КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологическая часть 2 страница
|
|
|
|
| Точение черновое (установ Б) | 3,3 | ||||||
| Точение чистовое (установ Б) | 0,165 | 193,3 |
Ведется расчет первой размерный цепи, которая представлена на рисунке 3.4.
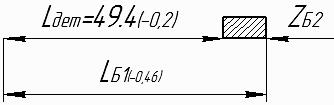
Рисунок 3.4 – Размерная цепь первая
Допуск на припуск:
 ,
,
 мм.
мм.
Максимальное значение припуска определяется по формуле
 ,
,
 мкм.
мкм.
Тогда
 ,
,
 мм.
мм.
Принимается  .
.
Ведется расчет второй размерный цепи, которая представлена на рисунке 3.5.
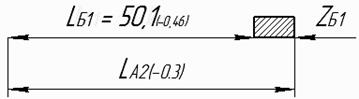
Рисунок 3.5 – Размерная цепь вторая
Допуск на припуск:
 ,
,
 мм.
мм.
Максимальное значение припуска определяется по формуле
 ,
,
 мкм.
мкм.
Тогда
 ,
,
 мм.
мм.
Принимается  .
.
Ведется расчет третьей размерный цепи, которая представлена на рисунке 3.6.
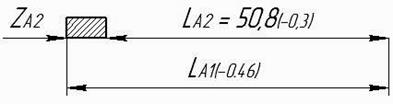
Рисунок 3.6 – Размерная цепь третья
Допуск на припуск:
 ,
,
 мм.
мм.
Максимальное значение припуска определяется по формуле
 ,
,
 мкм.
мкм.
Тогда
 ,
,
 мм.
мм.
Принимается  .
.
Ведется расчет четвертой размерный цепи, которая представлена на рисунке 3.6.
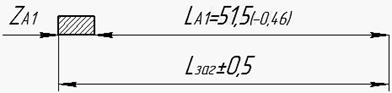
Рисунок 3.6 – Размерная цепь четвертая
Допуск на припуск:
 ,
,
 мм.
мм.
Максимальное значение припуска определяется по формуле
 ,
,
 мкм.
мкм.
Тогда
 ,
,
 мм.
мм.
Принимается  .
.
3.8 Расчет и назначение режимов резания
При назначении элементов режимов резания учитывают характер обработки, тип и размеры инструмента, материал его режущей части и состояние заготовки, тип и состояние оборудования.
Для всех операций подбирается смазывающе-охлаждающее техническое средство Эмульсия 5% ГОСТ 567-78.
3.8.1 Определяются режимы резания на фрезерование контура (операция 035, переход 9).
Глубина фрезерования  .
.
Подача  .
.
Ширина фрезерования 
 Скорость резания определится по формуле:
Скорость резания определится по формуле:
 , (3.15)
, (3.15)
где 
 – суммарный коэффициент, учитывающий условия обработки.
– суммарный коэффициент, учитывающий условия обработки.
 (3.16)
(3.16)
где  – коэффициент, учитывающий влияние физико- механических свойств обрабатываемого материала,
– коэффициент, учитывающий влияние физико- механических свойств обрабатываемого материала,
 – коэффициент, учитывающий влияние состояния поверхности,
– коэффициент, учитывающий влияние состояния поверхности,
 – коэффициент, учитывающий влияние материала инструмента. /1/;
– коэффициент, учитывающий влияние материала инструмента. /1/;
 ;
;
 .
.
Число оборотов шпинделя определится по формуле
 , (3.17)
, (3.17)
 .
.
Так как данный переход осуществляется импортным инструментом, оснащённым быстросменными пластинами из твердого сплава, то режимы резания выбираются из каталога. Таким образом принимаются следующие значения: 
Сила резания  определится по формуле
определится по формуле
 , (3.18)
, (3.18)
где  ;
;
 – коэффициент, учитывающий условия резания /1/;
– коэффициент, учитывающий условия резания /1/;
 .
.
Крутящий момент на шпинделе определяется по формуле
 , (3.19)
, (3.19)
 .
.
Мощность резания определится по формуле
 , (3.20)
, (3.20)
 .
.
3.8.2 Определяются режимы резания на чистовое точение диаметра Æ66-0,3 (операция 015, переход 6)
Глубина резания  .
.
Подача  .
.
Скорость резания определяется по формуле (3.15):
 ,
,
где 
 – суммарный коэффициент, учитывающий условия обработки.
– суммарный коэффициент, учитывающий условия обработки.
 .
.
Число оборотов шпинделя определяется по формуле (3.17):
 .
.
Аналогично предыдущему случаю режимы резания выбираются из каталога. Таким образом принимаются следующие значения: 
Сила резания  определяется по формуле (29)
определяется по формуле (29)
 , (3.21)
, (3.21)
где 
 – коэффициент, учитывающий фактические условия резания. /1, с. 275/, определяется по формуле
– коэффициент, учитывающий фактические условия резания. /1, с. 275/, определяется по формуле
 , (3.22)
, (3.22)
где 
 ,
,

Крутящий момент определяется по формуле
, (3.23)
 .
.
Мощность резания определится по формуле (3.20):
 .
.
3.8.3 Определяются режимы резания на сверление 3 отверстий Æ2,5 (операция 015, переход 11).
Глубина резания  .
.
Подача  .
.
Скорость резания определится по формуле
 , (3.24)
, (3.24)
где 
 , (3.25)
, (3.25)
где 
 – коэффициент, учитывающий глубину сверления.
– коэффициент, учитывающий глубину сверления.
 .
.

Число оборотов шпинделя определяется по формуле (3.18)
 .
.
Принимаются следующие значения: 
Осевая сила резания определяется по формуле:
 , (3.26)
, (3.26)
где  ;
;
 – коэффициент, учитывающий фактические условия обработки. /1/
– коэффициент, учитывающий фактические условия обработки. /1/

Крутящий момент определяется по формуле:
 , (3.27)
, (3.27)
где 
 .
.
Мощность резания определится по формуле
 (3.28)
(3.28)
Для остальных операций режимы резания назначаются аналогичным образом.
3.9 Расчет и выбор норм времени.
Определение норм времени на операцию 015.
Норма штучно – калькуляционного времени определится по формуле
 , (3.29)
, (3.29)
где  – основное время;
– основное время;
 – вспомогательное время;
– вспомогательное время;
 – время на обслуживание рабочего места;
– время на обслуживание рабочего места;
 – время на отдых и личные надобности;
– время на отдых и личные надобности;
 – подготовительно-заключительное время на партию деталей;
– подготовительно-заключительное время на партию деталей;
 – объем партии деталей.
– объем партии деталей.
Основное время для всех переходов определится по формуле
 , (3.30)
, (3.30)
где  – длина рабочего хода с учетом врезания и перебега,
– длина рабочего хода с учетом врезания и перебега,
 – количество проходов.
– количество проходов.
Для пятого перехода (черновое точение поверхности)
 .
.
Значения основного времени для остальных переходов приведены в таблице 3.5.
Вспомогательное время включает следующий ряд элементов нормы времени:
 – время на изменение величины подачи;
– время на изменение величины подачи;
 – время на изменение частоты вращения шпинделя;
– время на изменение частоты вращения шпинделя;
 – время на смену инструмента в резцовой головке;
– время на смену инструмента в резцовой головке;
 – время на подвод и отвод инструмента.
– время на подвод и отвод инструмента.
Вспомогательное время на пятом переходе определится как
 ,
,
 .
.
Для остальных переходов значение вспомогательного времени представлено в таблице 3.5.
Время на обслуживание рабочего места определится по формуле
 , (3.31)
, (3.31)
где  – оперативное время,
– оперативное время,
 , (3.32)
, (3.32)
 ,
,

Время на отдых и личные надобности
 , (3.33)
, (3.33)

Подготовительно – заключительное время включает ряд элементов:
 – время на организационную подготовку (
– время на организационную подготовку ( – время на инструктаж мастера;
– время на инструктаж мастера;  – время на ознакомление с работой, чертежом, технологической документацией и осмотр заготовок;
– время на ознакомление с работой, чертежом, технологической документацией и осмотр заготовок;  – время на получение на рабочем месте наряда, чертежа, технологической документации, программоносителя, режущего и вспомогательного инструмента, заготовки.)
– время на получение на рабочем месте наряда, чертежа, технологической документации, программоносителя, режущего и вспомогательного инструмента, заготовки.)
 – время на наладку (
– время на наладку ( – время на внесение в память системы ЧПУ программы с программоносителя;
– время на внесение в память системы ЧПУ программы с программоносителя;  – время на растачивание кулачков на длину до 40мм;
– время на растачивание кулачков на длину до 40мм;  – время на установку в револьверной головке необходимого режущего инструмента;
– время на установку в револьверной головке необходимого режущего инструмента;  – время на настройку нулевого положения).
– время на настройку нулевого положения).
 , (3.34)
, (3.34)
 .
.
По формуле (3.29) определяется норма штучно – калькуляционного времени

Расчет основного и вспомогательного времени на операцию 015 сведен в таблицу 3.5.
Таблица 3.5 – Расчет основного и вспомогательного времени
| 015 токарная с ЧПУ | Основное время То, мин | Вспомогательное время Тв, мин | |||||||
| Включение подачи | Изменение частоты вращения шпинделя | Изменение величины подачи | Смена инструмента | Подвод и отвод инструмента | Измерение | Снятие и установка заготовки | Суммарное значение | ||
| 1. Установка заготовки | – | – | 0,064 | 0,064 | |||||
| 2. Точение черновое | 0,103 | 0,02 | 0,07 | 0,05 | 0,07 | 0,07 | – | – | 0,28 |
| 3. Точение чистовое | 0,037 | 0,02 | 0,07 | 0,05 | 0,07 | 0,2 | 0,48 | ||
| 4. Переустановка заготовки | – | – | 0,064 | 0,064 | |||||
| 5. Точение черновое | 0,023 | 0,02 | 0,07 | 0,05 | 0,07 | 0,07 | – | – | 0,28 |
| 6. Точение чистовое | 0,008 | 0,02 | 0,07 | 0,05 | 0,07 | 0,07 | 0,2 | – | 0,48 |
| 7. Сверление отверстия | 0,014 | 0,07 | 0,05 | 0,07 | – | 0,28 |
Продолжение таблицы 3.5
| 8. Расточка отверстия черновая | 0,079 | 0,02 | 0,07 | 0,05 | 0,07 | 0,07 | – | – | 0,28 |
| 9. Расточка отверстия чистовая | 0,019 | 0,07 | 0,05 | 0,07 | 0,2 | 0,48 | |||
| 10. Точение фаски | 0,007 | 0,07 | – | 0,07 | 0,2 | 0,43 | |||
| 11. Сверление 3-х отверстий | 0,123 | 0,07 | 0,05 | 0,07 | 0,2 | 0,48 | |||
| 12. Зенкерование 3-х отверстий | 0,055 | – | 0,05 | 0,07 | 0,2 | 0,41 | |||
| 13.Сверление 4-х отверстий | 0,145 | – | 0,05 | 0,07 | – | 0,21 | |||
| 14. Сверление 2-х отверстий | 0,109 | – | 0,05 | – | – | 0,14 | |||
| 15. Зенковка шести фасок | 0,006 | – | 0,05 | 0,07 | – | 0,21 | |||
| 16. Нарезание шести резьб | 0,36 | – | 0,05 | 0,07 | 0,2 | 0,41 | |||
| 17. Снятие детали | – | – | 0,064 | 0,064 | |||||
| Итого на операции | 1,088 | 5,042 |
3.10 Расчёт суммарной погрешности обработки.
Суммарная погрешность определяется по методике /7/. Все необходимые данные для расчёта приведены в /8/.
Производится оценка суммарной погрешности обработки поверхности Æ71,8d10( ) на операции 015 (точение торца).
) на операции 015 (точение торца).
Суммарная погрешность обработки для линейных размеров определяется по формуле:
 , (3.35)
, (3.35)
где  – погрешность, связанная с упругими отжатиями, мкм;
– погрешность, связанная с упругими отжатиями, мкм;
 – погрешность, связанная с геометрической точностью станка, мкм;
– погрешность, связанная с геометрической точностью станка, мкм;
 – погрешность, связанная с тепловыми деформациями, мкм;
– погрешность, связанная с тепловыми деформациями, мкм;
 – погрешность, связанная с базированием, мкм;
– погрешность, связанная с базированием, мкм;
 – погрешность закрепления, мкм;
– погрешность закрепления, мкм;
 – погрешность приспособления, мкм;
– погрешность приспособления, мкм;
 – погрешность смещения центра группирования относительно настроенного размера, мкм;
– погрешность смещения центра группирования относительно настроенного размера, мкм;
 – погрешность измерения, мкм;
– погрешность измерения, мкм;
 – погрешность, связанная с позиционированием резцедержателя, мкм.
– погрешность, связанная с позиционированием резцедержателя, мкм.
Погрешность, связанная с упругими отжатиями, определяется по формуле:
= ωmax×Pzmax – Pzmin×ωmin, (3.36)
где ωmax и ωmin – максимальная и минимальная податливость станка, мкм/кН;
Pоmax и Pоmin – максимальная и минимальная осевая сила резания, кН.
Сила резания Pz определится по формуле (3.19)
Максимальная сила резания при глубине резания tmax вычисляется по формуле (3.19).
tmax= tmin +  , (3.37)
, (3.37)
где tmin – минимальная глубина резания, tmin=0,2мм,
TD – допуск на обработанную поверхность,  .
.
tmax= 0,2 +  =0,26мм.
=0,26мм.
Максимальная сила резания:

Минимальная сила резания:

Максимальная податливость станка:
ωmax= ωmin + ωинстр, (3.38)
где ωmin= ωст – минимальная податливость станка, ωmin=16 мкм;
ωинстр – податливость инструмента, мкм/кН (можно принять равной нулю, т.к. применяется импортный резец и его вылет довольно мал)
Тогда по формуле (3.36):
 =16×0,0348 – 16×0,0240=0,17 мкм.
=16×0,0348 – 16×0,0240=0,17 мкм.
Погрешность, связанная с геометрической точностью станка:
 =
=  , (3.39)
, (3.39)
где Сm – допускаемое отклонение от параллельности оси шпинделя направляющих станка в вертикальной плоскости, Сm =5 мкм;
lm – длина обрабатываемой поверхности, lm =41 мм;
L – базовая длина, L=100 мм;
=  .
.
Погрешность, вызванная тепловыми деформациями, определяется по формуле:
 =B×(
=B×( ), (3.39)
), (3.39)
где В – коэффициент для лезвийной обработки, В=0,1;
=0,1×(0,17+2,5)=0.27 мкм.
Погрешность базирования 
Погрешность закрепления 
Погрешность приспособления 
Погрешность смещения центра группирования определяется по формуле:
 =
=  , (3.40)
, (3.40)
где ωm – мгновенное поле рассеивания, мкм;
m – количество пробных деталей, m= 3.
ωm =1,2×  , (3.41)
, (3.41)
ωm =1,2× 
Тогда по формуле (3.40)
= 
Погрешность измерения –  = 3 мкм.
= 3 мкм.
Погрешность, связанная с позиционированием резцедержателя  мкм.
мкм.
Тогда суммарная погрешность обработки для диаметральных размеров определяется по формуле (3.33):
Δε=2,4×  .
.
Так как Δε=26,7мкм удовлетворяет условию: Δε≤0,8TD=96мкм, то заданный размер будет обеспечиваться на данном переходе с достаточной точностью.
3.11 Определение загрузки станков и требуемого количества оборудования
Требуемое количество оборудования определяется по формуле (расчет ведется для операции 015)
 , (3.42)
, (3.42)
 .
.
т.е. необходим один станок для выполнения операции.
Коэффициент используемого оборудования определяется по формуле:
 , (3.43)
, (3.43)
 .
.
т.е. оборудование используется на 4%.
Для 025 операции
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 577; Нарушение авторских прав?; Мы поможем в написании вашей работы!