КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Оборудование для механической обработки стереотипов
|
|
|
|
Охрана труда при отливке стереотипов
В процессе плавления стереотипного сплава и отливки из него стереотипов в воздухе стереотипного цеха возможно появление паров свинца. Кроме того выделяется большое количество тепла при плавлении сплава и сушке матриц.
Учитывая, что пары свинца ядовиты, на участках отливки стереотипов необходимо особенно строго соблюдать правила охраны труда:
следить за нормальной работой вентиляционной системы;
расплавление, очистку и рафинирование сплава в котлах,
а также отливку производить только при включенной вытяжной
нтиляции, которая должна обеспечивать не менее 1,5—2-крат-
ногого обмена в час;
кроме общей вентиляции литейное оборудование должно
быть оборудовано местными отсосами, обеспечивающими такой
результат, при котором концентрация паров свинца составляла
бы не более 0,01 мг/м3;
все работы, связанные с отливкой и изготовлением стереотипов, необходимо производить в специальной хлопчатобумажной одежде, кожаной обуви с глухим и гладким верхом, а также в рукавицах;
не допускается загружать котел влажными стереотипами, так как попадание небольшого количества влаги приводит к выбросу жидкого металла из котла, вследствие чего возможны ожоги и другие травмы;
отливная форма, дырчатая ложка и другие инструменты перед работой должны быть тщательно очищены и просушены;
изгарь, снятую с поверхности, и другие отходы металла следует складывать под вытяжкой до полного остывания;
в газетных стереотипных цехах допускается размещение отливного и отделочного отделений (участков) в одном помещении, при этом все правила охраны труда относятся ко всем рабочим этого участка.
|
|
|
Стереотипы после отливки, как правило, подвергаются механической обработке для придания им нужных размеров и формы. Механическая обработка стереотипов имеет большое значение, поскольку от точности изготовления печатной формы зависит ее тиражестойкость, а также длительность приправки на печатных машинах.
Механическая обработка плоских и ротационных стереотипов включает операции:
обрезку приливов (гузки) после отливки;
обработку по росту с целью доведения толщины стереотипа До номинального размера;
обработку фацетов и торцов стереотипов для удобства и надежности закрепления стереотипов на талерах плоскопечатных машин и формных цилиндрах ротационных машин;
углубление пробельных участков на стереотипах и клише для устранения отмарывания при печати;
В соответствии с действующими инструкциями и опытом, накопленным на полиграфических предприятиях, обработанные стереотипы должны удовлетворять следующим требованиям:
допускаемое отклонение по росту от номинального размера не должно превышать ±0,05 мм;
они должны иметь правильную геометрическую форму с допустимыми отклонениями образующих от прямолинейности не более 0,2 мм, допуск на радиус кривизны должен находиться в пределах величины натяга, обеспечивающего плотную посадку стереотипа на формный цилиндр;
глубина пробельных участков после фрезерования должна составлять не менее 2—2,5 мм, отступ от текста—1,0—2,0 мм;
угол кромки стереотипов (торцов и фацетов) после обработки не должен отклоняться от номинального более чем на ±0°30', так как при больших допусках ослабляется крепление стереотипов на формных цилиндрах печатных машин.
Наиболее ответственной операцией является обработка стереотипа по росту, так как от точности по росту зависят трудоемкость процесса приправки, длительность простоев печатных машин, т. е. величина внецикловых потерь и в конечном счете стоимость и качество печатной продукции,
|
|
|
3.1. Станки для обработки стереотипов по росту
По росту стереотипы можно обрабатывать одним из следующих способов:
скоблением (плоские и круглые стереотипы);
строганием (плоские);
внутренней расточкой (круглые);
цилиндрическим (плоские и круглые) и торцевым фрезерованием (плоские стереотипы).
При выборе того или иного способа обработки и оборудования необходимо учитывать следующие факторы: сложность и соответственно стоимость станка, достигаемую точность обработки, сложность изготовления и переточки инструментов, удобство в эксплуатации, производительность с учетом внецикловых затрат времени, связанных с обслуживанием.
Скобление тыльной стороны плоских и круглых стереотипов выполняется на скоблильных станках широким ножом, длина которого несколько больше ширины плоского стереотипа или длины образующей круглого стереотипа (рис. 3.1,а и б).
На борштанге / закреплен широкий нож 2, а стол 3 с обрабатываемым стереотипом (рис. 3.1, а) совершает поступательное движение в направлении под неподвижный нож, либо бор-штанга / (рис. 3.1,6) с ножом 2 вращается относительно неподвижного стереотипа. На некоторых станках борштанга с ножом неподвижна, а стереотип совершает вращательное движение, что, по сути дела, не изменяет принципа обработки, но обеспечивает большую жесткость системы.
К недостаткам данного типа станков следует отнести довольно большую длину линии контакта ножа со стереотипом — 400—500 мм, в результате чего при увеличении толщины струж-
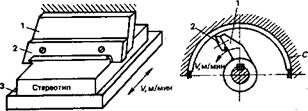
Рис. 3.1. Схема процесса скобления: а — скобление плоских стереотипов; б — скобление ротационных стереотипов
ки существенно возрастает сопротивление резанию, что требует установки электродвигателя повышенной мощности. Обычно в станках подобного типа устанавливают двигатель мощностью 2—3 кВт.
Значительные усилия резания, возникающие при скоблении плоских стереотипов ножом, не позволяют снимать толстую стружку, что ведет к снижению производительности станка. Поэтому обрабатывать плоские стереотипы по росту ножами экономически нецелесообразно. Этот способ находит широкое применение для обработки по росту ребристых газетных стереотипов, так как малая поверхность обработки (только по площади ребер) создает небольшое эффективное сопротивление резанию, благодаря чему газетные ротационные стереотипы можно обрабатывать ножом за один-два прохода независимо от величины припуска.
|
|
|
Обработка ротационных стереотипов по росту в небольших газетных типографиях производится на станках ГР. На крупных предприятиях эти станки используются в качестве станков-Дублеров.
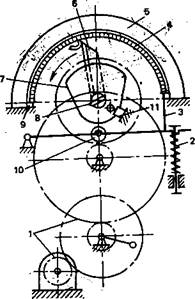
Станок ГР (рис. 3.2) состоит из литой станины, в корпусе которой монтируются привод 1, расточная полуцилиндрическая коробка 5 для крепления стереотипа 4 и расточная борштанга q ножом 6. Борштанга приводится во вращение от электродвигателя через группу цилиндрических шестерен. Крепление ножа болтами на державке борштанги позволяет регулировать его
|
| Рис. 3.2. Схема ростового скоблильного станка типа ГР |
положение в пазах державки по внутреннему радиусу обрабатываемого стереотипа. Стереотипы крепятся в расточной коробке планкой 3 с пружиной 2. При подходе ножа 6 к стереотипу 4 ролик 10 планки 3 оказывается против участка кулачка 7 с меньшим радиусом, и пружина 2 прижимает стереотип к внутренней поверхности расточной коробки 5 и неподвижному упору 9. По окончании обработки кулачок 7, закрепленный на оси борштанги, отжимает вниз ролик 10, и планка 3 опускается вниз, освобождая стереотип. Затем борштанга горкой 8 нажимает на конечный выключатель 11, отключающий электродвигатель привода. Значительные усилия, возникающие в процессе резания, требуют обеспечения высокой жесткости борштанги и приводных устройств. Положение ножа на державке регулируется упорными винтами по специальному шаблону (шаблоном проверяется зазор между режущей кромкой ножа 6 и опорной поверхностью расточной коробки 5).
Техническая характеристика станка ГР
| Размеры обрабатываемых стереотипов,мм: длина наружный диаметр толщина |
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 492; Нарушение авторских прав?; Мы поможем в написании вашей работы!