КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Билет 10 - Методика определения необходимых сил в зажимных устройствах приспособлений
|
|
|
|
Зажимные устройства приспособлений/на простые и сложпые,состоящие из нескольких простых.Простые зажимные устройства представляют собой элементарные механизмы (винтовые,клиновые,рычажные,эксцентриковые и т.п.);сложные состоят из комбинации простых,соединенных в определенном порядке.
В зависимости от источника привода зажимные устройства подразделяются на ручные,механизированные и автоматизированные.
При расчете зажимов приспособлений необходимо по потребной зажимной силе W определить основные размеры зажимного устройства и исходную силу (момент) для приведения его в действие.
При расчете винтовых зажимных устройств первым определяется номинальный (наружный) диаметр резьбы по формуле

с=1.4-коэф., для метрической резьбы
Полученное значение d округляют ближайшего стандартного.
Далее определяют момент М, который нужно развить на винте для обеспечения заданной зажимной силы W:

 -ср радиус резьбы;
-ср радиус резьбы;  -угол подъема резьбы
-угол подъема резьбы  -угол трения в резьбе
-угол трения в резьбе
Затем находим длину рукоятки L по заданной силе воздействия из условия равновесия гайки
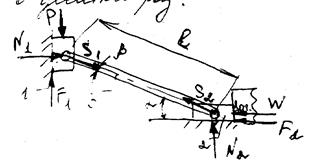
Расчет клиновых устройств сводится к определению соотношения сил привода  и зажима W. При известном значении
и зажима W. При известном значении  обеспечиваемая клиновым механизмом сила зажима на плунжере W может определяться графически, аналитически и расчетом по коэф. усиления.
обеспечиваемая клиновым механизмом сила зажима на плунжере W может определяться графически, аналитически и расчетом по коэф. усиления.
Расчет рычажных зажимных устройств можно вести из условия равновесия рычагов под действием создаваемыми силами и W моментов относительно осей вращения.
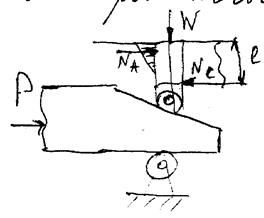
Расчет эксцентриковых зажимных устройств сводится к определению эксцентриситета е, радиусу цапфы r, диаметра  и ширины
и ширины  эксцентрика
эксцентрика
 -условие самоторможения
-условие самоторможения
Полученные значения е, r, D, B увязать с ГОСТом.
|
|
|
В заключении необходимо установить зависимость между потребной силой зажима W и моментом на рукоятке эксцентрика M=  . Из условия равновесия механихма следует, что сумма всех действующих сил относительно оси поворота эксцентрика равно нулю.
. Из условия равновесия механихма следует, что сумма всех действующих сил относительно оси поворота эксцентрика равно нулю.
 Билет 11 – Типовые механизмы-усилители, используемые в ТО
Билет 11 – Типовые механизмы-усилители, используемые в ТО
Механизмами усилителями называются устройства позволяющие повысить силовой эффект любого привода. Их применение в приспособлениях с ручным зажимом облегчает труд рабочего и повышает эффективность. Применение этих механизмов в механизированных и автоматизированных приводах позволяет понизить расход электроэнергии. С помощью простых рычажных зажимов сила ручного привода увеличивается в 2-4 раза, с помощью усилителей можно увеличить силу зажима по сравнению с силой привода в 10-и раз.
2-х шарнирный рычажный усилитель и планка. 2,1-ползуны
 коэф усиления. а=200 Ку=1,96;
коэф усиления. а=200 Ку=1,96;
а=50 Ку=4,64.
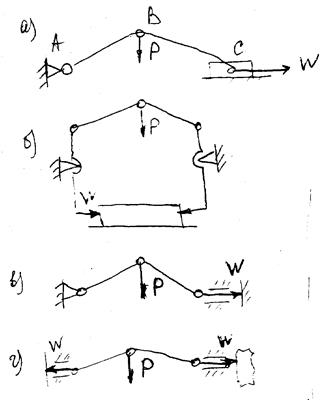 а) Сдвоенная схема. Используется половина силы привода Р, т.к. другая половина действует на опору А и уровнавешивает ее реакцией
а) Сдвоенная схема. Используется половина силы привода Р, т.к. другая половина действует на опору А и уровнавешивает ее реакцией
 Усилители клинового типа.
Усилители клинового типа.
Если клиновой механизм используется в качестве зажима с отключающейся силой привода, то для фиксации заготовки клинья делают самотормозящимися. Если этот механизм используется как усилитель, то для повышения КПД используется ролик. КПД повышается если применяются шариковые или роликовые подшипники.
Билет 12 – Основные конструкции оправок: цельных и разжимных (степени точности, назначение, область применения).
Оправки предназначены для обработки заготовок в виде тел вращения с центр. отв. (втулки, кольца), на токарных круглошлифовальных и др станках. Они вкл в группу станочных приспособлений для установки заготовок. По классификации они разделяются: жесткие (цельные), регулируемые (разжимные). По форме рабочей поверхности: жесткие оправки могут быть коническими, цилиндрическими, шлицевыми, со шпонкой или без шпонки. Цилиндрические оправки могут быть для установок заготовок с зазором, с натягом (прессовые). К рабочим поверхностям оправок предъявляются требования точности, жесткости, износостойкости как к установочным зажимным элементам приспособлений. Для обеспечения этих требований их изготавливают из сталей 20, 20Х с цементацией, У8-У12 с закалкой до твердости 58-64ед. Ra=0,4-0,1мкм. Для ф>50мм оправки могут быть полыми. Регулируемые оправки подразделяют на кулачковые с тарельчатыми пружинами, с упругими разжимными шайбами, зубчатые, гидропластмассовые (жидкостные) с тонкостенной гильзой, цанговые, с гофрированными втулками. Наиболее точное центрирование обеспечивают оправки с гофрированными втулками, с разрезным устоновочно-разжимным элементом (с 1 по 5 степень точности). Они используются для изготовления прецизионных деталей. Точность центров обеспечивается за счет упругой деформации разжимных элементов изготовляемых из ресорно-пружинных сталей. По способу установки на станках оправки могут быть центровые (установка в центрах), фланцевые (установка фланцами на столах), шпиндельные или консольные (установка хвостовиками в отверстия шпиндельных станков).
|
|
|
| Разновидности оправок | Степени точности соосности |
| Конические центровые | 4-7 |
| Цилиндрические центровые: Гладкие ступенчатые | 3-5 4-6 |
| Цилиндрические прессовые для установки заготовок с натягом | 2-4 |
| Зубчатые | 4-6 |
| Кулачковые | 8-10 |
| С тарельчатыми пружинами | 8-9 |
| С упругими разжимными шайбами | 4-9 |
| Гидропластмассовые и жидкостные с тонкостенной гильзой | 3-5 |
| Цанговые | 5-10 |
| С разрезным установочно-разжимным элементом | 3-4 |
| С гофрированными втулками | 1-3 |
Билет 13 – Типовые приспособления для металлорожущих станков: патроны, оправки, тиски, стойки, столы, кондукторы. Назначение и область применения.
Универсальные безналадочные (патроны, тиски, центры, универсальные поворотные и делительные столы, делительные стойки). Спец патронами называются несамоцентрирующиеся приспособления, без специального механизма совмещающего ось заготовки с осью вращения шпинделя. В них заготовки ставятся на призмы, пальцы, др установочные элементы которые располагаются на полке приваренной к торцевой поверхности планшайбы или крепятся на кронштейнах установленных на планшайбах. Среди самоцентрирующихся патронов наибольшее кол-во приходится на кулачковые в которых центрирование заготовки производится одновременным перемещением в радиальном направлении. В условиях серийного производства применяются универсальные патроны для установки различных цанг. Патроны из г/пластм закрепляют заготовку за счет тонкостенных оболочек заполненных гидропластмассой. Патроны с плоскими и х-обр мембранами позволяют хорошо центрировать заготовку для точной обработки на токарных и шлифовальных станках. Широкое распостронение получили клиновые и рычажноклиновые трех и 2-х кулачковые самоцентрирующие патроны с пневмоприводом, обладающие повышенной жесткостью и износостойкостью. Широко распространены тиски. Универсальность, компактность и возможность обеспечения необходимых сил зажима позволяют широко использовать тиски для оснащения фрезерных, расточных, сверлильных и др станков. Машинные тиски можно разделить на ручные с винтовым или эксцентриковыми зажимами и механизированные с пневмо- или гидроприводами. По конструкции они делятся на три группы: с одной, двумя подвижными губками и с плавающими губками; по направлению развиваемой силы на тиски с толкающей и тянущей губкой. Тиски самоцентрирующиеся и поворотные с пневматическим зажимом предназначены для обработки мелких деталей (вторые и для заточки инструмента). Для обработки заготовок в различных направлениях под различными углами используются поворотные столы. Универсально-наладочные приспособления состоят как бы из 2-х частей постоянной и меняющейся, целесообразно применять в серийном и массовом производстве если коэф-т загрузки <0,5. Специализированные безналадочные приспособления используются для установки заготовок, близких по конструктивно-технологическим признакам и требующих одинаковой обработки и установки. Специализированные наладочные приспособления состоят так же из двух частей, отличается большим уровнем механизации и предназначаются для установки заготовок конструктивно подобных деталей с одинаковой схемой базирования. Универсально-сборные приспособления применяют для установки заготовок широкой номенклатуры при выполнении различных операций.
|
|
|
|
|
|
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 1373; Нарушение авторских прав?; Мы поможем в написании вашей работы!