КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Выполнение работы
|
|
|
|
ПРИМЕР ВЫПОЛНЕНИЯ КОНТРОЛЬНОЙ ПРАКТИЧЕСКОЙ РАБОТЫ
Тема: Изучение конструкции приспособления по справочной и технической литературе.
План работы:
1.Знакомство с деталью (по чертежу).
2.Составление маршрутного технологического процесса. Заданную технологическую операцию подчеркнуть.
3.Выполнение в тетради операционного эскиза на заданную технологическую операцию.
4.Выбор приспособления по справочной, технической и учебной литературе (указать название книги и страницу).
5.Зарисовать упрощенно приспособление (компановка) с обрабатываемой деталью в положении зажима. Деталь тонкой линией или красным цветом. При необходимости конструкцию приспособления можно немного изменить (например установочные элементы).
6.Записать принцип работы приспособления.
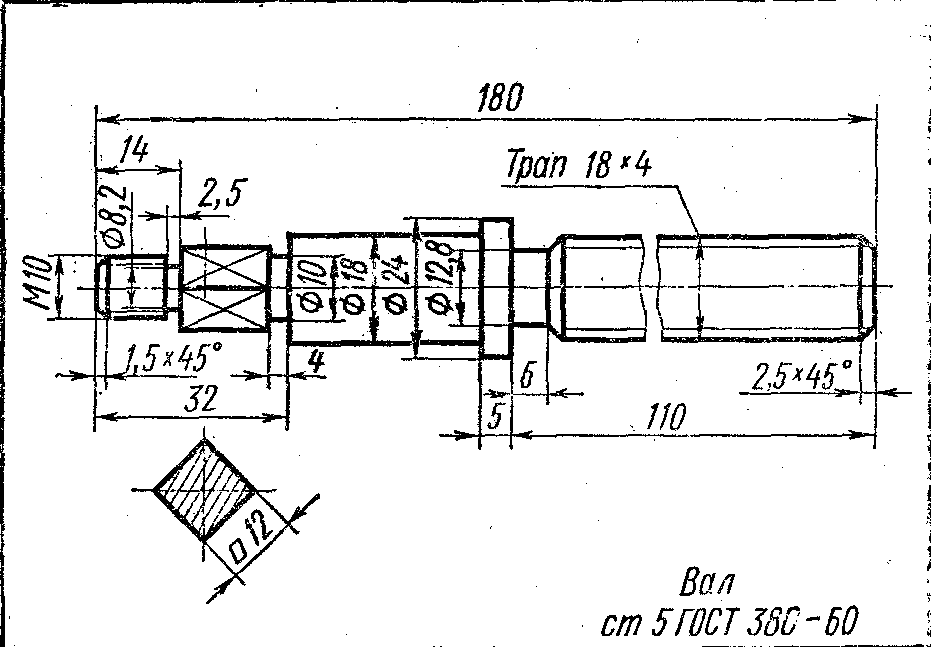
1.Деталь-Вал.
Задана обработка шпоночного паза. См. Рис.1.
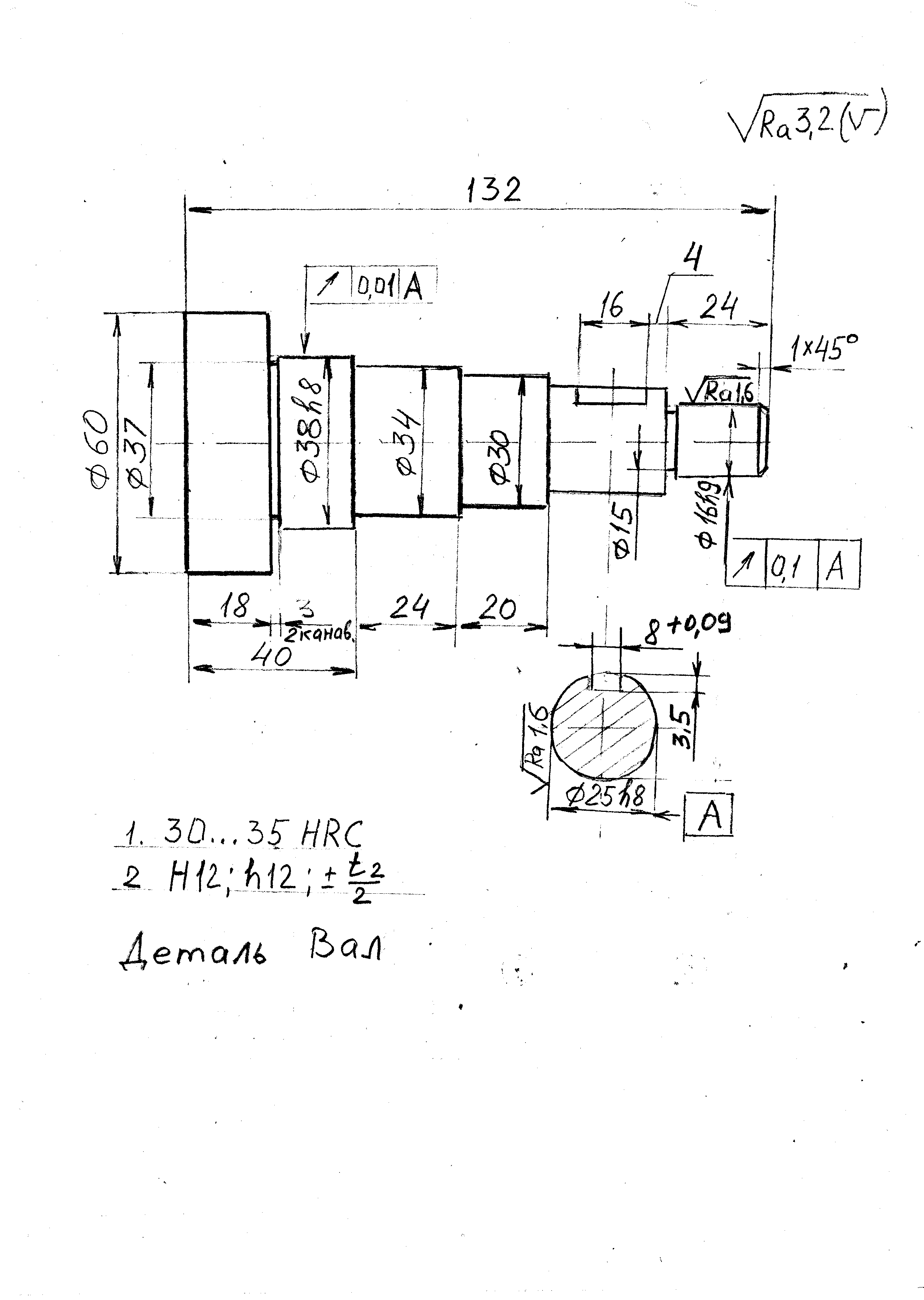
Рис.1. Деталь «Вал»
2.Маршрутный технологический процесс.
05 Токарная. Обработка ступенчатых поверхностей вала с одной стороны.
10.Токарная. Обработка ступенчатых поверхностей вала с другой стороны.
15.Токарная чистовая. Обработка ступенчатых поверхностей вала с одной стороны.
20.Токарная чистовая. Обработка ступенчатых поверхностей вала с другой стороны.
25.Фрезерная. Обработка шпоночного паза.
3.Операционный эскиз. См. Рис.2.
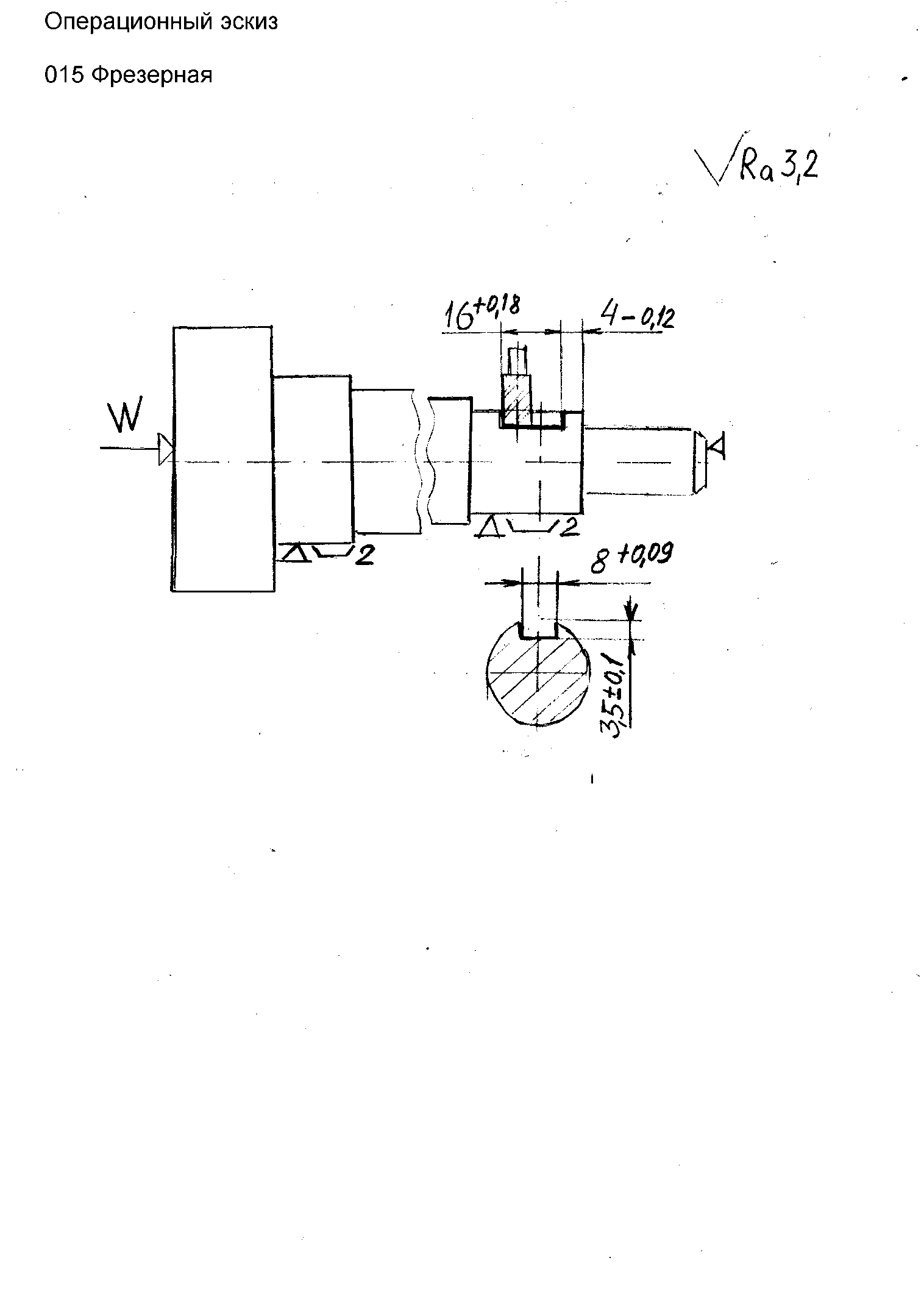
Рис.2. Операционный эскиз
4.Выбираем механизированное приспособление.
Зажим кулачково-рычажный.
Справочник А.К.Горошкин. «Приспособления для металлорежущих станков»
Издательство «Машиностроение», 1979г, стр. 112
5. Компановка приспособления. См.рис.3.

Рис.3. Компановка приспособления
6.Принцип работы.
Заготовка устанавливается на две призмы и сдвигается до упора вправо. Зажимается ползуном 1,приводимым в действие кулачком 2,через рычаг 3 и шток 4 пневмопривода. Привод должен быть двухстороннего действия. При подаче сжатого воздуха в левую полость встроенного пневмоцилиндра поршень со штоком идет влево, рычаг3 распрямляется, поворачивая кулачок2 и ползун, перемещается вправо, зажимая вал. Идет обработка паза. После чего из левой полости воздух сбрасывается в атмосферу и подается сжатый воздух в правую полость пневмоцилиндра, ползун движется влево, освобождая деталь. Деталь заменяется новой. После чего процесс повторяется.
ВОПРОСЫ ДЛЯ ПОДГОТОВКИ К ЗАЧЕТУ
1.Назначение приспособлений. Классификация.
2.Выбор приспособлений по типам производства.
3.Основные конструктивные элементы приспособлений.
4.Принципы базирования. Особенности базирования на станках с ЧПУ. Погрешность базирования.
5.Установочные элементы приспособлений.
6.Зажимные механизмы (винтовой, клиновой, рычажный, эксцентриковый, зажимы с гидропластом).
7.Направляющие и настроечные элементы приспособлений. Установы, кондукторные втулки, копиры и др.
8.Установочно-зажимные механизмы. Ориентирующие и самоцентрирующие.
9.Механизированные приводы приспособлений. Пневматический привод. Конструкция. принцип работы. Расчет. Гидропривод. Отличие от пневматического.
10.Делительные и поворотные устройства. Конструкции. Область применения.
11.Корпуса приспособлений. Требования. Материалы.
12.Универсально-сборные и сборно-разборные приспособления. Назначение, требования, конструктивные особенности.
13.Методика проектирования приспособлений. Исходные данные, последовательность, оформление, расчеты.
14.Автоматизированное место конструктора. Назначение. Оснащение. Организация процесса.
15.Вспомогательные инструменты для металлообрабатывающих станков. Определение. Особенности проектирования. Примеры.
16.Контрольно-измерительные приспособления. Классификация. Особенности конструирования. Расчет.
17.Приспособления для станков с ЧПУ. Конструкция. Особенности.
ПРИЛОЖЕНИЕ
ЗАДАНИЯ ПО ВАРИАНТАМ ДЛЯ КОНРОЛЬНОЙ
ПРАКТИЧЕСКОЙ РАБОТЫ
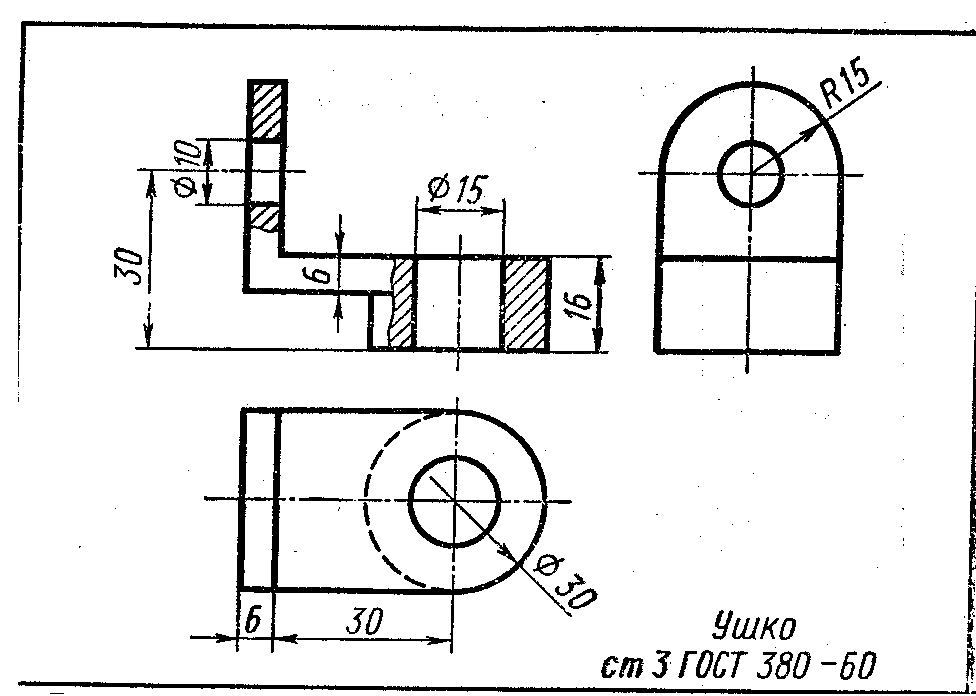
| 1 ВАРИАНТ |
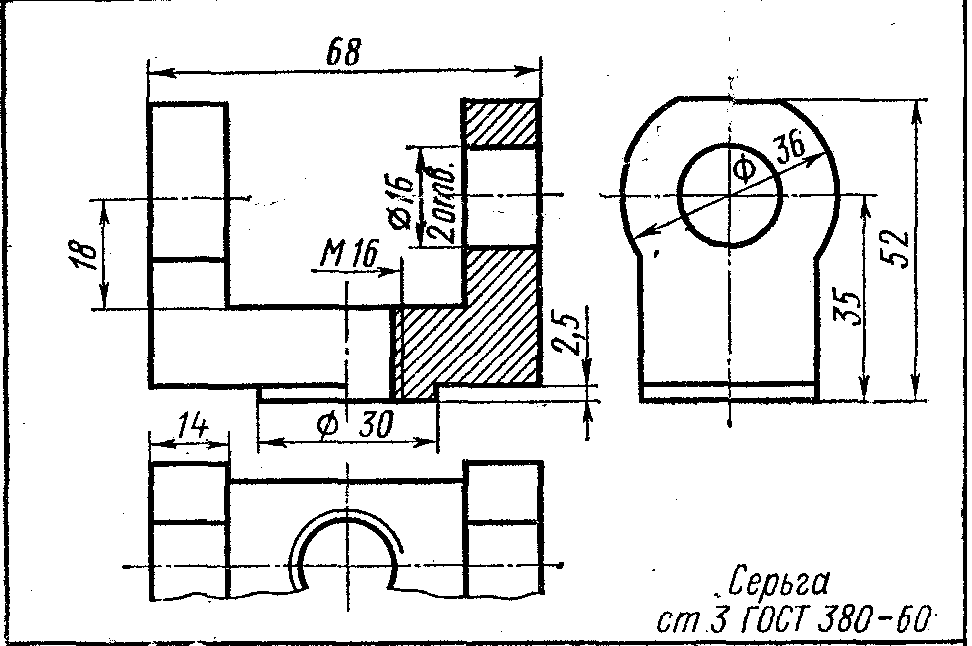 Задание: Сверление двух отверстий диаметром 16 мм.
Примечание: Допуски на все размеры детали выбирать по 12 или 14 квалитетам.
Задание: Сверление двух отверстий диаметром 16 мм.
Примечание: Допуски на все размеры детали выбирать по 12 или 14 квалитетам.
|
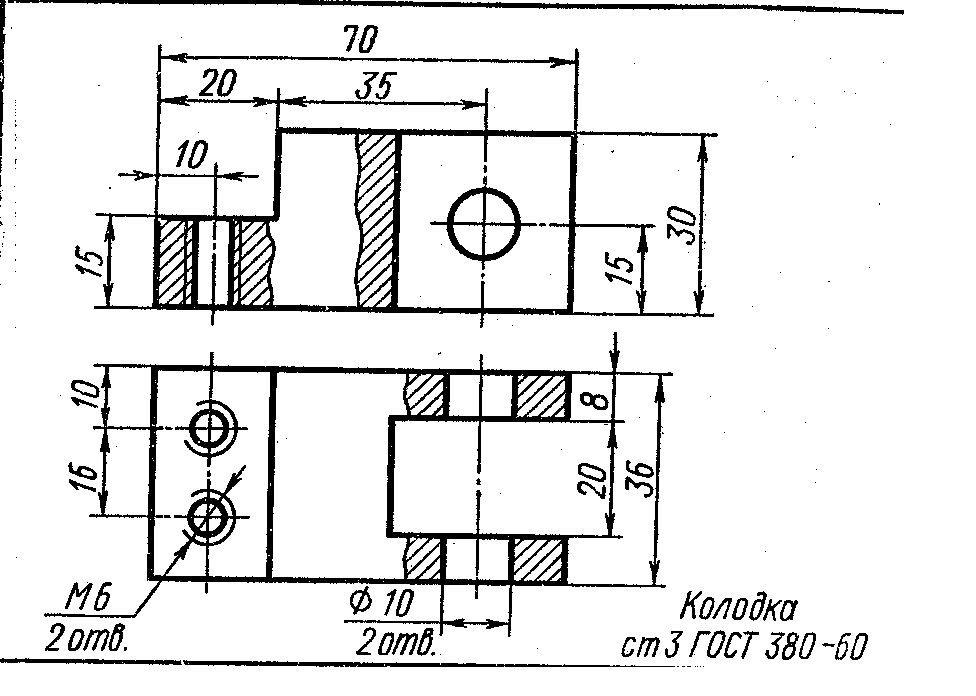
| 2 ВАРИАНТ |
 Задание: Сверление четырех отверстий под резьбу М6.
Примечание: Допуски на все размеры детали выбирать по 12 или 14 квалитетам.
Задание: Сверление четырех отверстий под резьбу М6.
Примечание: Допуски на все размеры детали выбирать по 12 или 14 квалитетам.
|
| 3 ВАРИАНТ |
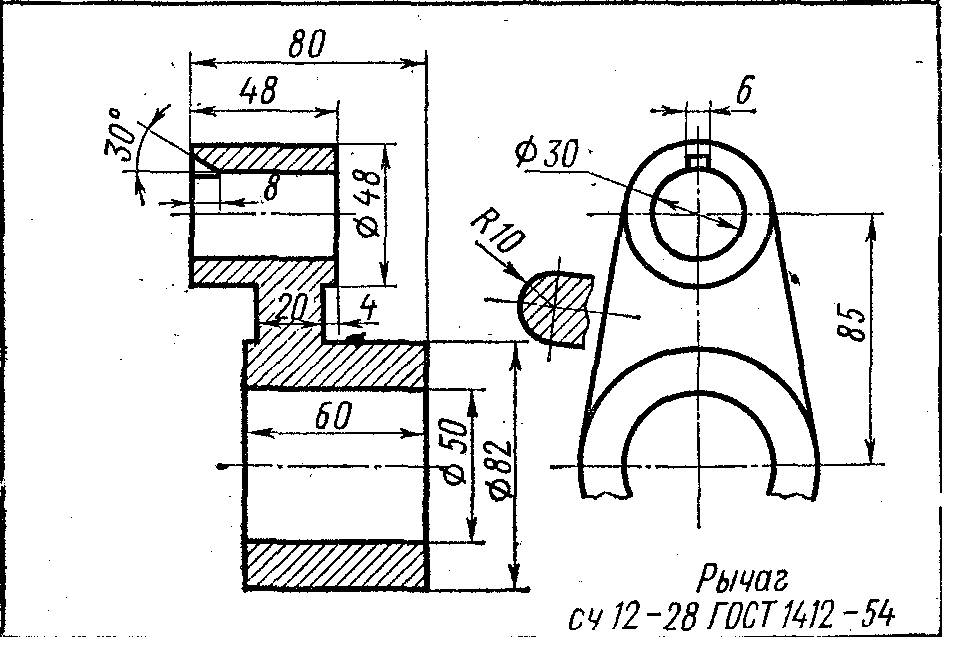 Задание: Фрезерование плоскости на размер 60мм.
Примечание: Допуски на все размеры детали выбирать по 12 или 14 квалитетам.
Задание: Фрезерование плоскости на размер 60мм.
Примечание: Допуски на все размеры детали выбирать по 12 или 14 квалитетам.
|
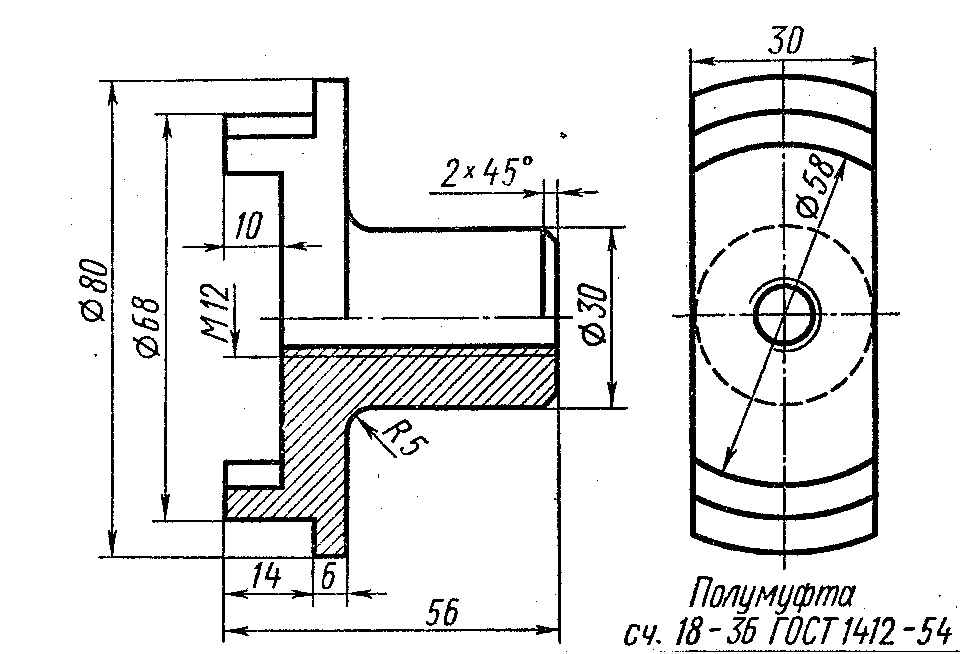
| 4 ВАРИАНТ |
 Задание: Фрезерование поверхности на размер 52 мм.
Примечание: Допуски на все размеры детали выбирать по 12 или 14 квалитетам.
Задание: Фрезерование поверхности на размер 52 мм.
Примечание: Допуски на все размеры детали выбирать по 12 или 14 квалитетам.
|
| 5 ВАРИАНТ |
 Задание: Сверление отверстия диаметром 15 мм.
Примечание: Допуски на все размеры детали выбирать по 12 или 14 квалитетам.
Задание: Сверление отверстия диаметром 15 мм.
Примечание: Допуски на все размеры детали выбирать по 12 или 14 квалитетам.
|
| 6 ВАРИАНТ |
 Задание: Фрезерование двух поверхностей, заданных размерами 20 и15 мм.
Примечание: Допуски на все размеры детали выбирать по 12 или 14 квалитетам.
Задание: Фрезерование двух поверхностей, заданных размерами 20 и15 мм.
Примечание: Допуски на все размеры детали выбирать по 12 или 14 квалитетам.
|
| 7 ВАРИАНТ |
 Задание: Фрезерование двух лысок на размер 30 мм.
Примечание: Допуски на все размеры детали выбирать по 12 или 14 квалитетам.
Задание: Фрезерование двух лысок на размер 30 мм.
Примечание: Допуски на все размеры детали выбирать по 12 или 14 квалитетам.
|
| 8 ВАРИАНТ |
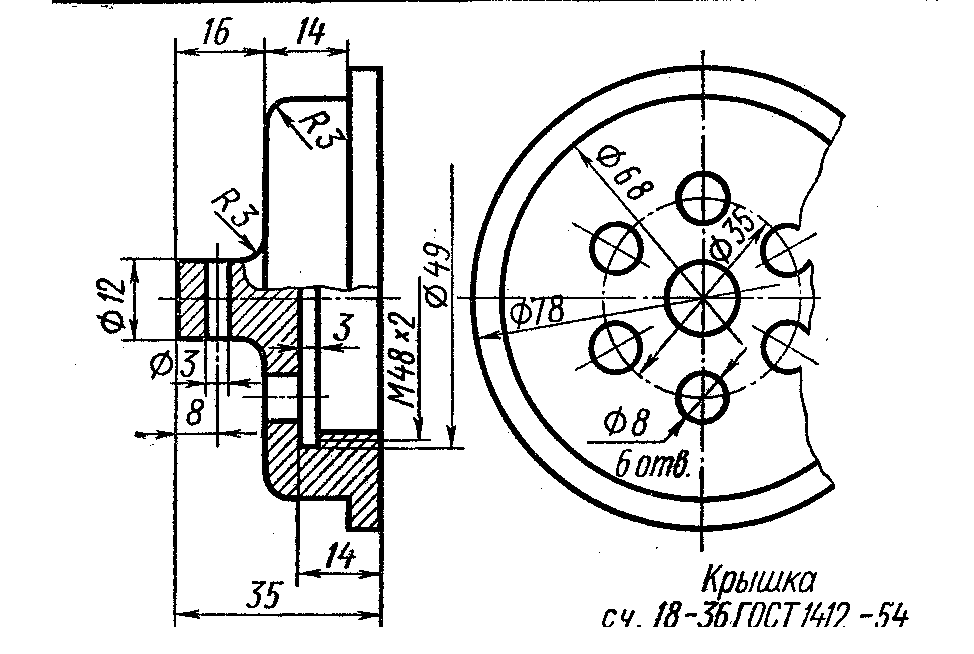 Задание: Сверление шести отверстий диаметром 8 мм.
Примечание: Допуски на все размеры детали выбирать по 12 или 14 квалитетам.
Задание: Сверление шести отверстий диаметром 8 мм.
Примечание: Допуски на все размеры детали выбирать по 12 или 14 квалитетам.
|
| 9 ВАРИАНТ |
 Задание: Фрезерование двух поверхностей на размер 24 мм.
Примечание: Допуски на все размеры детали выбирать по 12 или 14 квалитетам.
Задание: Фрезерование двух поверхностей на размер 24 мм.
Примечание: Допуски на все размеры детали выбирать по 12 или 14 квалитетам.
|
| 10 ВАРИАНТ |
 Задание: Точение поверхности диаметром 18 мм под резьбу.
Примечание: Допуски на все размеры детали выбирать по 12 или 14 квалитетам.
Задание: Точение поверхности диаметром 18 мм под резьбу.
Примечание: Допуски на все размеры детали выбирать по 12 или 14 квалитетам.
|
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 888; Нарушение авторских прав?; Мы поможем в написании вашей работы!