КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Типовые технологические процессы изготовления днищ. 1 страница
|
|
|
|
А. Для плоских неотбортованных днищ технологический процесс изготовления полностью совпадает с технологическим процессом изготовления заготовок соответствующей формы. Например, плоские неотбортованные днища круглой формы изготовляют по маршруту: 1) расконсервация; 2) разметка заготовки; 3) резка заготовки толщиной более 30 мм по типовому процессу согласно приложению 4, а толщиной менее 30 мм на дисковых ножницах; 4) кромкострогальная операция согласно; 5) токарная обработка наружных и торцовых поверхностей.
Б. Для плоских отбортованных днищ технологические операции 1, 2, 3 выполняют по описанному выше процессу, затем следует операция отбортовки плоских днищ, которую выполняют на прессах горячей штамповкой заготовок. Заключительной операцией является токарная обработка чаще всего торцовой поверхности отбортовки аналогично операции 4, описанной выше для плоских неотбортованных днищ.
В. Для конических неотбортованных днищ технологический процесс включает следующие операции: 1) расконсервация; 2) расчет размеров плоской заготовки; 3) резка заготовки – пламенная по типовому процессу согласно приложению 4 или дисковыми ножницами; 4) гибка конических днищ; 5) сборка продольного стыка; 6) сварка продольного стыка; 7) контроль качества сварного шва и размеров; 8) токарно-карусельная операция.
Г. Для конических отбортованных днищ операции 1–7 одинаковы с предыдущим технологическим процессом, затем следует операция отбортовки (рис. 2.30). Эту операцию выполняют на специальных отбортовочных машинах с нагревом поверхности отбортовки, а иногда и всей заготовки. Нагрев места отбортовки исключает образование трещин, гофров и  наклепа, а также уменьшает мощность для отбортовки. В качестве инструмента для отбортовки используют сменные профильные ролики 2, 3. Перед началом отбортовки сварные швы на поверхности зачищают до уровня основного металла.
наклепа, а также уменьшает мощность для отбортовки. В качестве инструмента для отбортовки используют сменные профильные ролики 2, 3. Перед началом отбортовки сварные швы на поверхности зачищают до уровня основного металла.
|
|
|
После отбортовки следует токарно-карусельная обработка торцовых поверхностей конических отбортованных днищ.
Заключительной обработкой днищ (обечаек) является разметка, сверление и обработка отверстий согласно типовому технологическому процессу изготовления обечаек 60288.008. При этом необходимо внести надлежащие изменения элементов приспособлений для установки и крепления конических деталей вместо цилиндрических при выполнении указанных выше операций.
Д. Изготовление эллиптических и полушаровых днищ выполняют по техническим условиям на изготовление и поставку днищ, которые изложены в стандартах на днища, ОСТ 26-291–72 и заводских нормалях.
Точность геометрических параметров днищ определяет эксплуатационные показатели аппаратов, их напряженное состояние, прочность, надежность и долговечность, а также допускаемые отклонения от формы и величины размеров в процессе изготовления.
 Качество днища определяется: отклонениями базового диаметра ∆ D B; точностью формы – некруглостью ∆ F; уклоном цилиндрической части ∆ i; неперпендикулярностью среза днища к его оси δ f; отклонениями размеров ∆ r и ∆ R; отклонением высоты выпуклой части днища ∆ h B; утонением ∆ S.
Качество днища определяется: отклонениями базового диаметра ∆ D B; точностью формы – некруглостью ∆ F; уклоном цилиндрической части ∆ i; неперпендикулярностью среза днища к его оси δ f; отклонениями размеров ∆ r и ∆ R; отклонением высоты выпуклой части днища ∆ h B; утонением ∆ S.
Из погрешностей геометрических параметров основной является погрешность базового диаметра. В зависимости от величины этой погрешности, которая определяет величину смещения кромок стыкуемых элементов, выбирают способ изготовления днищ.
Способ изготовления днищ, обеспечивающий нужную функциональную точность, рекомендуют выбирать по таблице 2.6.
Таблица 2.6 – Технологическая точность изготовления днищ
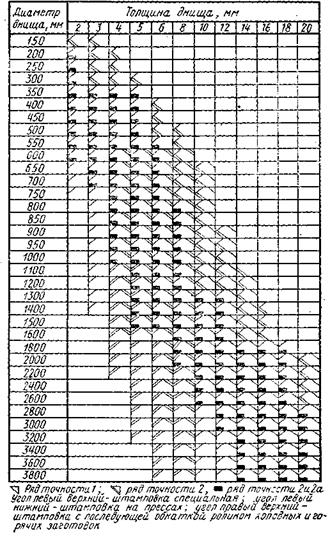
Днища можно изготовлять штамповкой на прессах, методом обкатки роликами, электрогидравлической и электромагнитной штамповкой, ручным выдавливанием на станках и ручной выколоткой. Наибольшее распространение в промышленности находят два первых способа изготовления днищ.
|
|
|
Любой технологический процесс изготовления днищ состоит из трех групп операций: изготовления заготовок; формования; завершающих операций.
Изготовление заготовок днищ. Прежде всего, необходимо рассчитать размеры заготовки днища. В зависимости от формы днищ расчет можно выполнять по одной из следующих методик:
– для эллиптических отбортованных днищ формулы для подсчета внутренней поверхности диаметра D развертки, массы Q и емкости V днищ даны в приложении к ГОСТ 6533–68.
Диаметр развертки днища с наружными базовыми размерами:
 ,
,
а для днищ с внутренними базовыми размерами
 .
.
где DH и DBH – наружный и внутренний диаметр днища; s – толщина стенки днища; h 2 – высота цилиндрической части днища; ε н – коэффициент, который выбирают по графику, показанному на рис. 2.32 в зависимости от отношения DH/s; ε вн – коэффициент, который выбирают по графику, показанному на рис. 2.33, в зависимости от отношения DBH/s; т = 0,345 – для днищ с соотношением DBH/hB = 4; т = 0,318 – для днищ с Dm/hB = 5; hB – высота выпуклой части днища.
Диаметр заготовки:
 ,
,
где 2 z н = (0,02 – 0,05) D – технологический припуск на обработку.
 – для полушарсвых днищ (целых) диаметр развертки:
– для полушарсвых днищ (целых) диаметр развертки:
 .
.
Диаметр заготовки:
.
– для полу шаровых лепестковых днищ размеры развертки (плоской) лепестка определяют следующим образом (рис. 2.34).
Радиус центрального диска:
 .
.
Высота сектора по линии его симметрии
 .
.
Высота стрелки сектора
 .
.
где l т – табличное значение величины стрелки R д = 1 определяют по табл. 2.7 для принятого количества секторов днища n.
Полная высота заготовки сектора:  .
.
Большая ширина заготовки:
 .
.
Меньшую ширину заготовки определяют с использованием данных табл. 2.7, как длину хорды
 .
.
Таблица 2.7 – Значения стрелки сегмента l т и длины а хорды в зависимости от числа секторов днища *

| Число секторов днища п | Центральный угол у одного сектора, град.

| Угол β, рад. | Стрелка l т | Длина хорды а |
| 1,256637 | 0,191 | 1,1756 | |||
| 1,047198 | 0,134 | 1,0 | |||
| 0,785398 | 0,0761 | 0,7654 | |||
| 0,698132 | 0,0603 | 0,684 | |||
| 0,628319 | 0,0489 | 0,6160 | |||
| * Для определения величины стрелки l 0 и длины ап хорды в мм в зависимости от величины радиуса Rд необходамо табличное значение l т и а умножить на величину Rд. |
 Ширину развертки сектора на уровне любого пояса (см. рис. 2.34) определяют по формуле
Ширину развертки сектора на уровне любого пояса (см. рис. 2.34) определяют по формуле
|
|
|
где β берут по табл. 2.7; α n определяют по сечению (1–1 или 2–2 и т.д.), для которого находят величину хорды а.
– для эллиптического лепесткового днища размеры развертки лепестка определяют следующим образом (рис. 3.35).
Имея диаметр заготовки, рассчитанный по формулам (11.43) (11.45), и радиус центрального диска по формуле (11.48), определяют высоту лепестка (сектора) по линии симметрии:
 ,
,
 ,
,
где k э – коэффициент, зависящий от соотношения b / a = 2 h b/ D в, которое для всех эллиптических днищ равно 0,5 (см. ГОСТ 6533—68, 13472—68). Для нашего случая k э = 4,84.
В промышленности допускается применение эллиптических днищ с отношением 2 h b/ D в не менее 0,4. Значения коэффициента k э в зависимости от отношения полуосей эллипса b / a = 2 h b/ D в приведены ниже
| Отношение, b / a = 2 h b/ D в | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 |
| Значения k э | 4,6 | 4,84 | 5,1 | 5,4 | 5,7 | 6,0 |
Величина
 .
.
Величину l 0 находят по формуле (11.50).
Определяют ширину заготовки сектора в различных ее сечениях:
по наибольшему значению заготовки:
 .
.
При этом число n секторов уточняют условием наилучшего использования листового проката, выпускаемого металлургической промышленностью.
Ширина сектора в других сечениях
 ,
,
где R = D В/2 + s – средний радиус днища; k — коэффициент формы днища, его выбирают по табл. 2.8.
Для этого высоту l сектора графически делят на пять равных отрезков и откладывают перпендикулярно к оси симметрично вправо и влево половину их величины, найденной по формуле (11.59).
 Таблица 2.8 – Значения коэффициента формы k
Таблица 2.8 – Значения коэффициента формы k
| Расположение отрезков а сектора | Отношение осей эллипса b / a = 2 h b/ D в | ||||
| 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | |
| а1 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 |
| а2 | 0,93 | 0,94 | 0,95 | 0,96 | 0,97 |
| а3 | 0,82 | 0,835 | 0,85 | 0,87 | 0,89 |
| а4 | 0,69 | 0,705 | 0,72 | 0,74 | 0,76 |
| а5 | 0,55 | 0,56 | 0,57 | 0,58 | 0,59 |
| а6 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 |
Формование эллиптических и полусферических днищ. Производят как из холодных, так и горячих заготовок. Горячее формование, как правило, применяют в том случае, если недостаточной является мощность оборудования, или заготовка днища имеет склонность к складкообразованию в процессе формования.
|
|
|
Формование днищ методом штамповки на прессах (рис. 2.35). Заготовка с помощью транспортера подается в нагревательную печь для равномерного нагрева до требуемой температуры. Нагретая заготовка специальными захватами извлекается из печи и подается на транспортер, с помощью которого транспортируется к штампу, находящемуся под прессом. Затем заготовку устанавливают на протяжное кольцо и штампуют, как правило, за одну операцию. За две операции штампуют только в тех случаях, когда требуется изготовить днище повышенной точности.
В процессе горячей штамповки нагретая заготовка быстро охлаждается и, сокращая свои размеры, напрессовывается на пуансон. Для облегчения съема отштампованного днища пуансон, предназначенный для горячей штамповки, выполняется из двух частей: грибка и формирующего кольца. Заготовка снимается при ходе пуансона вверх (см. рис. 53).
При формовании днищ штамповкой из холодных или горячих заготовок усилия для подбора прессов следует рассчитывать по следующей формуле:
 , МН
, МН
где D 3– диаметр заготовки, м; s – толщина материала, м; σВ – временное сопротивление в зависимости от температуры заготовки, МПа; k 2 – значение коэффициентов при вытяжке; оно зависит от отношения внутреннего диаметра D внднища к диаметру D зплоской заготовки:

q пр – удельное давление прижима в (МПа) принимают: для углеродистых сталей 0,2–0,3; коррозионно-стойких сталей 0,3–0,45; латуни 0,15–0,2; алюминия 0,08–0,12; дуралюмина мягкого 0,12–0,18; Fnp – площадь под прижимом, м2.
 Формование днищ методом обкатки заготовок роликами осуществляют из холодных и горячих заготовок. Границу использования холодных и горячих заготовок четко определить не представляется возможным, так как она зависит не только от мощности оборудования, но и пластических свойств материалов. Ориентировочно можно считать, что из холодных заготовок формуют днища при толщине заготовок не более 16 мм, а из горячих заготовок — при толщине более 16 мм.
Формование днищ методом обкатки заготовок роликами осуществляют из холодных и горячих заготовок. Границу использования холодных и горячих заготовок четко определить не представляется возможным, так как она зависит не только от мощности оборудования, но и пластических свойств материалов. Ориентировочно можно считать, что из холодных заготовок формуют днища при толщине заготовок не более 16 мм, а из горячих заготовок — при толщине более 16 мм.
При формовании днищ методом обкатки роликами холодных заготовок предварительно из плоской заготовки штампуют выпуклую часть днища на прессе по. указанной на рис. 2.36 схеме.
В отечественной промышленности для формования днищ методом обкатки роликами наибольшее применение получила машина фирмы «Болдрини» (рис. 2.37). На этой машине формуют днища толщиной от 3 до 25 мм и диаметром от 300 до 4000 мм.
Предварительно отштампованную выпуклую заготовку устанавливают центральным отверстием на ось 17, а затем перемещением тележки 15 – на определенное расстояние (соответствующее диаметру готового днища) относительно формующего ролика 12. Затем положение заготовки фиксируется прижимом пневмоцилиндра 4. Заготовку для уменьшения вибраций поджимают двумя ведущими роликами 13. В результате вращения формующего ролика 12 заготовка 14 вращается против часовой стрелки, а нажимной (формующий) ролик 11 постепенно формует профиль отбортованной части днища, обкатывая металл заготовки днища по профилю ролика 12. После окончания процесса обкатки проверяют размеры днища без снятия его с машины. Для снятия готового днища от него отводят ролики 13, 12, 11, поднимают пневмоцилиндр 4 вверх, после чего нижняя тележка вместе с днищем перемещается в крайнее левое положение для беспрепятственного снятия днища с помощью грузоподъемных средств.

Для формования выпуклой заготовки днищ на прессе (см. рис. 54) используют набор матриц и пуансонов с различными радиусами, а для окончательного формования днища — набор формующих роликов, профиль которых соответствует внутреннему профилю готового днища.
При формовании днищ методом обкатки роликами горячих заготовок используют отечественные машины Днепропетровского завода тяжелых прессов (ДЗТП), ЦНИИТМАШа и фирмы «Бирдсборо» (США).
Схема машины и пресса для формования днищ обкаткой роликами горячих заготовок дана на рис. 2.38.
Плоская заготовка днища равномерно нагревается в печи, а затем специальным манипулятором подается на низ штампа 9 машины. Приводом 12 и четырьмя флангами 11 центрирующего механизма заготовка 10 центрируется относительно оси штампа, а затем фланги 11 отводятся. Верхом штампа 8 с помощью цилиндра 7 заготовка прижимается к нижнему штампу, в результате чего формуется часть поверхности днища, соответствующая профилю нижнего штампа. Затем давильный ролик 6 вместе с кареткой устанавливается на определенном расстоянии от оси штампа. Давильный ролик 6 с помощью приводов вертикального 5 и горизонтального 3 перемещения подводится до соприкосновения с заготовкой. Включается вращение заготовки через главный привод 13 и ролик 2 привода 1, постепенно формуется профиль отбортованной части днища вследствие поворота от привода 4 вертикального и горизонтального давильного ролика.
Получив требуемый диаметр, днище, не снимая с машины, охлаждают в течение 30—60 мин. Для снятия днища с машины возвращают в исходное положение обкатной давильный ролик и верх штампа. Манипулятором снимают днище с низа штампа и подают на стеллаж для окончательного контроля и хранения.
В зависимости от размеров и профиля днищ для формования используют различные верх и низ штампа, а также обкатные ролики.
На машине ДЗТП можно формовать днища толщиной от 50 до 100 мм и диаметром от 2400 до 5200 мм. На машинах ЦНИИТМАШа и фирмы «Бирдсборо» можно формовать днища толщиной от 16 до 100 мм и диаметром 1600—4500 мм.
Завершающие операции предусматривают разметку днищ для подрезки торца и разметку отверстий, подрезку торца, обработку отверстий, термообработку, очистку поверхностей, контроль и клеймение днища. Содержание указанных операций изложено в типовом технологическом процессе 01200.002 (см. стр. 93—96). Кроме обработки днищ на металлорежущих станках для пламенной подрезки торца днища без снятия или со снятием фасок под сварку широко используют специальное приспособление (рис. 2.39).
На этом приспособлении ручным приводом 1 устанавливают три раздвижные шаровые опоры 2 на расстояние а. Затем устанавливают днище 3 до соприкосновения выпуклой наружной поверхности со всеми тремя шаровыми опорами. Приводом 6 днище вращается с необходимой скоростью. На вращающемся днище мелом или штангенрейсмусом размечают линию подрезки торца, после чего с помощью устройства 5 устанавливают резак 4 в нужное положение и производят пламенную подрезку торца.
2.3. Изготовление фланцев
Параметры и размеры. Фланцы (рис. 2.40) трубопроводов и соединительных частей, а также входные и выходные фланцы арматуры машин, приборов, аппаратов и резервуаров, применяемых в химической, нефтеперерабатывающей и нефтехимической отраслях промышленности, изготовляют в соответствии с ОСТ 26-830 – 73 – ОСТ 26-842 – 73. В табл.  40 приведены области применения различных типов фланцев.
40 приведены области применения различных типов фланцев.
При изготовлении теплообменных аппаратов фланцы корпуса, распределительных камер и крышек для аппаратов диаметром 400 мм и выше, рассчитанных на условное давление 15,7 МПа, должны соответствовать действующим отраслевым стандартам, а для аппаратов с рабочей температурой одной или обеих сред 300 °С и более выполняют приварными встык с уплотнительной поверхностью выступ-впадина, для p у-6,4 МПа – с уплотнительной поверхностью под металлическую прокладку восьмигранного сечения. Уплотнительную поверхность шип-паз можно применять только с прокладками, которые необходимо помещать в замкнутый объем, например, с прокладками из фторопласта. У теплообменных аппаратов, работающих под вакуумом, на корпуса, распределительные камеры и крышки к ним устанавливают корпусные фланцы не менее чем на р у = 1 МПа.
Технические требования на изготовление фланцев должны соответствовать ОСТ 26-843—73 и ОСТ 26-291—71. Материал для изготовления фланцев выбирают в зависимости от температуры и среды, в которой они должны работать. Это в основном стали ВСтЗспЗ, 20К, 16ГС, 12Х18Н9Т, 10Х17Н13М2Т.
Предельные отклонения размеров фланцев (см. рис. 2.40) следующие.
1. D – для стальных фланцев, получаемых штамповкой, – по второй группе ГОСТ 7505–74 с максимальным радиусом закругления внешних углов 3 мм; для фланцев получаемых другими методами, – по В9.
2. d – по А8; dB – по А7; D2 – по 7-му классу со знаком; b – по 8-му классу со знаком ±; h1, h2, h3 – не более + 0,5 мм; D1 и D5 – по С5; D3 и D0 – по А5.
3. Смещение осей отверстий d от номинального расположения должно быть не более: 1 мм – для отверстий d = 12 ÷ 18 мм; 1,6 мм – для отверстий d = 23 ÷ 33 мм; 2 мм – для отверстий d = 40 ÷ 52 мм.
4. Торцовое биение поверхности Б – по XII степени точности ГОСТ 10356–63. Непараллельность поверхностей А и Б – 0,1 мм в пределах наружного диаметра гайки.
Таблица 2.9 – Области применения различных типов фланцев
| Тип фланцев (стальных) | Условный диаметр Dy, мм | Условное давление р у, МПа | ОСТ |
| Плоские приварные | 10–1600 | 0,1–2,45 | 26-830–73 26-831–73 26-832–73 |
| Свободные на приварном кольце | 100–500 | 0,1–2,45 | 26-833–73 26-834–73 26-835–73 |
| Литые | 15-600 | 1,57—15,7 | 26-836–73 26-837–73 26-438–73 |
| Приварные встык | 10—800 | 0,59—15,7 | 26-839–73 26-840–73 26-841–73 26-842–73 |
Допускается изготовление фланцев сварными из нескольких частей полосового проката с последующей сваркой мест стыка при условии выполнения швов с полным проваром по всему сечению фланца и 100%-ного контроля качества швов. В этом случае допускается располагать отверстия на сварных швах.
Для сосудов и аппаратов из двухслойной стали фланцы изготовляют из стали основного слоя двухслойной стали (или из стали этого же класса) с защитой уплотнительной и внутренней поверхностей фланца от коррозии наплавкой. Толщина наплавленного слоя после механической обработки должна быть не менее 4+2-1 мм, а при наличии требований по межкристаллитной коррозии – не менее 6+2-1 мм. Допускается защита уплотнительной и внутренней поверхностей фланцев облицовкой из хромоникелевой аустенитной стали. Толщина облицовки должна быть не менее 3 мм.
Особенности технологии изготовления. В качестве заготовок для изготовления фланцев используют поковки, штамповки, профильный прокат, бандажные и сварные заготовки. При выборе способа получения заготовки для фланца необходимо учитывать материал и габаритные размеры фланца, размеры сечения обода, коэффициент использования металла, трудоемкость изготовления и другие факторы. В табл. 2.10 приведены рекомендации по областям применения каждого из указанных способов.
О целесообразности применения заготовок каждого из указанных видов решают исходя из конкретных условий производства.
При штамповке фланцев на молотах обеспечиваются высокая производительность, точность размеров заготовок, в результате чего значительно уменьшается отход металла в стружку и снижается трудоемкость обработки. Штамповка на кривошипных горячештамповочных прессах имеет ряд преимуществ перед штамповкой намолотах: повышается производительность труда и точность исполнения размеров поковки, увеличивается коэффициент использования металла в результате уменьшения штамповочных уклонов, уменьшается расход электроэнергии и улучшаются условия труда. Гибку с последующей сваркой выгодно применять в том случае, когда сечение обода фланца относительно небольшое и когда материал фланца обладает хорошей свариваемостью. В табл. 2.11 приведены сравнительные технико-экономические показатели изготовления заготовок фланцев ковкой в подкладном кольце и гибкой из профильного проката с последующей сваркой встык.
Таблица 2.10 – Области применения различных способов получения заготовок для фланцев
| Наименование способа | Условный диаметр D у, мм | Характер производства |
| Штамповка на молотах свободной ковки | 10 – 250 | Серийный |
| Штамповка на кривошипных горячештамповочных прессах | 10 – 150 | Серийный, массовый |
| Гибка профильного проката | >250 | Серийный |
| Из бандажных заготовок | 400 – 2400 | Массовый |
| Из сваренных секторов | >400 | Индивидуальный |
Таблица 2.11 – Сравнительные технико-экономические показатели изготовления заготовок фланцев ковкой и гибкой из профильного проката
| Показатели | Способ изготовления фланца | |
| Гибка профиля с последующей сваркой | Ковка в подкладочном кольце | |
| Масса, кг: | ||
| заготовки | 18,8 | 69,0 |
| поковки | – | 41,0 |
| фланца | 13,5 | 15,4 |
| Коэффициент использования металла | 0,8 | 0,2 – 0,25 |
| Трудозатраты, чел.-ч: | ||
| на поковку | 0,2 | 1,2 |
| на токарную обработку | 0,25 | 3,25 |
| Выпуск фланцев на единицу производственного оборудования за одну смену, шт |
При получении заготовок ковкой с последующей прокаткой на кольцепрокатном стане большая степень проработки материала фланца во всех направлениях, отсутствие сварного шва, сравнительно высокий коэффициент использования металла позволяют рекомендовать этот способ при серийном изготовлении крупногабаритных фланцев. Получение заготовок, сваренных из отдельных секторов, применяют, как правило, для фланцев больших размеров, изготовляемых из проката большой толщины (более 40 мм) или из марок сталей, на которые отсутствует стандартный профильный прокат.
Штамповка на молотах. Типовой технологический процесс изготовления заготовок приваренных встык фланцев (Dy = 150 ÷ 250 мм) приведен в технологических документах ЕСТД (см. стр. 109—110) -
Операция 3. Штамповочная. Фланцы чаще всего штампуют в открытых штампах, на зеркале которых размещают площадку для осадки заготовок площадью более 30% всей  площади зеркала штампа.
площади зеркала штампа.
Заготовки крупных фланцев (до 200 – 250 мм) осаживают на ковочном молоте, а остальные операции выполняют на штамповочном молоте. Выбирая размеры формы штампа, необходимо учитывать усадку при остывании (15%). Для предотвращения застревания фланца в штампе боковые стенки ручьев изготовляют с уклоном 3 – 10°.
За один ход пресса прошивают отверстия и обрезают заусенцы на кривошипных прессах в комбинированных штампах (рис. 2.41). Во время прошивки отверстия и обрезки заусенцев во фланцах (D y = 100 мм) одновременно правят их по плоскости. Фланцы большего диаметра правят на молоте в чистовом ручье штампа.
В связи с тем, что стойкость штампов, имеющих сравнительно малые размеры выступов, низкая, воротниковые фланцы (D y = 30 мм) штампуют без прошивки отверстия. В некоторых случаях для увеличения срока службы штампов выступы выполняют сменными и по мере износа их заменяют.
Конструкция штампов для безоблойной штамповки предусматривает возможность заполнения формы штампа металлом прежде, чем он достигнет выхода в облойную канавку. Значительное влияние на заполнение формы штампа в процессе безоблойной штамповки оказывает форма исходной заготовки, которая должна приближаться к окончательной форме поковки. Указанное достигается предварительной штамповкой в черновых ручьях. Штампы для безоблойной штамповки фланцев схематически изображены на рис. 2.42.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 3660; Нарушение авторских прав?; Мы поможем в написании вашей работы!