КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Данные для расчета времени наращивания слоя металла
| Электрохи- | Плотность | ||
| Металл | мический | Выход | осаждаемо- |
| эквивалент, | по току, % | го металла, | |
| г/Ач | г/см3 | ||
| Железо | 1,042 | ||
| Медь | 1,186 | 8,94 | |
| Никель | 1,095 | 8,9 | |
| Хром | .0,323 | 7,19 |
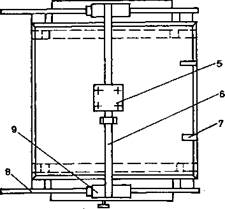
Для улучшения санитарно-гигиенических условий труда необходимо оснащать гальванованны бортовыми отсосами (рис. 9.4), расход воздуха V (м3/ч) для которых следует рассчитывать по формуле
| 2fr- |
| \i" |
| (л |
| ^\\\%\\^^^^ |
где a — коэффициент, зависящий от ширины ванны В и высоты спектра вредностей hB (для ванн обезжиривания hB принимается равной 160 мм, хромирования — 40 мм, декапирования — 80 мм); tB — температура раствора в ванне; tn — температура воздуха в помещении; х — поправочный коэффициент на глубину уровня жидкости hm по отношению к борту ванны; / — длина ванны, м; S — поправочный коэффициент на подвижность воздуха в помещении.
Бортовые отсосы для
ванн шириной менее 600 мм
Рис. 9.4. Схема бортовых отсосов: следует делать односторон-
*iTa?cES^ "ими, а для ванн шириной
свыше 600 мм — двусторонними. При длине ванн до 1200 мм целесообразно применять воздуховоды равномерного всасывания клиновидной формы со щелью постоянной высоты, а при длине более 1200 мм бортовые отсосы следует разделять на отдельные секции. Бортовой отсос должен создавать над всей поверхностью такую скорость вытяжного факела, которая превышала бы скорость подъема вредных испарений. Необходимые минимальные скорости движения воздуха над ваннами обезжиривания и хромирования следует принимать в диапазоне 0,25—0,4 м/с.
Щели бортовых отсосов должны располагаться выше изделий и конструкций для подвешивания изделия. В случае расположения нижней кромки бортового отсоса на уровне изделий или конструкций объем удаляемого воздуха следует увеличить на 70%. Высота щелей бортовых отсосов принимается равной 40—100 мм при скорости движения воздуха в щели 5— 11 м/с.
В ваннах для хромирования, кроме бортовых отсосов, следует обязательно устанавливать раздвижные или съемные укрытия и желательно применять плавающее покрытие из гранулированного полиэтилена. На трассе отсасывающего воздуховода от ванн хромирования надо предусматривать устройства для улавливания аэрозоли хромового ангидрида (например, сепаратор и др.).
9.5. Оборудование для нанесения светочувствительного раствора
Процесс нанесения светочувствительного раствора на формную пластину состоит из двух операций: подготовки поверхности пластин и нанесения светочувствительного раствора.
Поверхность пластины готовят в раковине-мойке, где для удаления защитного коллоида ее промывают теплой водой, протирая волосяной щеткой. Затем пластину обрабатывают раствором фосфорной или серной кислот с добавлением порошка мела, после чего пластину тщательно промывают струей воды.
Копировальные растворы наносят на формный материал на специальном оборудовании. Независимо от способа нанесения копировальный слой должен отвечать следующим основным технологическим требованиям:
быть однородным и целостным (монолитным), не иметь механических повреждений — трещин, царапин, пузырей, «комет» и других изъянов;
8 Зак. 1076
 | | |
|
толщина копировального слоя в зависимости от назначения и характера раствора должна находиться в пределах 3— 10 мкм, причем допуск на неравномерность для каждой пластины не должен превышать 10% от заданной величины;
копировальные растворы должны быть стабильны по всем основным качественным показателям в пределах партии пластин, используемых для одного издания.
Наиболее распространенный способ нанесения копировальных растворов основан на центробежных силах, распределяющих раствор по поверхности пластины. Для нанесения копировального слоя таким способом служат центрифуги горизонтального и вертикального построения.
Отечественным машиностроением в настоящее время выпускаются только вертикальные центрифуги, так как при аналогичных качественных показателях изготовляемых пластин они занимают в 2—2,5 раза меньше производственной площади, чем горизонтальные. В вертикальных центрифугах для большего удобства крепления пластин и уменьшения влияния гравитационных сил угол наклона оси пластинодержателя к верти^ли колеблется в пределах 7—15°.
На крупных офсетных предприятиях, где подготовка офсетных пластин проводится на автоматизированных гальванолиниях, для нанесения на офсетные монометаллические пластины копировального раствора на основе ортохинондиазидов применяют установку ФСЛ-150М. По сравнению с центрифугами она имеет ряд преимуществ: высокую производительность, сокращение расхода копировального раствора, улучшение условий труда.
|
|
Дата добавления: 2015-04-24; Просмотров: 340; Нарушение авторских прав?; Мы поможем в написании вашей работы!