия лазерного излучения и неуправляемой (автогенной) резки, когда металл горит за счет тепла реакции горения по всему диаметру струи, а лазерная энергия служит лишь для инициирования этой реакции. Физический механизм заключается в плавлении металла лазерным излучением и удалении расплава из зоны резки струей газа. Такой механизм наблюдается обычно при обработке металлов с малым тепловым эффектом реакции горения или металлов, образующих при горении тугоплавкие окислы, а также при использовании в качестве поддуваемых - инертные газов.
При газолазерной резке металлов в струе кислорода, последний способствует росту окисной пленки на поверхности металла и в результате снижения его отражательной способности.
Выделяющееся в результате экзотермической реакции горения металла в кислороде тепло, идет совместно с лазерным излучением на разрушение металла в зоне обработки. Струя уносит продукты разрушения, обеспечивая приток кислорода непосредственно к фронту горения, а также препятствует чрезмерному нагреванию материала детали. Для не воспламеняющихся материалов, газовая струя выполняет в основном функции по очистке зоны резания, а также выполняет функцию защиты поверхности оптической системы от попадания на нее продуктов выброса из зоны реза. Необходимо отметить, что для металлических материалов коэффициент отражения излучения оказывается достаточно большим. Обработка металлов в окислительной среде способствует резкому повышению коэффициента поглощения.
Во многом определяют протекание газолазерной резки металлов условия фокусировки лазерного излучения. При резке углеродистых сталей, титановых сплавов и цветных металлов лучшие результаты (повышение глубины реза и снижение его ширины) получены при фокусировке лазерного излучения в пятна меньшего диаметра, с целью повышения плотности мощности в зоне обработки. Для этого следует применять лазерные установки с возможно меньшим диаметром выходящего из резонатора лазерного пучка, работающие в одномодовом режиме, а также более короткофокусные линзы для фокусирования лазерного излучения.
Наиболее существенными факторами, влияющими на процесс газолазерной резки металлов, являются мощность лазерного излучения, скорость резки, давление поддуваемого газа.
В настоящее время в ходе теоретических и экспериментальных исследований выработаны следующие рекомендации по выбору оптимальных режимов резки углеродистых сталей больших толщин: повышение, увеличение давления кислорода. Что позволяет повысить скорость резки. Учитывая, что с повышением мощности лазерных установок их стоимость резко возрастает, не всегда экономически целесообразно применять более мощное оборудование при резке этих сталей. При резке нержавеющих сталей больших толщин, для получения качественных резов предпочтительно применять линзы с большим фокусным расстоянием (F~200 мм). При использовании же более короткофокусных линз (F~100 мм) необходимо проводить резку при пониженных значения мощности лазерного излучения (Р=0,5 кВт). Существенным фактором, влияющим на характеристики резов, является энергетические параметры процессов, к которым относятся мощность и плотность мощности лазерного излучения. Удобной величиной, характеризующей эффективность и качество процесса, оказывается комплексный параметр, представляющий собой отношение мощности излучения к скорости резки Р/Vp или Р/h (где h - глубина прорезания металла). Если потери на теплопроводность значительно меньше потерь на нагрев и плавление материала, можно записать выражение для баланса энергии:
h×Vp×b(C×r×Тпл +Lпл) = h×Р;
где Р - суммарная мощность лазерного излучения и экзотермической реакции окисления; h = hэ×hт - эффективность процесса (hэ – эффективный КПД; hт -термический КПД); Lпл - удельная энергия плавления металла.
Так как при лазерной резке ширина реза равна диаметру лазерного луча, то из последнего выражения следует, что Vр ~ Р при h=соnst.
Зависимость скорости резки от толщины пластины менее определена, поскольку допустимая скорость может также ограничиваться качеством резки. Однако в общем случае Vр~ h-1.
С ростом скорости параметр Р/h, характеризующий затраты мощности на единицу глубины реза, возрастает.
Плотность мощности Еf в зоне воздействия лазерного излучения на материал является также величиной комплексной и
зависит не только от мощности, но и от условий его фокусирования, модового состава луча, его расходимости, диаметра пучка на выходе из резонатора. Поэтому при выполнении работ по газолазерной резке материалов применяются две схемы подачи газа в зону реза: соосно с лучом лазера через сопло газолазерного резака (рис. 1,а); сбоку под углом к оптической оси луча через специальный капилляр (форсунку) (рис. 1,б).
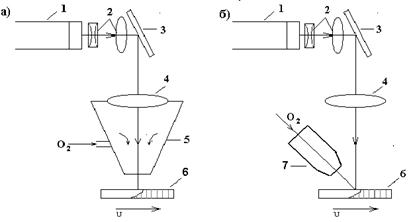
Рис.1 Схема газолазерной резки материалов
1 - лазер, 2- телескопическая система, 3 - зеркало, 4- объектив, 5 - сопло, 6 - деталь, 7-форсунка.
|
|
|
|
|
Дата добавления: 2014-12-26; Просмотров: 1012; Нарушение авторских прав?; Мы поможем в написании вашей работы!